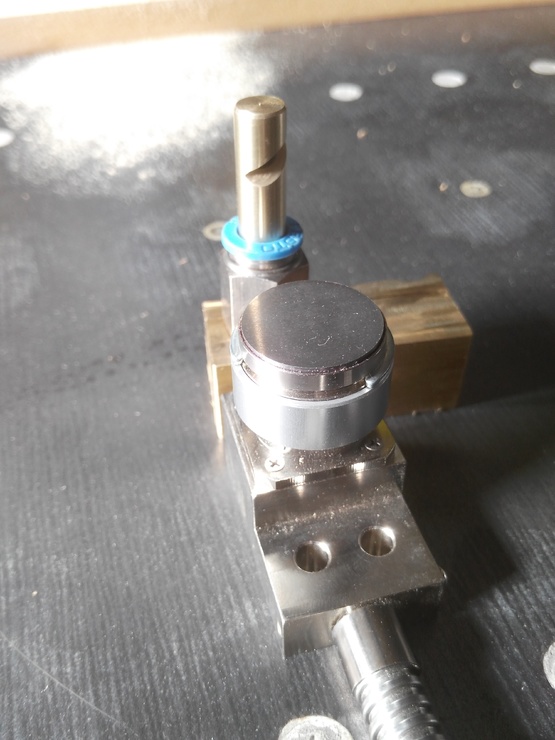
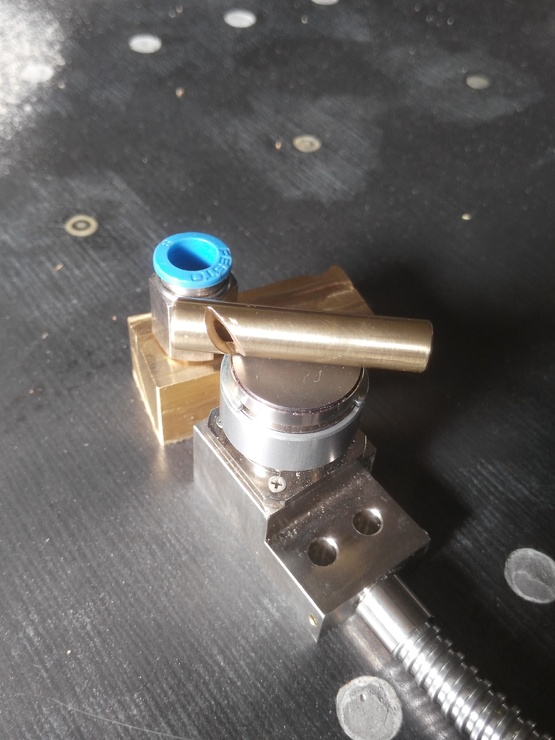
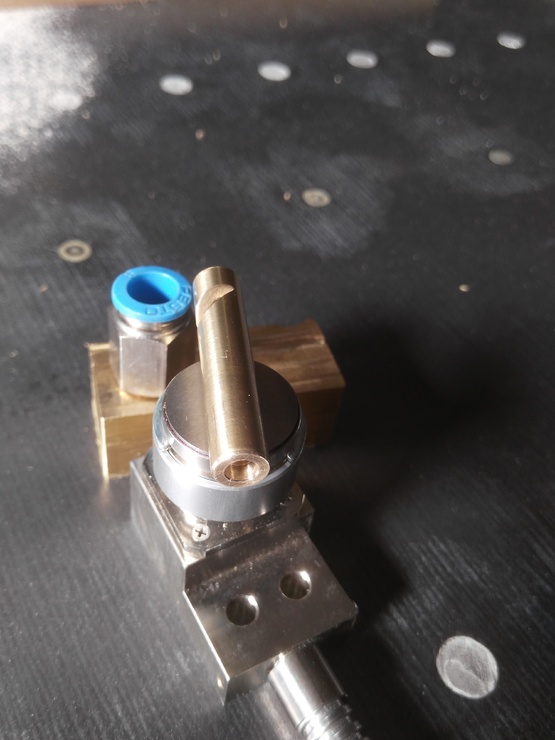
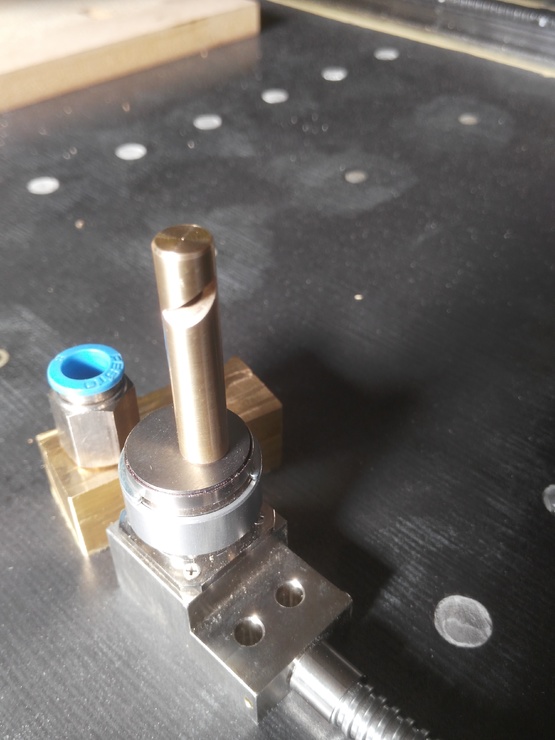
Első alkatrész el is készült a kis TOS-on. A bemérő lefújómnak lesz a Festo fittingbe csatlakozó egyik eleme. Megpróbáltam ragasztással az MDF laphoz rögzíteni a réztömböt, hogy a CNC géppel kimarjam, de sajnos elengedett egy idő után. Nincs mese, meg kell várnom a satut.
Aknai Gábor | 3191
2019-04-17 11:26:43
[1543]
Addig is amíg nem jönnek meg a HSS esztergakések a Dolphincadcam-től, vettem a jófogáson pár lapkás verziót. Volna mit csinálnom az esztergán, csak éppen nem volt mivel.
istvan3 | 713
2019-04-15 08:36:32
[1542]
Induktív szenzorral nem fogsz tudni nagyon pontos nullpontot felvenni, annyira nem precíz.
Iparban találkoztam már induktív szenzoros nullpont felvétellel, viszont sorosan volt kötve az enkóder Z jelével. Az induktív szenzor megad egy kis tartományt ahol lennie kell a végállásnak, az enkóder jele fogja megadni a nullpontot. Ha mindkét jel pozitív akkor van meg a nullpont.
Nálam a saját gépemen nullpontot ehhez hasonlóan egy végállás kapcsoló adja meg, amin keresztül van kötve "sorosan" a szervó vezérlőről az enkóder Z jel kimenete. Viszont ezt el kell látni még egy túlfutás elleni szenzorral is, ami akkor kapcsol (és állítja meg a mechanikát ütközés ellen), ha esetleg a kapcsoló, vagy a vezetékezés megszakad.
Köszönöm, ez így van, rengeteg ötlet van már a fejemben régóta. Az első tényleg az orsó és a profilsín védelme. Kell egy komolyabb munkafelület is, azt hiszem ez egy menethálós acéllap lesz, rengeteg menetes furattal. :D De a fő projekt egy +2 tengelyes forgató, hogy meglegyen az 5 tengelyem. Tavaly a Fusion-ban rajzoltam már egy alkatrészt, amiből aztán sikerült 5 tengelyes G kódot varázsolni és az UCCNC-vel megetetni. Na ezt szeretném végre a saját műhelyemben is látni.
Home kapcsolókkal mi a helyzet, kicserélted vagy áthelyezted őket?
zozo | 5527
2019-04-14 21:54:14
[1536]
Csak hiszed, hogy lassan végzel, ahogy ismerlek, lesz még számos ötleted, hogy mit kéne tökéletesíteni, na meg persze majd az éles próbák is hozzák magukkal a megoldandó feladatokat. Mindjárt pl. az első rezes vagy POM forgácsolási munkádnál, amikoris tele lesz a lineáris sín és az orsó forgácsporral, műanyag egérszarral . Aztán agyalhatsz, milyen védőfalat, burkolatot kéne kitalálni
Természetesen gratulálok, hogy ilyen kitartással konoksággal építettél, mert a gép működni fog, az látszik.
Az meg majd kiderül, mit tudsz belőle kihozni forgácsolási teljesítményben, pontosságban.
köszönöm a jókívánságokat, szükség is van rájuk. Szekrényekre visszatérve, mindig is 2 szekrénnyel számoltam, egy az erősáramú cuccoknak egy pedig a gyengeáramú részhez. Az egyetlen plusz az a kis elosztó doboz, amiben a marómoci hűtésvezérlése és mérési dolgai vannak. Elvileg ez is elfért volna az egyik szekrényben, de akkor már tényleg túlzsúfolt lett volna, illetve a hőmérő szenzoroknak nagyon rövid vezetékei voltak, így jobbnak láttam külön helyre tenni őket. De jobb is lett így. A többi hely a vákuumszivattyúnak van fenntartva.
Szia Gábor! Tanulságos jó fotók. Amiért tollat ragadtam az, hogy mikor kezdted az épitést Mondtam 1 elektromos szekrény kevés lesz. Én most 3-at számoltam, de van még ott hely további szekrényekenek. (Nekem 5 van és még mindig kell) Ne vedd komolyan a szurkálódást. Kezdettől fogva kisérem figyelemmel a munkádat, és csodálom az eltökéltségedet. Kivánok további jó és szép munkát!
sikerült a hétvégén befejeznem a levegős rendszert. Ez többek között tartalmaz egy fő levegőszűrőt, 2db vezérelhető kimeneti ágat, a szerszámhűtés tartályát, valamint a leendő vákuumszivattyú bemeneti szűrőjét.
Az egyik mágnesszelep vezérli a Fogbuster szerszámhűtő levegő betápját, a másik pedig a bemérő szenzor szennylefúvója lesz.
A szerszámcserélő is innen kap levegőtápot, mind a manuális, mind a vezérelt kimenethez.
Azt hiszem már csak a 2db vészkapcsolót kell lekábeleznem és készen vagyok a géppel.
lovas gyula | 1877
2019-04-12 17:19:42
[1531]
Igazad lehet! Én a motornak nem néztem utána. Azért gondoltam a nagy fordulatra mert láttam a paatronos befogót a motoron. Azt, hogy azt a nagy követ forgatja munka közben, nem tervezném! Viszont egy csapos követ beleképzelnék. A motor ismeretének hiányában csak képzelnék.
Előzmény: Szalai György, 2019-04-11 20:36:39 [1511]
Aknai Gábor | 3191
2019-04-12 11:26:12
[1530]
Elvileg ki, valahol van is otthon mikrokapcsolóm. De, hogy mikor lesz rá időm.... Millió dolgot be kéne még fejeznem a gépen. Holnap szeretnék a szerszámhűtés kivitelezésével foglalkozni.
Régen már nem hiszem kinek a tollából olvastuk(Motoros vagy Janko) hogy ha egy olajos esztergán köszörülni vetemedünk vessünk rá keresztet.A köszörűport nem lehet a szánok közül kiitakaritani.Én még a műhelyben sem köszörülök pedig nincs nagy rend.
Szalai György | 9544
2019-04-11 20:36:39
[1511]
Ha véletlenül úgy is volna ahogy sejtem, akkor ez éppen egy nem is nagy, hanem ponthogy alacsony fordulatszámú motor. AMETEK gyártmányúból volt pár ilyen szerkezetűm, de annak kalapácslakk festése volt. A legpörgősebb sem ment kétezer fölé, de volt 300-as fordulatú is. Nagyon csendes, lomha motorok voltak, ha jól emlékszem leselejtezett kilenc sávos datamagnókból kerültek elő. Ezt az AMETEK DC másolatának nézem. De hátha tévedek.
Hát én 40 évig jól elvoltam palást köszörülés nélkül, soha nem hiányoltam. Persze furat köszörű néha jó lett volna, főleg tokmány felújításra, de kibírtam azt is.
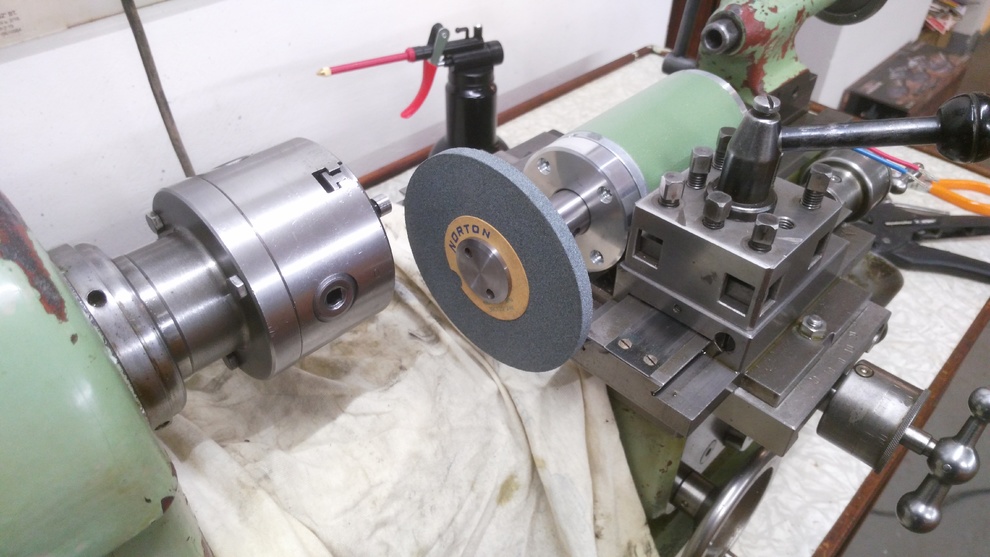
Ezen a szép kis gépen nem szívesen köszörülnék, főleg nem palástot. De ha Te edzett anyagokkal akarsz dolgozni, akkor kell még ágyra rögzíthető gyémánt kőszabályzó is. (szegény gép, hogy fog kinézni kőszabályozás után... Porszívó azért legyen ott)
A kéziszánt ha nem használod, akkor tekerd előre, szintbe, (alapértelmezés szerinti helye) főleg ha azt randa korongot is elindítod.
Az emco support köszörűjét ismerem (volt nekem is) Az külső motoros, szijhajtással, komoly csapágyazással ami elengedhetetlen egy köszörűnél. Ez csak egy magas fordulatú vill. motor nem tudni milyen csapágyakkal.
a múltkor szó volt egy kis szupportköszörűről, amit a késtartóba lehetne fogni. Ebay-en találtam is egyet, Emco 7 vagy 8-as esztergákhoz ajánlották, szóval méretileg hasonló a TOS MN80-al, ja és még színben is passzol. :D A korong persze nagy, de a befogó miatt azt is megrendeltem, majd veszek rá kisebbeket ill. csapos verziókat. Egy tápegységet még szereznem kell mellé és bevetésre készen lesz.
D.Laci | 5546
2019-04-10 10:09:57
[1506]
Én már semmin nem lepődöm meg, láttam olyan marógépet ahol a Z tengely pozitív lefelé volt a negatív meg felfelé.
Szegény Descartes pedig forog a derékszögű koordináta rendszerében ...
zozo | 5527
2019-04-09 22:50:21
[1504]
-akkor én a Te gépeden is tördelném a marókat. Nem is tudom miért akadok el ezen, mikor nemrég kaptam egy CAD rajzot, ahol Y volt a függőleges irány...
Természetesen tiszteletben tartom, csak nem nagyon értem.
Amikor az anyagot felfogatod, a géppel szemben állsz. Aztán ilyenkor Y érintőt venni, miközben balról jobbra mozog a szerszám... hát ezt bizony szokni kell. Legalább a gépeden rajtad kívül más nem fog/tud dolgozni
Amikor terveztem a gépet, sok vegyes megoldású gépet láttam, én ezt választottam. A Fusion-ös rajzokat is ezen koordináták szerint készítem, nekem így áll kézre.
Kipróbáltam Robsy tesztábráját a lézerrel, nekem tetszik a végeredmény, nem láttam benne elcsúszást. A sebességeket levettem, de majd elvégzem gyorsabb módban is.
Első körben érdemes a home pozíciótól 10-10 mm-t elmozogni és néhányszor lefuttatni a makrót, hogy lásd, mennyire pontos a home érzékelőd. Nehogy elkezd egy olyan hibát keresni, ami nincs, ha esetleg nem pontos az érzékelő...
Teszteléshez két dolog. Ha már működnek a home-ok, akkor itt egy makró, amivel le tudod ellenőrizni, hogy elmászott-e valamelyik tengely. A működése rém egyszerű: először home-olod a gépet, utána mozgatod valahogy, majd MDI-ből meghívod az M20910-et, ami úgy fog home-olni, hogy nem nullázza a tengelyeket, hanem megnézi, hogy annyit mutatnak-e, amennyit kéne. Az eltéréseket kiírja a státusz ablakba tengelyenként, unit-ban (mm) és lépésszámban.
Egy fincsi kód a teszteléshez itt található, ebben van egy sor, ami jelenleg #1=2000, itt tudod beállítani, hogy milyen sebességgel menjen. Valahol, ahol elfér X és Y irányban +/- 40mm és Z irányban +/- 25mm, lenullázod a munkakoordinátákat és elindítod a g-kódot. (X-Y irányban kb. +/- 34, Z irányban kb. +/- 17 mm-t fog mozogni, de inkább legyen ráhagyás, azért írtam nagyobb számokat. A pontos méretet a diagnosztika oldalon láthatod, ha betöltötted a g-kódot.)