A mérnöknek akkor se volt, most se olyan egyszerű felállni. Az általános ma, hogy nem hajlandóak hallgatni az emberre, a gazdasági érdek mindent felülír... Néha viszont ilyenkor inkább félre kell állni, és hagyni, hogy az orrukat bele verjék a földbe. Aztán mosolyogva kijavítani a korábban jelzett hibát. Persze ezt is szokni kell, ez a nehezebb. Visszatérve az eredeti témához: A csalódásokat ezekben a technikákban, én mindig úgy élem meg, hogy vajon a maga korában ez mennyire volt általános, vajon a többi akkori gép mit tudott ehhez képest, illetve milyen gyártástechnológiai háttérrel rendelkezett a gyártó. Így sokszor átértékelem ezeket a dolgokat. Nyilván nem a mai technikához kell hasonlítani, de azért sok mindenben jobbak a mai fejlett technika mellett esetenként szándékosan hitványul kivitelezett társaiknál. A minőségnek meg akkor is ára volt, és most is van. Persze van amit vitathatatlanul elrontottak, de sokszor arra jutok, hogy csak sokat várok a nálam idősebb, több selejtezés után még működő technikától. Nyilván aki ipari termelésbe fog, az másként látja, neki az a fontos, hogy üzembiztosan, és pontosan menjen a gép. De ehhez ma is ki kell nyitni a pénztárcát.
A régi idők tervezése az megint más kérdés. Abban az időben a mostani munkahelyemen a tervezési részleg 1500 fő körüli nagyságrend volt. Ennek kb 10-15%-a mérnök. Ma vagyunk tokkal vonóval 80-an. Akkor egy nagyobb tervezési munka években volt mérhető, ma hónapokban. Sokszor átgondolni több idő a feladatot, mint elvégezni. Képzelj el egy orsóház összeállítási rajzot pauszon rajzolva, a szükséges és elégséges számú nézettel, és metszettel. Szép feladat... És ha valamit a végén rontasz el?
"Szóval magyar fejlesztés valószínűleg nem sok lehet benne."
Javítom magam, bizony van abban rendesen, mi tudjuk a hobbyban a legjobban, hogy nem is olyan egyszerű összehozni egy jól működő gépet még a ma már dömpingszerűen ránk zúduló gyári alkatrészekből sem.
No meg a gép PLC-jét is bizonyára Magyar technikusok írták meg.
Persze jó lenne tudni a tényleges igazságot, mert ugye én itt csak sejtéseket fogalmazok meg.
Van a látókörömben egy STL-240 Excel-Csepel eszterga, sőt már javítottam is többször. Úgy 15 éves lehet. A pontosságáról nem tudok semmit nyilatkozni, ilyen szempontból nem volt vele dolgom. Fanuc 18-as vezérlővel van szerelve és -csak gondolom- hogy kínai váz. A tokmámy SMW rajta, a rev. fej gyártójára nem emlékszem, de a bevogók VDI rendszerűek. A C tengely úgy van megoldva, hogy hidraulika segítségével befordul egy csigaorsó egy bronz csigakerékbe. Szóval magyar fejlesztés valószínűleg nem sok lehet benne.
De összességében tudja a dolgát.
Ennél sokkal durvább van egy ismerősömnél ponyvával letakarva zsír újon. Stanko hagyományos hátrafelé lejtő gépváz, szintén Fanuc vezérlővel eredeti Orosz vagy Ukrán nyelvvel. Az anyag benne van rendesen.
Ha akartak akkor persze tudtak nagyon pontos gépeket is gyártani nálunk is. Persze ez nem az E2N gépekre igaz. A magyar szerszámgép gyártás történetei közt olvastam régebben és most ismét megkerestem. Egy idézet az Excel-Csepel történetéből:
" UP ultraprecíziós eszterga
Az 1987-89-es években know-how átvétellel fejlesztették ki az ultraprecíziós esztergagépet. Ez a gép csúcstechnológiát képvisel, és a számítástechnikai perifériák, az optika és általában a mikron alatti pontosságú és felületi minőségigényű területeken nyer felhasználást. Jellemző, hogy a gépen esztergálással elérhető felületi minőség jobb, mint a köszörülésnél.
Kiegészítő tevékenységként különböző, túlnyomó többségben a járműipar transzfer sorainak nagypontosságú alkatrészeit és részegységeit gyártják hosszú távú kooperációk keretében.
A gyár 1998 áprilisában auditáltatta az ISO 9001-es szabványt.
A gyár eddig több mint 40000 Csepel szerszámgépet szállított a világ több mint 60 országába."
Valakinek van jó-rossz tapasztalata ezzel a géppel? Hyundai 500 eszterga. Nem termelésre akarnám, csupán ezt-azt igazítani, néha pár egyszerűbb alkatrészt megcsinálni, tűzoltás jelleggel. https://barkacsgep.com/termek/hyundai_hyd_500c_esztergagep2/
Virbo | 1138
2020-01-06 11:50:14
[44770]
Igen tudom használom is, de erre írtam hogy fordítózni sokszosz kellene. Meg aztán sok videónál nem is elérhető ez a funkció.
Ha bekapcsolod a feliratokat a videón, majd beállítod az automatikus fordítást, akkor kapsz egy nyers magyar feliratozást. Nem túl jó de a semminél jobb, és csak pár kattintás az egész.
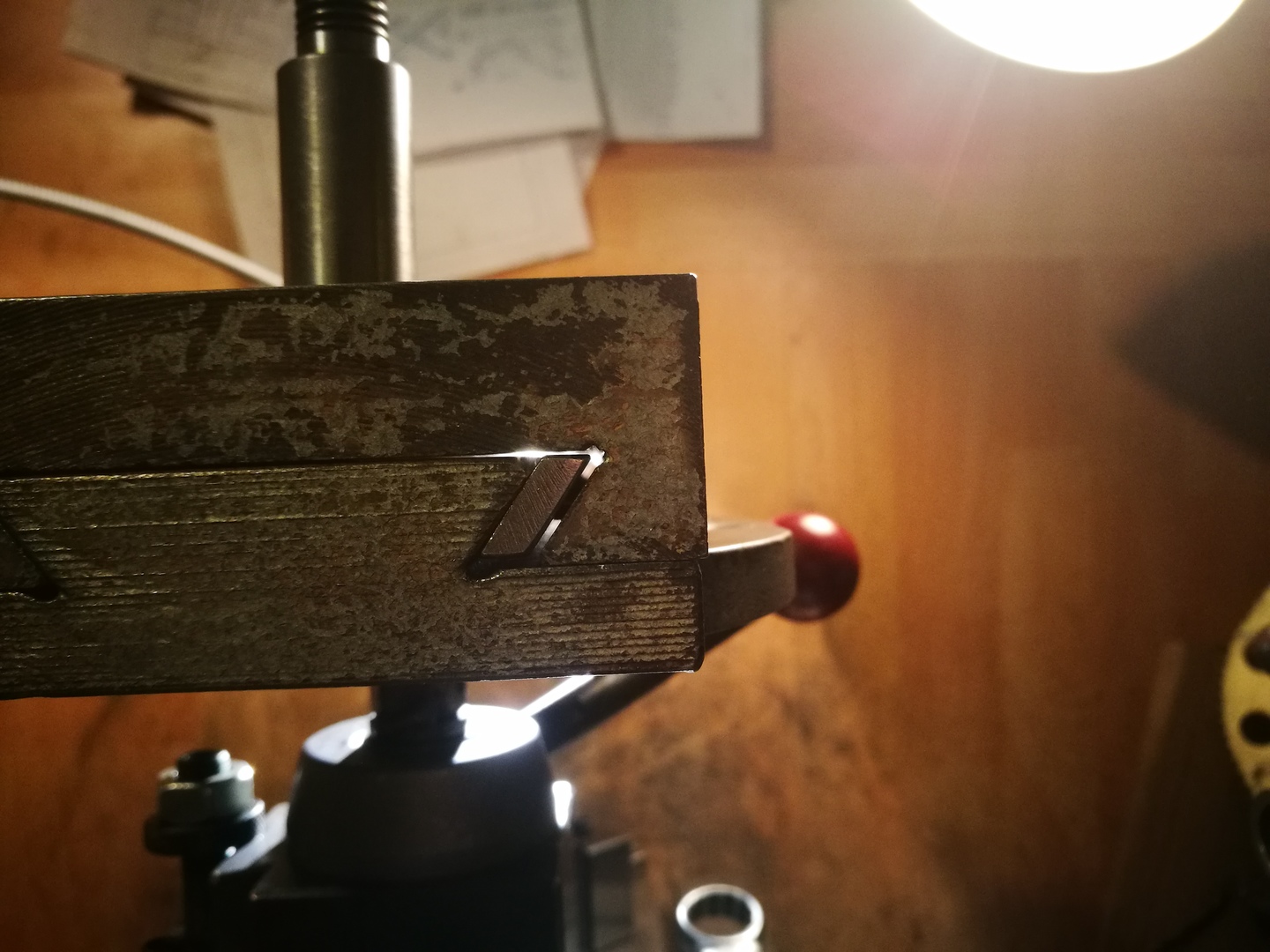
A két félszán csak a csúszó részein érintkezik, a léc fölött és alatt pedig van minimum 5 tized hézag. De szemre inkább több. Csak az oldala érintkezik a prizmával.
Valóban rengeteg videó van fent, jobbak roszabbak. Nagyon sokat néztem is, de mivel beszélni nem beszélem a nyelvüket, fordítózni meg még egy élet se lenne elég, kicsit nehéz. Korábban voltam egy szakinál, még itt a fórumon szerveződött, de akkor még azt se tudtam mi fán terem a hántolás. Mostmár azért tudnék kérdezni ha lenne aki megmutatná ezeket.
Valóban jó nagy a rés. A Conelly könyv szerint a szorosan illesztett léc játéka 0,015-0,025mm között kell legyen, a laza illesztésűre nem ad meg ilyen értéket. Csak annyi megjegyzés van, hogy abban az esetben csak az egyik felét kell hántolni, a másik nem baj, ha nem párhuzamos vagy csak megmunkált. Még van egy olyan ajánlás, hogy lehetőleg legyen a léc minél vastagabb, hogy a lehető legnagyobb legyen a merevsége.
Ennyire nem ismerem a gépeket, de szép hosszú tengelyt esztergál. Nekem onnan jött a dolog, hogy videókat kerestem, hogyan készül egy trapéz orsó. Van egy kis gyalum, aminek az asztal mozgató orsója már élesre van kopva. Gondoltam, hogy készítek én egyet a próba képen. Az E3N csúcstávolsága még éppen elég, hozzá. Viszont nem találtam olyan videót, ahol trapézorsót esztergálna. Ügye ott a futóbáb a menet tetején fut és nem egy sima felületen. Aztán eszembe jutott, hogy akár vehetnék egy trapéz orsót méterre, anyával és akkor csak a végeket kell megesztergálnom és kialakítanom, hogy beférjen a jelenlegi helyére. Még nem dőlt el a koncepció. Elnapoltam a dolgot. Trapéz menetet még életemben nem esztergáltam. Biztos annak is van valami trükkje.
Nagy valószínűséggel egy SN63 as edzettágyas Tos gép van a videón . Ez is MVE méret Nekem ez a gép nagyon tetszik . De neki sem az eredeti futóbábja van hozzá . Az E2N kéziszánon ami felújítás alatt áll , vékonynak látom a betét lécet . Gyanús az nekem hogy már volt felújítva , és azért nincsen már a két csúszórész között fent hézag . Valahol olvastam hogy a betétlécnek is viszonylag pontosan kellene illeszkednie és nem csak a szorítócsavaroknak kellene a helyén tartania .
Jó szerszám nélkül valóban küzdelem. Lehet kísérletezni, de a hántolás nem egy mai találmány. Az interneten rengeteg videó van már fent. Talán az egyik legjobb az, amit Stefan tett fel:
Úgy viszont nehéz, ha nem beszélsz angolul. Viszont azt be kell látnom, hogy az ember hetekig nézheti a videókat, de abból se könnyű megtanulni. Nekem Svager segítette a legtöbbet. Mert nem ugyan az, ha valaki ott áll melletted és mondja, hogyan csináld... Rengeteg dolog akkor nyert értelmet, amit korábban videón láttam.
Itt van az a sablon, amit kérdeztél:
Ha van ismerősöd, aki vág lézerrel, akkor én is bejelentkezem egyre.
Ha lesz egy kis időm, akkor csinálok egy rövid videót arról, hogy én hogyan hántolok kézzel, de az tuti nem a héten lesz.
EKM200, EGM200 és társai vagy az amerikai Hardinge
Azért, ha megnézitek ezeknek az ágya közel sem hasonlít egy hagyományos kis esztergára.
mdani2 | 273
2020-01-06 03:51:24
[44760]
Nekem E3N-em van, én is állandóan a pontosságon paráztam és mikronokban gondolkoztam. Végül feltettem magamnak a kérdést, hogy ugyan miért is? Aztán kiderült, hogy nem is készítettem eddig csak egyszer olyan alkatrészt, amihez nagyobb pontosság kell, de szenvedés helyett elvittem az alkatrészt a köszörűs ismerősömhöz és ő megcsinálta tűrésre. (persze ez egyéni tapasztalat, nekem ez csak hobbi és kevés dolgot készítek, és idő közben az is kiderült, hogy a gépkönyvben előírt 0,005 mm helyett majdnem 0,03mm volt a főorsó lógása. Ezzel csak arra szeretnék rávilágítani, hogy pontosan csak jól beállított géppel lehet dolgozni. A gép vízszintezéséről nem is beszélve.)
Amúgy arra, hogy mennyit kell tudnia egy esztergának, érdemes megnézni a tűréstáblázatot:
Mindjárt kiderül, hogy ekkora átmérőn bőven nem egy századról beszélünk.
A másik dolog, amit vegyél figyelembe az a gépkönyvben lévő átvételi mérések című fejezet. Ha megnézed akkor ott meg van adva, hogy milyen pontosnak kell lennie a gépnek és mik a tűrések. Azt is vedd észre, hogy a kúposságot 300mm es mérőrúddal tesztelik.
Ha nagy hosszban szeretnél pontosan esztergálni akkor ez a megoldás:
Ez a legelterjedtebb Amerikában. Én is használtam és nagyon szuper volt. Mint írtam, nem fog annyira, mint az olaj alapú. Természetesen ennek is van hátránya, sokkal hamarabb megszárad és utána lehet takarítani a platnit és újra kenni.
Én se, építettem még egyet se, mindig csak segédkeztem.
Egyébként jó amit csinálsz, kívánom, hogy legyen sikerélményed. Ráadásul úgy látom vannak itt hozzáértők is akik tudnak segíteni, érdemes a tanácsaikat megfogadni.
"de eszembe sem jutna hántolgatni, főleg nem egy kéziszánt, ami az esetek többségében úgy is szorosra van állítva"
Persze, mert az esetek többségében halálra is van kopva, ezért kell megszorítani. Ha jó, nem kell, hogy szoros legyen.Ha van felszerelés, és idő, akkor meg lehet csinálni házilag is rendesen a hántolást. A probléma a felszerelés hiányával szokott kezdődni.
"Abban az időben ezek a gépek nem a precizitás szellemében készültek, nem is kell tőlük csodát várni." Ez így van, nem kell csodát várni, de semmivel se rosszabbak, mint a versenytársaik abban az időben. Hogy mi készült a precizitás szellemében a tervezőasztalon, és mit engedett át a MEO, az már más kérdés.
"Valaki írta a minap, hogy gazdaságossági szempontból nem ékléccel készültek.Lóf@szt, ez csak mérnöki trehányság még ha a politikára is fogjuk, tehát már a tervezőasztalon eldőlt, hogy vacakok, tömegcikkek lesznek."
Ott voltál, utána jártál, hogy azonnal a mérnököt hibáztatod? Képzeld magad a fejlesztő helyébe egy olyan környezetben, amikor világelső lehetne a cég (Magyarország) CNC eszterga gyártásban, megrendelés is lenne, de a pártvezetés úgy dönt, hogy az E400-ast gyártjuk a következő 5 éves tervben. Bele is döglött az egész vállalat... Későn ébredtek, a konkurencia meg elvitte a piacot. Visszatérve az E2N-re: Valószínűleg tudta akkor is mindenki a fejlesztésen, hogy a betétléc nem a legjobb, de kellett a darabszám, és ha a gyártásegyszerűsítés a parancs, akkor a mérnök azt is el tudja végezni... Számos ilyet tudnék neked mesélni. Nem bosszantásból írtam, csak ezek a tények... Szívesen elbeszélgetek bárkivel erről. Volt persze számtalan trehányság is, és nem csak szerszámgépes téren. Üdögéltek a langyosvízben, és jó volt úgy is. Egy darabig...
Ezeket a szerszámokat azért készítettem így ebben a formában mert köracélom volt itthon elég hosszban. Van reszelő végére hegesztett gyorsacél hántolóm, van laposvasból készült száram, meg ezek. Mindegyik fa fogantyús, klasszik reszelő fogantyúval. De valahogy a csuklóm folyton bedurran, meg a hosszuk se volt az igazi. Így megalkottam ezeket, próbából. Valahogy a gömb vég nekem sokkal jobban klzre áll, a szár végének meg laposnak kell lennie mert úgy tudom irányítani a lapkát normálisan. A prizmákhoz a rövid szár vált be, a lapos felülethez a hosszú. Igazából azt sem tudom honnan szerezzek ide való rugalmas anyagot... A lapkáknál már én is rájöttem hogy keményfém kell... Muszáj lesz csináljak köszörű asztalt is, mert kézből se egyszerű megtalálni az élszöget.
Valahol láttam frankó sablont amin a területablak volt meg az oldalain rádiuszsablon, nem tudja valaki véletlenül az angol nevét annak?
A festékem szerintem jó, az elterítéssel van gondom, majd még lehet hígítok rajta meg kipróbálom pár "ecsetet" is. Hengerből is kellene szerintem keményebb hogy el lehessen oszlatni a platnin rendesen. A utóbbi időben a szilviás átdörzsölés már elég jó egyenletes vékony réteget adott, de mint említettem a fogások nem mélyek még kis rádiusszal se ezért inkább tűszerű pöttyeim vannak ha túl vékonyra hagyom. Fogásra visszatérve sajnos valamiért közel kell hajoljak a felülethez, máskülönben nem tudom precízen vezetni a kezem. Emiatt sem tudok mélyen szedni és rövidet nyomni. Főleg nem közel egymáshoz.
Csatoltam egy képet az egyik félkész részről ott látod az én fogásomat. Itt még kicsit vastagnak találom a festéket... Bármilyen magyar videónak örülnék, sajnos az angollal kicsit hadilábon állok.
Igen ármány van, nekitoltam egy élvonalzót, pont azt mutatja hogy alul alacsony és felül van felfekvés. Amit mérsékelten értek, mert azt leszámítva amit írtál egyenletesnek tűnt a felület. Vagy billegtettem az etalont amikor festettem... A lécet is megnéztem, az egyenes.
Annak a módszernek utána nézek, amint nyugtom lesz.
Nekem meg eszembe nem jutna CNC marót építgetni. Remélem érted...
Nézd, engem ez érdekel, más a jéghokira gerjed. Szerencsére volt annyi önkontrolom hogy egy tisztítás miatt szétszedésre ítélt kéziszánon kezdjek el gyakorolni, talán annyira elbacni nem lehet. Vagyis mint a mellékelt ábra mutatja de. De legalább kevesebb felületen kell javítani. Ki tudja a végére remélem belejövök és jó is lesz.
Na, ez érdekes és ki is jön ebben az esetben tényleg. A fejkör átmérő 0,4774 modulra számolva is 172,8. Tehát ezzel nem csalt.
Így aztán elkezdtem számolni A tárcsát húr hosszal hajtjuk, mert ugye úgy érintkezik a felülettel. Viszont az 1,5mm-es pitch-hez ~1,51 mm az ív hossza. Ez viszont 360 fok esetén már ~3,6 mm-t jelent a kerületen. Ha visszaszámoljuk ezt, akkor ez nagyon közel az osztókör átmérőnek felel meg, tehát így 360 fogat léptet, mintha az osztókörön hajtanánk. Ami nagyon kevéske eltérés adódik egy fordulat alatt, azt simán belépi.
Azért érdekes lenne más fogszám nagyobb modul esetén is kiszámolni. Majd egyszer megteszem...
Igen a magadfajta szakik, akik már 30-40 éve ott gályáznak a gép előtt, vagy olyan üzemben ahol ha sorozat is de van idő és munkadarab kiforralni a technológiát.
„Egy esztergagép PONTOSSÁGA (többnyire)nem attól függ, hogy mennyire 'pontosan' vannak felhántolva a csúszófelületei... A gépkezelő../esztergályos, szakmai tudása/tapasztalata sokkal többet számít...”
"Az mondod, hogy az E2N tömegcikk, ne várjak nagy pontosságot, de az MVE jó" ================= Nem azt mondta hogy az MVE a jó.. (Állítom hogy jó.. 9évig dolgoztam vele/rajta..)
Hanem azt hogy: ".. MVE-kben benne van az anyag és a munkaóra."
Én azt se értem hogy HOBBI célra.. Miért kezd bele egy hobbista mindjárt a felújítás elején a szánok csúszófelületeinek a hántolásába.. (főleg hántolási tapasztalat nélkül..?)
"Ha nagy pontosságúra szeretnék hántolgatni egy 1000mm-es esztergát,..."
Egy esztergagép PONTOSSÁGA (többnyire)nem attól függ, hogy mennyire 'pontosan' vannak felhántolva a csúszófelületei... A gépkezelő../esztergályos, szakmai tudása/tapasztalata sokkal többet számít...
Nézd, az E2N-t legalább 40 éve nem gyártják, jót kifogni alig van rá esély.
Hántolgatni lehet bármilyet, ha értesz hozzá lehet még jobb is lesz mint volt, de általában a fordítottja szokott bekövetkezni.
Ezekkel a gépekkel, - főleg nem hobby-ban - nem szoktak 1 századra esztergálni. Nem lehetetlen küldetés, egyedi darabok sikerülhetnek is, de nem erre valók, arra ott vannak az ipari CNC-k.
A fentivel és az elózőekkel nem akartam senki lelki világába gázolni, nekem is Egy ilyen öreg gépem van, de nem akartam vele sose űrhajót faragni.
"Szeretnék 0,01mm-pontosággal esztergálni max. D200 ill. 600mm hosszan." Hát igen ezzel az elvárással nem vagy egyedül . Én mondjuk annyiban gondolkodom másképp hogy belátom hogy nem fog ez nekem menni . A szóban forgó MVE padnak van ilyen széles szerintem a hossz szánja . Gyári állapotában ,szakszerűen telepítve elképzelhető hogy tudta is .
Ezzel nagyjából a fél fórumnak beletapostál a lelkivilágába 500 alatt úgy hírlik nincsen is már . Na persze ha az átlagfizetéshez hasonlítom akkor nem is drága .
Szervusz, a pénz korlátoz - erősen -, azért a hántolás. Viszont E2N-t vadászok régóta, csak megjegyzésed elbizonytalanított. Most kecskelábasom van, ami már kúposan esztergál (100mm/0,1 mm). Szeretnék 0,01mm-pontosággal esztergálni max. D200 ill. 600mm hosszan. Üdv.: Péter
Kedves Svejk! Az mondod, hogy az E2N tömegcikk, ne várjak nagy pontosságot, de az MVE jó. Ha nagy pontosságúra szeretnék hántolgatni egy 1000mm-es esztergát, akkor a felépítése tekintetében melyiket javaslod? Az MVE-nek nincs 1000mm-es változata (legalábbis nem találtam). Üdv.: Péter
A csavarok nem tudják ezt billenteni. Valószínűleg más lesz a gond. Csak gondolj bele. Tegyél le egy leszúró gyorsacél lapot az asztalra és nyomd meg egy csavarhúzóval a szélességének az 1/3 vagy akár az 1/4-énél. Nem fog felbillenni. Csak akkor, hogyha hordós. Szóval nekem úgy tűnik, hogy vagy a fecskefarok felülete nem sík vagy a léc görbe. Ha mind a kettő sík felület lenne, akkor szépen egymásra feküdnének. Itt meg nagyon úgy néz ki, mintha billenne.
A harmadik képen úgy tűnik, mintha a közepének a felső részén alacsony lenne még az anyag. Szóval lehet a teljes hossz mentén magas a középvonalban. Próbáld meg a "hinge the part" módszert. Nem tudom, hogy lehetne ezt magyarra fordítani.
Szerszám: Én is mindenféle szerszámot összevásároltam, de bevallom neked őszintén, hogy az összesen 10 szerszámból 8 tömítéskaparóként végezte. A tapasztalat az, hogy a kézi hántolónak rugalmasnak kell lennie. Szóval nem jó a laposvas, vagy akármilyen reszelő stb. Ezek túl merevek. Ha ráteszem a felületre a szerszámot és a közepén megnyomom akkor látványosan meg tudom hajlítani. Mondjuk egy 30cm szerszám 5-10mm biztosan meghajlik. Svager valami laprugóból készítette az ő nyelét. Sokkal jobban és kényelmesebben irányítható a hántoló, ha rugalmas. A másik, hogy kell egy tárcsát készíteni a fa nyélre, amibe testtel bele lehet feküdni. Nem akartam én se elhinni, de sokkal kényelmesebb úgy dolgozni, hogy a szerszámot testből nyomja az ember és a kézzel csak irányítja. Arról nem is beszélve, hogy mindezt konzisztensen ritmusosan kellene csinálni. Persze lehet kézzel is csinálni, de én személy szerint abba nagyon hamar belefáradok. Lehet gyorsacélt és edzett szerszámacélt is használni, de annak nagyon hamar kimegy az éle. Pláne, mivel negatív 5 fok körülire van köszörülve. Az iparban keményfém betétek használnak. Az is nagyon hamar kimegy, pláne ha gépi hántolót használ az ember. Szóval azt javaslom, hogy mindenképpen térj át keményfémre, mert különben rengeteg időt fogsz tölteni a szerszám élezésével.
Tusírozás: Fontos, hogy vékony legyen a festék, mert különben hamis mintát fogsz kapni. A kontraszt anyag sokat segít, de meg lehet oldani anélkül is. Én kezdetben az ebayről vettem Strauss spotting blue-t. Az olaj alapú. Nem egyszerű egyenletesen elteríteni. Van egy nagy hátránya, hogy mivel olaj alapú ezért nagyon nehezen lehet kimosni, lemosni akármiről. Szóval mindenem csupa kék lesz tőle, aztán vakarázhatom magamról a csap alatt. Újabban Charbonnel Aqua wash- al kísérletezem. Ezt az Amazonon vettem. Sajnos nem olcsó, de ez víz alapú, ezért sokkal könnyebb utána megmosakodni. A másik alternatíva a Dykem blue vagy yellow, de ez Európában szinte beszerezhetetlen. A BIAX árul, de annyira drága, hogy semmi értelme. Ha van Amerikában ismerősöd, akkor vele kell vetetni és hazahozatni. Amúgy én az elején vettem betonfestéket is. Nem volt olcsó. Három színben is van. Őszintén szólva, ki se próbáltam. Ha jól emlékszem, akkor sárgát és pirosat vettem. Fél kilós a legkisebb kiszerelés. Azt hiszem egy életre elég lenne... Majd kipróbálom, de szívesen adok is belőle. Ki kell próbálni, hogy vízben vagy olajban jobb e feloldani. Mivel vettem én is gyári festéket ezért igazán soha nem merült fel az igény, hogy kísérletezzek ezzel.
Itt egy kép, hogyan néz ki egy 20PPI felület. Ez kézi hántolással készült.
Ha jól megnézed, akkor látszik, hogy a szerszám milyen nyomokat hagy a felületen. Ez 90 es rádiusszal csináltam. A lökethossz olyan 5mm volt. Nagyon fontos, hogy egy vonalban haladj és ne érjék egymást az egymás utáni hántolások. Se hosszban se egymás mellett. Mármint se a sorok, se az oszlopok ne érjenek össze. Nehéz elmagyarázni, majd ha lesz egy kis időm, akkor lehet készítek egy videót, hogy mire gondoltam.
Egyébként ez az egyik nagy előnye a gépi hántolónak. Csak vezetni kell egy vonalban és a többit a gép megcsinálja.
Nekem is E2N-em van, de eszembe sem jutna hántolgatni, főleg nem egy kéziszánt, ami az esetek többségében úgy is szorosra van állítva.
Abban az időben ezek a gépek nem a precizitás szellemében készültek, nem is kell tőlük csodát várni. Valaki írta a minap, hogy gazdaságossági szempontból nem ékléccel készültek. Lóf@szt, ez csak mérnöki trehányság még ha a politikára is fogjuk, tehát már a tervezőasztalon eldőlt, hogy vacakok, tömegcikkek lesznek.
Persze csináltak jó gépeket is, pl. az MVE-kben benne van az anyag és a munkaóra.
Kedves Zozo! Itt a lényeg: az osztókör kisebb, mint a fejkör, oszt mégis beletalálhat a fejkör-osztás az osztókör osztásba. Ez matematikailag lehetetlen!!! Gyakorlatilag mégis lehetséges: "For a 360 tooth worm wheel with 1.5 pitch worm gear we need a outer diameter of 172.84mm, instead of 171.89mm. Trust me, it works! The simple equation is [ (360+2) * pitch ] / PI. http://www.mini-lathe.org.uk/05-worm-wheel-outer-diameter.shtml
Csak egyet tudok elképzelni: a csiga egy fordulatra többet hajt a csigakereken, mint egy fognyit (esetünkben 1,5mm helyett 1.5x362/360=1,5083mm-t). És ahogy mélyül a "jól vezetett" marás, végig megmarad a 360 fogszám.
De mitől függ ez a túlhajtás? Sebesség, fogásmélység, marófogak száma? Nem beszélve a geometriai okokról (pl. az ív mindig hosszabb, mint a húrja). Üdv.: Péter
Sajnos nem az a gond, van neki elég bevágás, csak azon a képen nem látni. Ott ahol nem kellene nem ér az öntvényhez. Picit olyan érzésem van, mintha a csavarok felfelé billentenék. A lécen látni hogy korábban is így üzemelt... A lécen a csavaroknak simán befúrtak fúróval, nincs egyenes felület a süllyeszték alján, igaz a csavarfejek sen egyenesek. Picit megigazítottam a csavarok végét, de ugyanaz a helyzet.
 "
"





 A lécet is megnéztem, az egyenes.
A lécet is megnéztem, az egyenes.

 "
"
 Kb 6 rongy egy 400ml-es spray.
Kb 6 rongy egy 400ml-es spray.