A szán alsó és felső része nem gyári páros volt? A lécből szedj le ha ugyis ezzel akarod megcsinálni..a fecskafarkat ne gyengitsd le..nagyon sokat kelle kiszedni belőlle és bonyolultabb is.. Örülök hogy jó helyre került a párhuzammérő..nállam csak porosodott..
Ezzel mit csináljak? A lécet vagy a prizmát kellene igazítani?
Unyi Ferenc | 60
2020-01-05 11:07:40
[44725]
Szia! Én is hasonló munkában vagyok és nekem is gond volt a megfelelő festék megtalálása. Most ezt használom, erre van kitalálva: Tusírfesték Ez a mennyiség évekre elég egy hobbystának. Felhordáshoz egy kézreálló méretre vágott hungarocell kocka kiválóan megfelel, nem szívja be a drága festéket, és szépen el lehet vele teríteni az anyagot. A kapirgáláshoz pedig Biax hántolót használok, kicsit egyszerűbb mint kézzel.
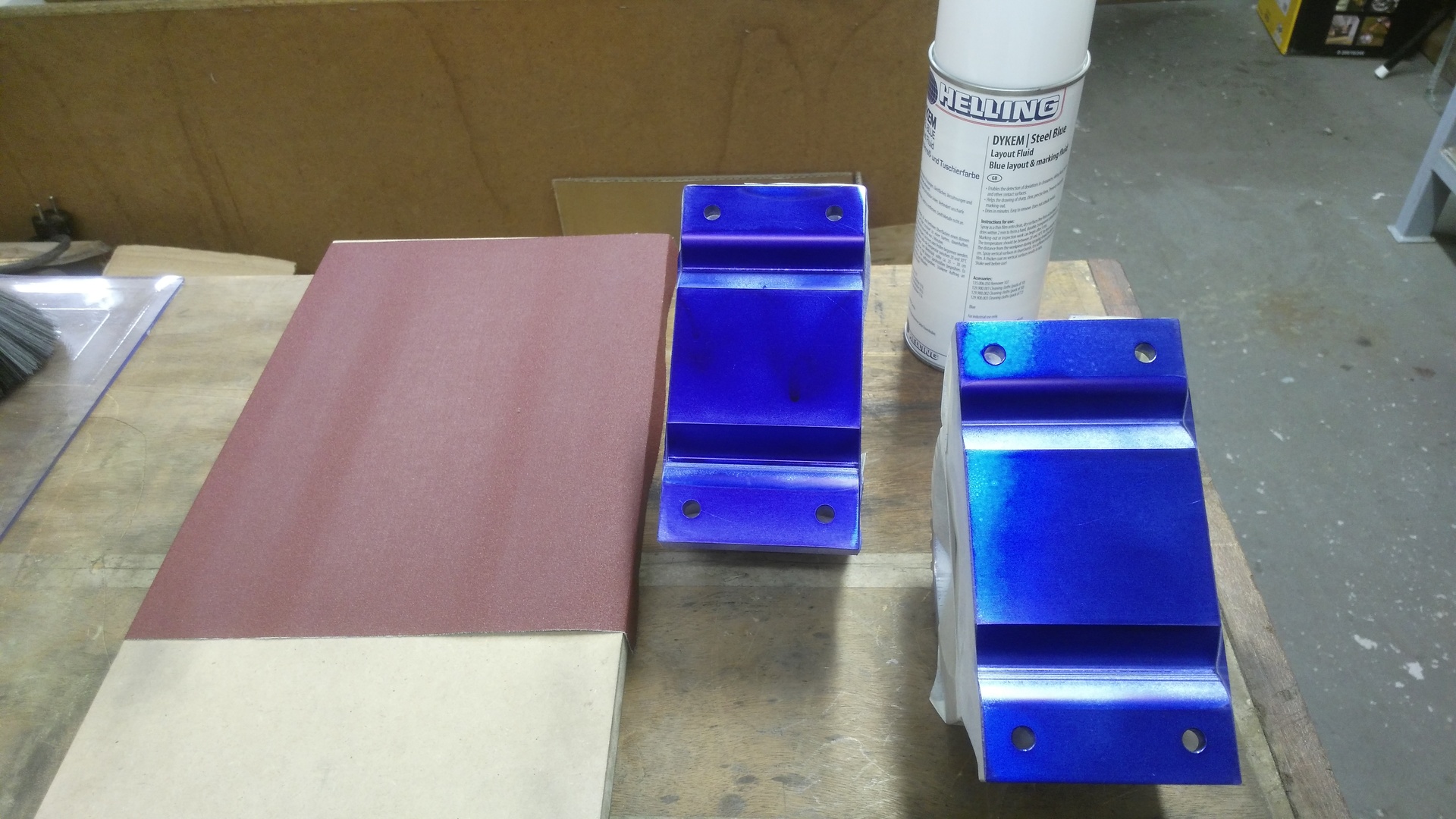
próbáld ki a Dykem steel blue-t. Múltkor rendeltem a marómoci tartójának síkba csiszolásához és klasszul bevált. Álmomban sem gondoltam volna, hogy a gyári német tartó ennyire nem sík. 1 napom ráment, de végül sikerrel jártam és ebben nagy segítségemre volt ez a festék. Gyorsan szárad és a spray-vel egyenletesen lehet felhordani a felületetre.
A kosz bennemaradáson én is gondolkoztam már utólag, de nincs cérnám tizedjére is áthántolni a felületét. Igazság szerint hobby gép lesz, nem termelésben fog menni. Terveztem valami gumilapot a szán elejére is hogy takarja a forgácstól.
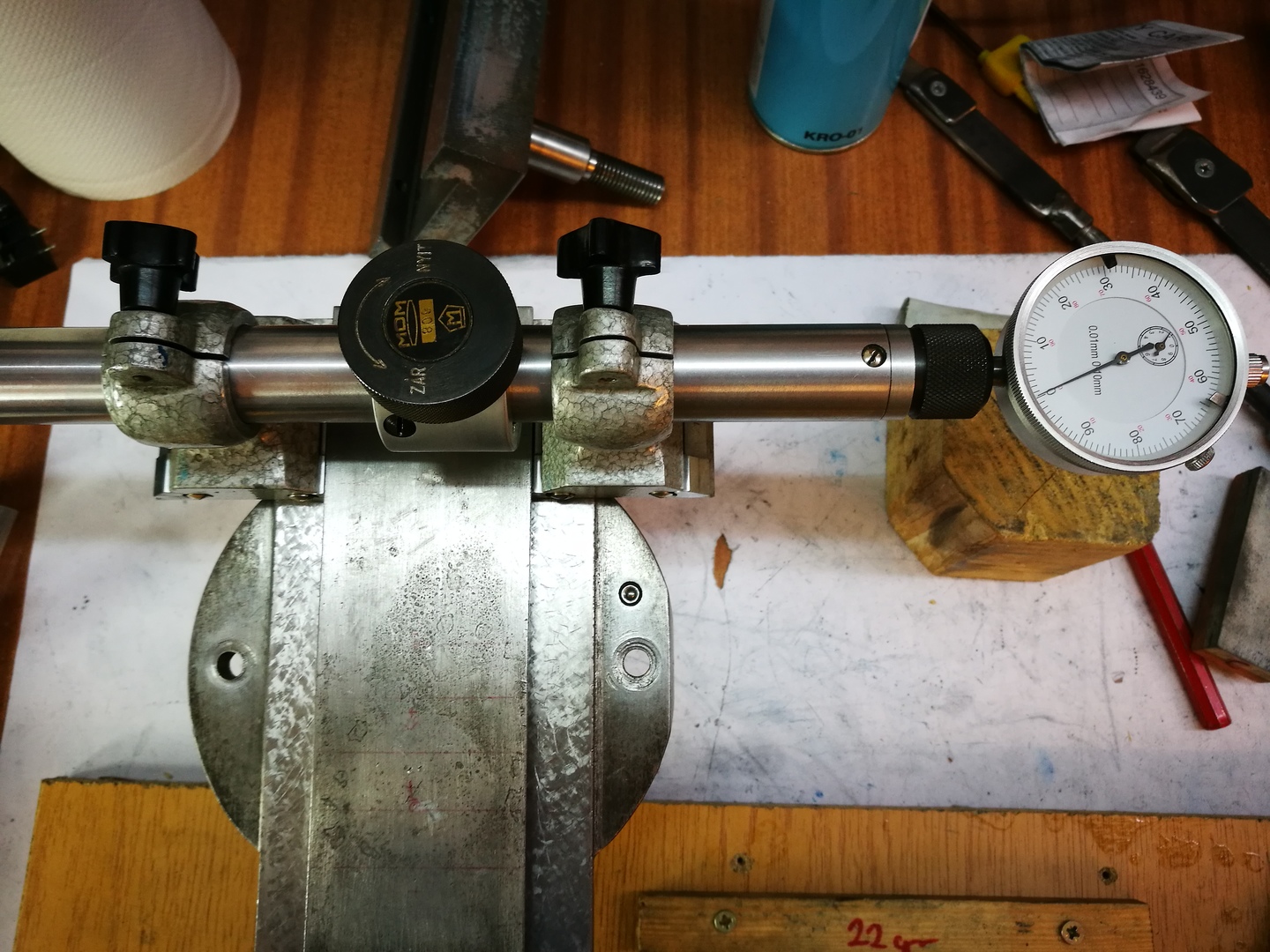
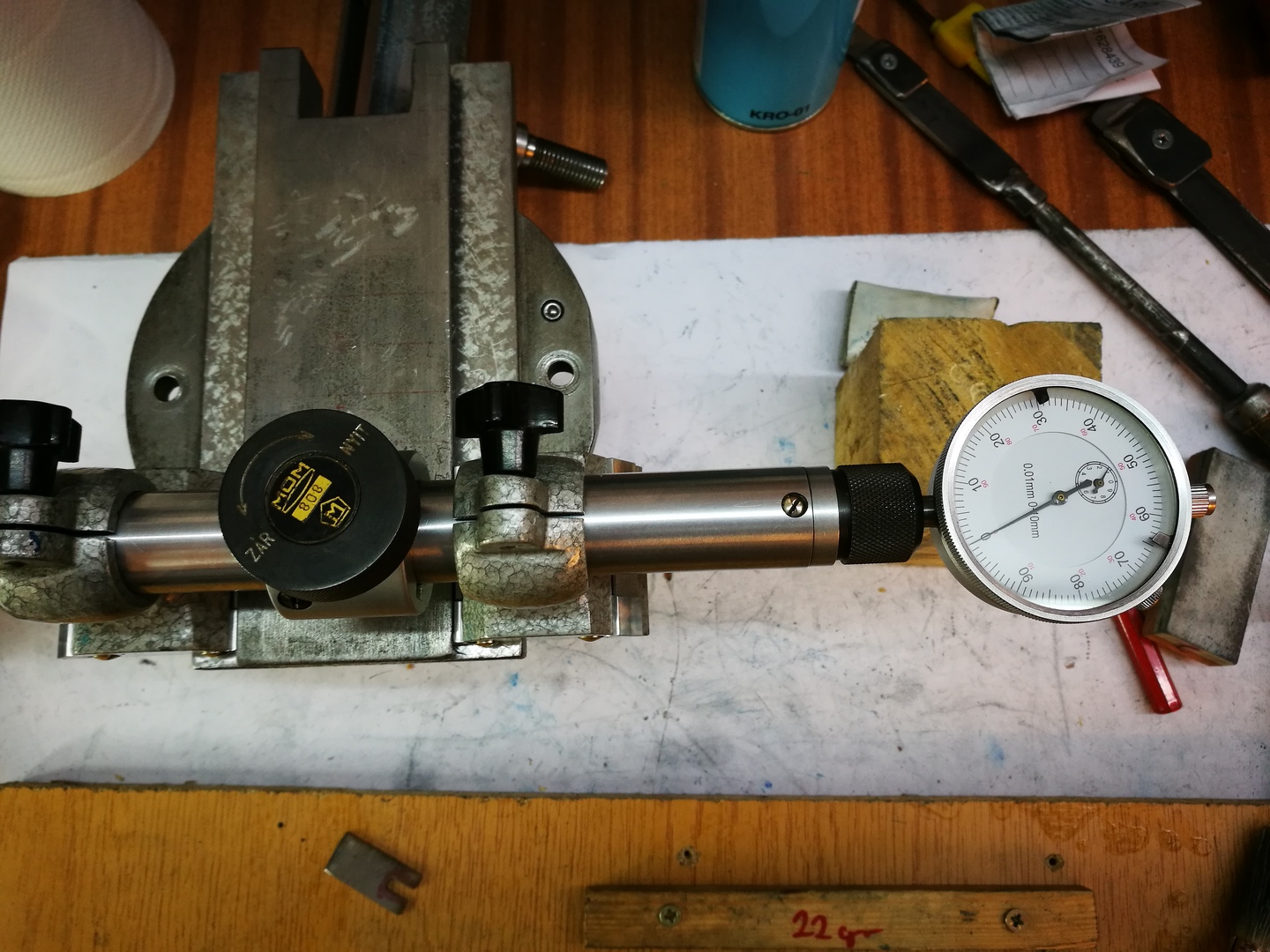
Nekem is pont az a bajom amit mondtál, hogy nem nyomon neki, így csak a felszínt kapargatom. Százados órával nézve egy mutatónyi(se néha... ). Ilyen keskeny felületen valahogy nem jött össze az elején hogy is kellene, sokat mérgelődtem. Aztán az se volt annyira triviális hogy jó lenne ha azonos magas lenne a két oldala az aljához képest. Arra is rájöttem menetközben hogy egy darab széles lapkával nem tudom megoldani, sokat kísérleteztem gyorsacéllal, meg vagdostam lapkákat. A rádiuszokat kézből csinálom (gagyi einhel köszörű, normális asztala sincs), a szöget is szemre nézem, van amikor sokadjára sikerül úgy hogy szedjen is normálisan. Gyorsacélnál ez kevésbé gond, a lapkát jobbban tördeli a korong. Tudom gyémánt kellene, de az még folyamatban. A szerszám hosszakkal és fogantyúkkal is sokat kísérleteztem, csináltam "próba" szárakat amiket lehet variálni.
A festék az sötétkék pigmentpor (még Csuhás fórumtársunktól kaptam),amit műszerolajjal keverek kb kefír álagra. A tökéletes "ecsetet" még nem találtam meg amivel a platnin el tudom rendesen oszlatni az anyagot, jelenleg filc van összetekerve, de szerintem túl kemény mert látni hogy erősen csíkozva viszi fel. Ezt tapétahengerrel (keskeny szivacs) próbálom eloszlatni. Ha sok akkor ugye telibefog, ahogy "kopik" meg törölgetem már jó, de ha nagyon vékony nem látom normálisan és mint mondtam inkább gombostűfejszerű fogáspontok vannak olyankor. Kontrasztanyag jó lenne, de az utamba kerülő hobbyboltokban nem kaptam pigmentport csak valami neonnarancsot, de az nem oszlik rendesen az olajban így az nem jó...
Ja menet közben derült ki pl hogy ha nincs prizmához kicsi etalon csak szivatom magam, mert az 500-as lécem túl nagy, hiába van lecsapva az oldala, nehezen tudok vele festeni... ilyen apróságok miatt november óta készül a kéziszán. Jelenleg a betétléc és a késtartó felülete van hátra.
Sziasztok, Saját tervezésű CNC eszterga építésébe fogtam. Abban kérném ki a tapasztaltabbak tanácsát, hogy ha szeretnék lehetőséget "manuális" vezérlésre is 2db MPG (kézikerék) beépítésével, akkor a 2 MPG-t hogyan volna leginkább célszerű ( Ár/Érték arányban )illeszteni a MACH3-hoz? Tehát milyen illesztőkártya vagy egyéb megoldás volna a leg célravezetőbb? Az eddigi legértelmesebb ötletem a 2db USB-s illesztőkártya lenne, de ez nem túl szimpatikus megoldás. A PC-be +Printer port bővítés, és így megoldva a 2db printer portos illesztőkártyára kötve a 2db MPG-t, mégkevésbé sem tetszetős... Épített már valaki 2db MPG-s Esztergát? Mi a jó irány? Köszönöm!
mdani2 | 273
2020-01-04 15:47:44
[44715]
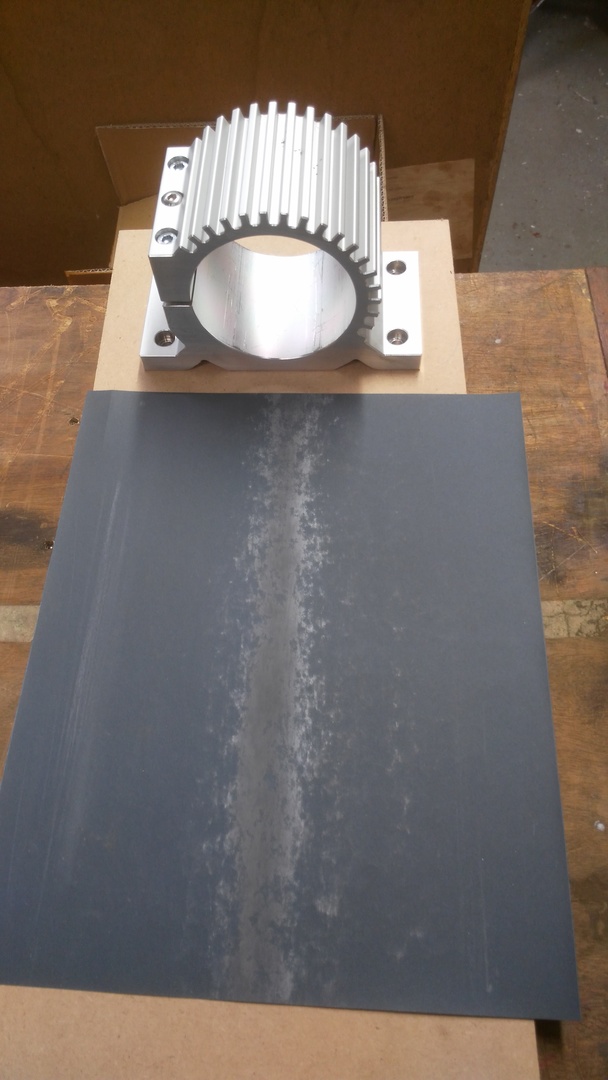
Én nagyon nem javaslom a karcokat, mert nem csak ronda lesz tőle a felület, de ezekbe a mély barázdákba beül a kosz és a por, aztán szépen koptatja a rajta futó felületet, mintha smirgli lenne. Én azt javaslom, hogy ne foglalkozz félhold belehántolásával (flaking). A következő dolgokat vedd figyelembe ezzel kapcsolatban: -Ez ha jól látom egy kés szán, amit nagyon ritkán használsz és kicsi elmozdulásokra, ezért itt nincs jelentősége annyira az olajozásnak, mint egy hossz szánnál. -Az olajjáratok belehántolása nagyjából elfelezi a hasznos pontok számát -Flaking-et csak felső felületbe tesznek az iparban, pont azért mert, akkor nem tud belemenni a kosz. Ha jól látom ez a késszánnak az alsó része. Ide nem szokás. -Csak az egyik oldalra tesznek ilyet, nem mind a két felületre -Ha valamiért mégis alulra kell tenni ezt, akkor nagyon fontos, hogy vedd figyelembe a rajta lévő szán elmozdulását. Pl, amikor végállásba tekered a késszánt, akkor a két végen szabaddá válik az alsó felületnek egy kis része. Ide semmiképpen ne tegyél ilyen járatokat, mert mivel szabaddá válik, könnyen belemegy a kosz és utána már csiszatolod is vele a rajta futó szán felületét. Ez igaz a felső részre is. Az is szabadra fut, de kevésbé kritikus, mert az a felület lefelé fog nézni. -Kérdés, hogy vajon mennyit fog menni a gép. Mert ha napi 8 órát, akkor segít rajta a half moon flaking, de ha nem akkor meg nem érdemes vele foglalkozni.
A mostanában gyártott gépeken is inkább csak díszítésnek teszik.
A lapkákhoz alapvetően háromféle rádiusz a legelterjedtebb: - 120-as a nagyoláshoz, amikor sok anyagot kell elvenni. Viszont nagy figyelmet igényel, hogy az ember ne döntse be a szerszámot, mert sokkal nagyobb az esélye, hogy az ember belekarcol a felületbe. Van amikor emiatt a lapka szélét szándékosan lekerekítik. - 90-es rádiusz általános hántoláshoz 20-25 PPI ig. (Pont per négyzet inch) - 60-as rádiusz már csak akkor kell, ha nagyon szűk helyen, vagy nagyon finom felület kell. 25 PPI felett.
A szerszámgépek felületeit 20 PPI-re szokták az iparban hántolni. Ez neked is bőven elég.
Ha megfolyik a festék, akkor túl vastagon viszed fel. Ahogy közeledsz a végső állapothoz, egyre vékonyabban kell a festéket a sablonra felvinni és érdemes valami kontraszt anyagot is használni, ha van rá lehetőség.
Amúgy mérted már, hogy milyen mély egy hántolásod? Én általában 2-4 ezred millimétert veszek le egy műveletben. Érdemes megmérni, mert csak így tudod, hogy mit csinálsz.
Ha nem elég mély, akkor gyengén nyomod az anyagba a lapot. Ez nálam is probléma volt. Svagernél láttam először, hogy testből nyomja a szerszámot. Csak úgy lehet rendesen anyagot eltávolítani. Nem kell simogatni.
Milyen festéket használsz?
Amúgy drukkolok, mire végzel a géppel elég jól bele fogsz jönni.
Ez az első rendbetételem, sajnod még nem megy a klasszikus jó mély hántolás az olajzsbek miatt (ha széles lapkával szedem nagy felületen terül a festék, ha keskenny kicsi rádiuszúval akkor a végére ezerszámra keletkeztek pici pöttyök vékony festékkel. Vastagabbal meg majd telibeterült. Szóval van még mit tanulni... ), így próbálgattam félhold szerű valamiket elkövetni. Hát ezek lettek belőle. De az tuti hogy így marad, szerintem semmi funkcionális problémát nem okoz csak ronda. A rádiuszt nem tudom, 15 széles lapkával csináltam főképp, kb képes és videók alapján ptóbáltam azokat a rádiuszokat elkövetni.
Ez egy szuper kis szerszám. Már én is régóta vadászom, de mindig lecsúszok róla.
Nem ördöngösség a 5 pont se. A HE20 as kis gyalumon is 5 csavarral lehet meghúzni a kost. Ha ott jó, akkor máshol is, de szerintem nincs értelme ezen a kis szánon.
A három csavarral szépen, könnyen be lehet állítani a végpontokon és közte a kottyanás mentességet, de 5-tel már szívás lenne. A három és ötlábú szék esete lenne
Biztosan van, de szerintem nincs értelme ezzel bajlódni. Soha nem lesz annyira merev és pontosan állítható mint, ha ékléces lenne. Az E3N-en is három darab állítócsavar van. Az egész hátterében a gazdaságosság áll. Sokkal hamarabb el lehet készíteni és be lehet hántolni ezt a megoldást, mint az éklécest.
Egy E2N kéziszánnál van-e gyakorlati haszna hogy a betétléc beállító csavarok számát a gyári 3-ról 5-re növelném? Be lehetne közölni a gyári csavarokat...
frob | 2339
2020-01-03 09:36:36
[44707]
Bocsánat igazad van, nyomni szeretném, hasonló képen mint a videón látszik, csak sokkal kisebbet...
Ezekből az olajféleségekből a legkisebb kiszerelés általában a 60 literes hordó szokott lenni. 1-2 literes mennyiség beszerzése szinte csak valamelyik végfelhasználón keresztül oldható meg, de ekkora tételnél jó alternatíva lehet a "kannás" üregelőfolyadék valamelyike is.
Nem tudja valaki véletlenül, hogy pontosan milyen elnevezésű olajt használnak hűtésre szálautomatákon?
Köszönöm.
frob | 2339
2020-01-01 10:25:59
[44699]
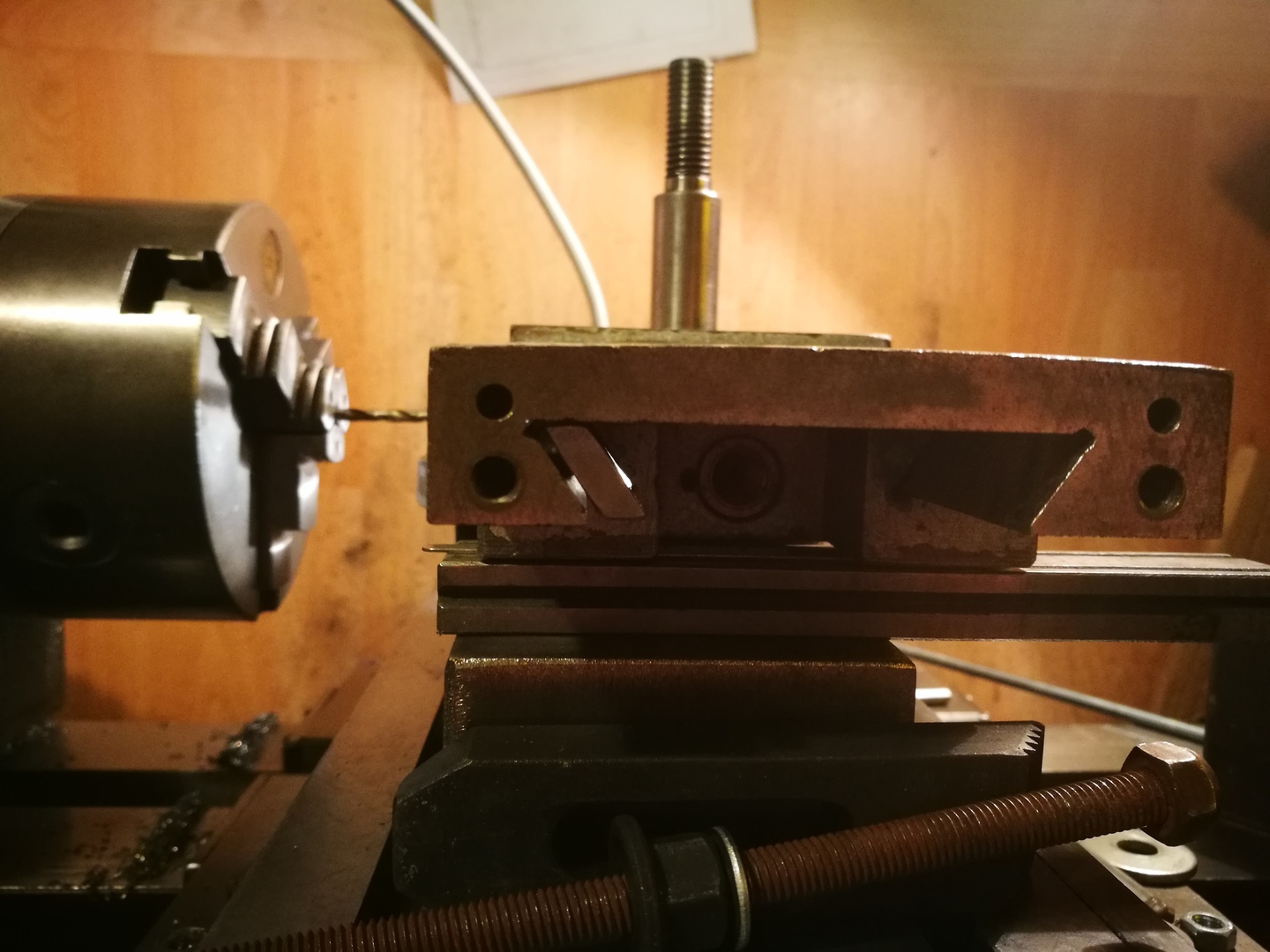
Sziasztok ha már eszterga, hengeríteni szeretnék, legalább is kipróbálni, egy kúpot, aminek mindkét végén nyitottnak kell lennie nem is kicsiről van szó, mert az alja 200mm átmérő, és 2mm es lemezből
eszterga még akad, de még sosem próbáltam ilyesmit...
érdemes nekiesni, esetleg tudtok céget aki ilyet csinál? nem 1 db ról van szó, azért is lenne érdekes...
előre is köszi és BÚÉK
R.
jani300 | 12314
2019-12-31 22:24:00
[44698]
Hát jóvan ! Van éppen , úgyis megy a rádió világítás ,de nem vagyok ott ,de elmegyek akkor lekapcsolni mindent . Utoljára 1,5 fok volt bent . Idén már nem fűtöm be ... Ja forgatni azt nem fogom .
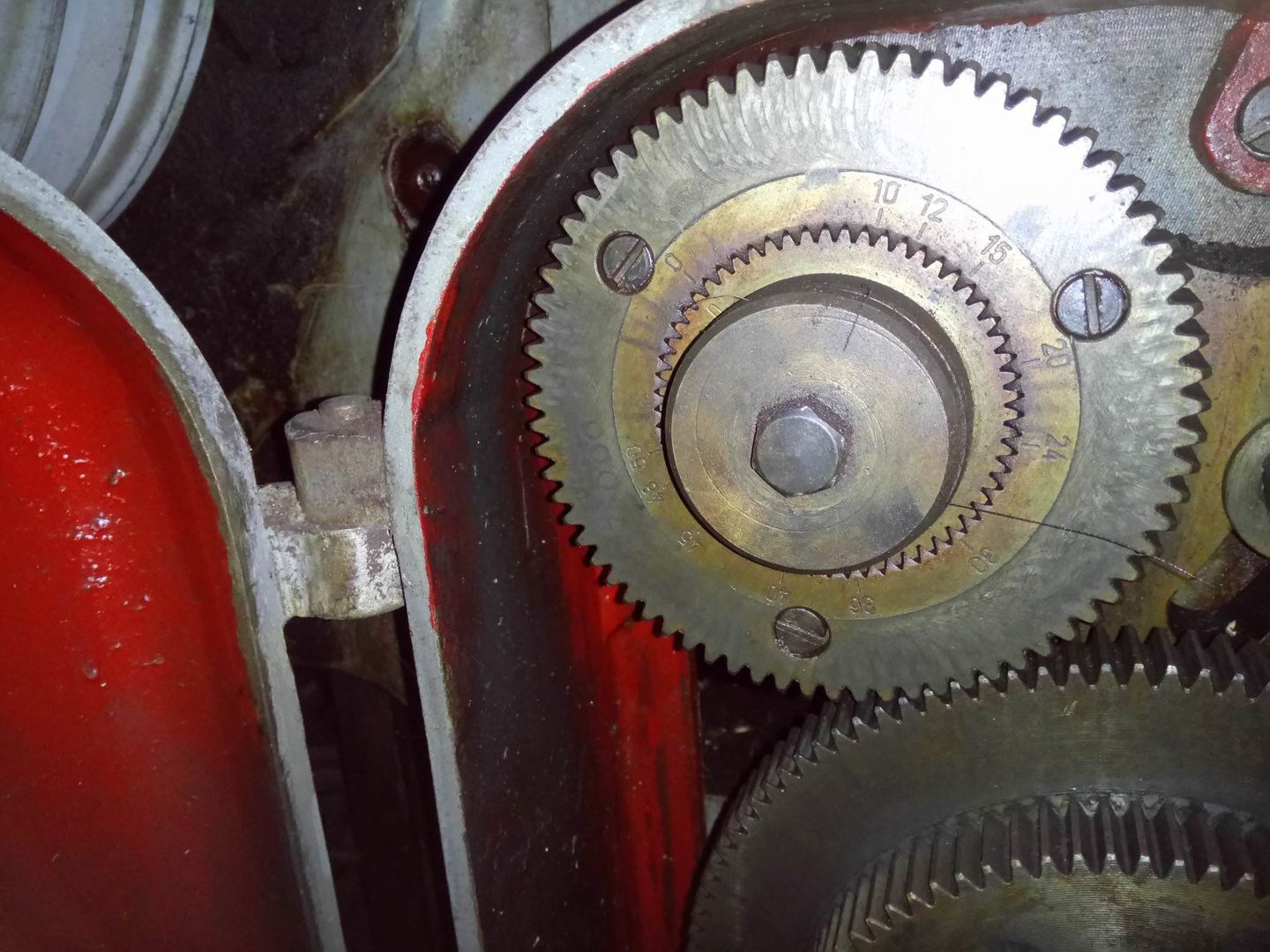
A videón nem látszik, de ha a z-tengelyhez képest a főorsó is meg lett döntve az x-z síkon a csiga emelkedési szögének megfelelően, akkor valóban tökéletes megoldás.
Talán nincsen mindenki az indexen is Kis érdekesség , ha már muszáj volt fényképezni .
PSoft | 18696
2019-12-28 19:17:39
[44685]
Akinek nincs függőleges szánja, -a saját gépére méretezve- viszonylag gyorsan, egyszerűen "összedobhat" egyet.
Miki2 | 2341
2019-12-28 15:18:30
[44684]
Tisztázzuk. Marógépen készült. A darabot a 4-ik (A) tengely forgatja szinkronban a Z tengelyjel. Így az előtolás nagyságától függően szinte tökéletes a legördüléshez szükséges evolvens. A szerszámot idomszer köszörűn 40°-osra köszörűltem, a kés elejének a szélessége a kiszámított értéken.
Jani, lehet az szervóval hajtott osztófej, hozzá a főorsó emelés, forgatás szintén szervóval. Követi a Z tengely a tárcsa forgását, így tökéletes evolvens lesz a fog felülete.
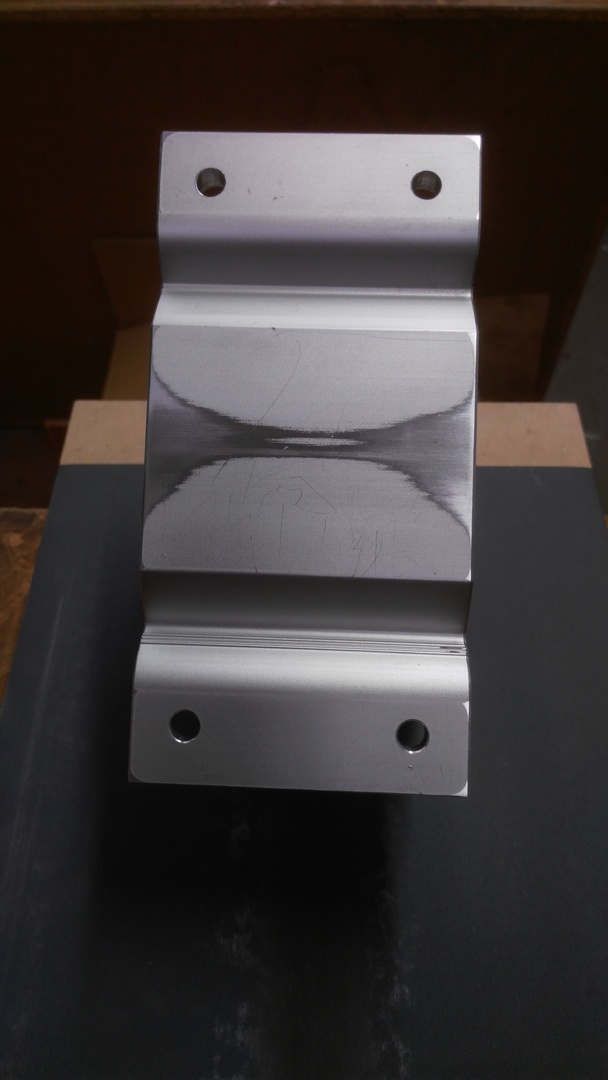






 De az tuti hogy így marad, szerintem semmi funkcionális problémát nem okoz csak ronda.
De az tuti hogy így marad, szerintem semmi funkcionális problémát nem okoz csak ronda.