Igen ,de valami célja van annak hogy a hagyományos késtartóba négy kést lehet behelyezni . E cél elérése érdekében ki kell a középső központi csavart lazítani . Akkor már nem is egy kés csavarjai fejtik ki a hajlító erőt , néhány esetben . Szóval tudja a fene .
Úgy sejtem, hogy félig kifordítva húzhatták meg, vagy ilyen helyzetben kapott egy pofont.(késtörés) Csuhásnak abban szerintem igaza van, hogy ha a helyén van a késtartó, akkor az alja nem hajolhat le.
A késtartóban kicsit vitatkoznék. A hántolás nem lesz pontosabb mintha síkba lenne köszörülve. Ami vicc az egészben, hogy az én gépemen (TOS SV18) olyan erővel húzták a késtartóban lévő csavarokat, hogy a talprésze tizedeket legörbült. Úgyhogy lehetett volna ott bármilyen hántolás... ettől függetlenül a forgácsolást nem befolyásolta.
Volt már, hogy csak ujjal húztam meg a csavarokat késcsere után. Elfelejtettem meghúzni a kulccsal. Tudtam vele esztergálni, nem fordult ki rögtön a helyéről a kés. Lassan tolódott csak el a helyéről. Valószínűleg normál erővel meghúzva is sokszorosan nagyobb erőt hozunk létre a szükségesnél.
Felfelé talán kevésbé görbül mert ott elfér a vastagabb anyag, ami a menetek miatt is célszerű.
Sokat elárul egy eszterga gazdájáról az ha a késtartóban kitrombitásodott hatlapfejű horganyzott csavarok vannak, vagy ha karok végéről hiányoznak a gombok.
Az ilyen "jó kézben levő" gépek tokmánykulcsai is árulkodóak szoktak lenni...
svejk | 33157
2020-01-08 20:21:38
[44818]
Vagyis inkább a teteje kevésbé konyul fel. Normál esetben és nem agyonhúzott késleszorító csavarok esetén azért az aljának nem szabad megmozdulnia. Ezt hivatott megakadályozni a megfelelően méretezett központi csavar és az általad is említett pontos illeszkedés a szánhoz. Az enyhén homorú aljú késtartó egyébként még a jobbik eset.
Sajnos a gyakorlatban azt látni, hogy szinte minden csavar túl van erőltetve, ráadásul nincsenek időben kicserélve.
A helyedben megjavítanám. Az alja síkba esztergálható egy ideiglenesen leszorított késsel. Majd ( esetleg egy toldott csavarral ) alátétekre felfogott késtartónál egy a tokmányba fogott ujjmaróval felsimítható a kések helye.
Előzmény: Geszti Sándor, 2020-01-08 19:52:36 [44814]
Geszti Sándor | 1139
2020-01-08 19:52:36
[44814]
Én gibic vagyok a témában, cak az a fránya tapasztalat. A cerkahegyezőm késtartójának az alja homorú. Ez nem is volna gond, mert kőrben a széle felfekszik, stabil. A kés helye viszont domború és billeghet. Vagy olyan erősen kell leszorítani, hogy hozzá görbüljön, vagy a kés eleje alá kell kb.0,2-es alátét. Tudom, hogy ez egy gagyi gép, de az elv talán működik nagyban is.
Ha egy négykéses tartóba befogsz késeket akkor az kis mértékben deformálódik. Ha fellazítod hogy elforgasd akkor jobban, mert megszűnik az alátámasztás. Új pozícióban rögzítve a tartót vissza áll az eredeti helyzet.
Mutatja, hogyan vízszintezi ki az ágyat és utána hogyan hántolja a Turcite-ot a szánon. Érdemes a videót az elejétől megnézni, ha valakinek van ideje. El lehet benne lesni egy-két trükköt.
mdani2 | 273
2020-01-08 16:01:37
[44810]
Valóban egy gyönyörű gépezet. Én is meglepődtem rajta, hogy a gépkönyv szerint csak nemvas fémekhez és műanyagokhoz használható. Ebből a szempontból az amerikai Hardinge HLV használhatóbb.
Hát igen, az EKM-en megfigyelhető a finomhántolás is. Nem mindennapi gépezet, hagyományos esztrergálásra nem is igazán való. A saját gépemen még van mit javítani, de romjaiban is szép szerkezet.
Nyilván elgörbül. Viszont nem is használják így. A működés során masszívan le van szorítva egy hántolt felületre és pont a hántolás miatt a terhelést részben a szán veszi át.
Előzmény: Geszti Sándor, 2020-01-08 14:34:28 [44801]
vadember | 1909
2020-01-08 15:08:34
[44804]
Ez is teflon. Az a politetrafluoretilén (PTFE) hétköznapi neve.
Ezt az anyagot lapban vagy tekercsben árulják, felragasztják az öntvény felületére és utána behántolják. Elég puha ezért nagyon gyorsan lehet vele haladni, viszont nagyon könnyű el is rontani.
A modern csúszó vezetékkel készült gépeket ezzel készítik, de a gépfelújítók is előszeretettel használják.
Valóban drasztikusan visszaesett az igény a hántolásra. Ennek több oka is van: nagyon drága és időigényes, valamint a gépkonstrukció változása. Ha jól tudom, akkor a legtöbb mai CNC gép köszörült felületre, lineáris vezeték szerelésével készül. Ez nem sikló csapágy, hanem gördülő elemmel működik. Olcsó, könnyen sorozatban gyártható. Egyszerűen ez az új technika megváltoztatta a forgácsoló gépek konstrukcióját. Viszont a gördülő elemnek van hátránya: rezgés csillapító hatása minimális a siklócsapágyhoz képest. Kérdezz meg régi szakit, aki palástköszörűn dolgozott. Mind azonnal mondani fogja, hogy azok a gépek, amik siklócsapággyal voltak szerelve, sokkal finomabb felületet tudtak, mint a gördülőcsapágyas gépek.
A kézi hántolás egyáltalán nem tűnt el. Gondolj bele, ha megnézel egy import hagyományos esztergát, az is egy köszörült prizmás ággyal készül, nem lineáris vezetékkel. Márpedig a szánt erre illeszteni kell, mert nem lehet úgy megmunkálni a szánt, hogy azonnal tökéletesen illeszkedjen az ágyon lévő prizmára. Nézd meg akármelyik gyártót: OPTIMUM, HYUNDAI stb. Természetesen a kínaiak se viszik túlzásba a hántolást ezért olyan ezeknek a gépeknek a pontossága és merevsége, mint amilyen.
Szóval a hántolás nem csak a régi gépek felújításának a technikája.
Van két terület, ahonnan soha (nagyon hosszú ideig) nem fog eltűnni a hántolás: - ultraprecíziós, nagy geometriai pontosságú gépek (természetesen itt is van már vetélytárs, mégpedig a hidrodinamikus csapágyakkal szerelt gépek. Pl az a gránitból készült légcsapágyas gép, amiről nemrég linkeltem a youtube videót) - nagy méretű forgácsoló gép gyártás. Van az a méret, amit már a legnagyobb köszörűgépen sem lehet megmunkálni. Akkor mi van? Azt az öntvényt hántolni fogják még most is
Számomra is megdöbbentő volt, hogy egy hántolt felület nagyobb síklapúságú és jobb tribológiai tulajdonságokkal rendelkezik, mint egy köszörült, de ez még is így van.
Előzmény: Szalai György, 2020-01-08 07:48:15 [44790]
Geszti Sándor | 1139
2020-01-08 14:34:28
[44801]
Két kést normálisan befogni a késtartóba, az alját végigpásztázva egy tolómérő élével. Kiváncsi lennék az eredményre.
Köszörült felületek közé esetleg nem jó erre gyártott teflon spray? Csúszó felületekhez találták ki, olaj sem szükséges, de anno ez a megoldás nem volt elérhető. Vajon milyen előnye/hártánya lehet egy szánkenő olaj + hántolt felülethez képest a köszörüléssel felújított szánok esetében? Van, aki ért ehhez?
Hú, ez nagyon jó pár nap volt, sok információval. Köszönet érte mindenkinek. Asztalos témakörben ismerek olyan mühelyt, ahová be lehet menni - óradíj fejében - lehet szakmai, tanári segítséget kapni, de önállóan dolgozni is. Elég komoly gépparkkal (értsd. nagygépek is). Oktatásokat is tartanak. Jó volna ilyen helyet találni a gépiparban is, vagy valami szervezödésben. Hobbistaként a legtöbbünk autodidakta módra van utalva, ami lassú és valjukbe öszintén simán veszélyes is, szóval én mindig nagy-nagy tisztelettel és ovatosággal indítom el a gépeimet. Ezt a hántolást, de hovatovább a gépfelújítást is nagyon nagy lenne valakitöl, vagy akár közösen is tanulni.
vaskukac | 632
2020-01-08 13:24:55
[44798]
Ha össze "kapargatják" akkor valóban nem lesz műszaki haszna. A bemutatott hántolások közül talán egynél láttam, hogy úgy-ahogy jól volt fenve a hántoló, a többi csak "kapar".
Egyébként az olaj megtartása, és a felületi érdesség csökkenése a haszon. A hordpontok kopnak, a köszörülés meg berágódik.
A három pontos támaszkodás csak elvben létezik. A felületi nyomás elosztása miatt nem lehet 0 szélességű támaszokat csinálni, így a 3 pontossal is ugyanott vagy 1 támaszon belül, mint ha hántolnád.
A köszörült felület sem sík, a gépnek is van hibája, ezt ne feledjük. A csiszoló vásznas megoldás meg említésre se méltó.
Előzmény: Szalai György, 2020-01-08 09:31:44 [44794]
lovas gyula | 1877
2020-01-08 11:04:36
[44797]
A hántolást esztétikai megfontolásból is szokták, lehet használni!
„akár egy százados rés is okozhatja a kés rezgését” Igen ezt értem. Lesz is egy százados rés, több helyen is, ha kézi megvezetéssel össze (vissza) kapargatják a felületet. Már elvileg sem lehet tökéletes, főleg, ha mindkét összefekvő felületet megkapargatják. Akkor volna abszolút billegéstől mentes, ha teljes felületi kézi próbálkozások végtelen sorozata helyett, mindössze három helyen támaszkodna.
Az igazán minőségi (inkább igazán drága) gépek esetében szerintem ma már optikai tuning, a kidolgozottság fitogtatása, műszaki hozadék nélkül.
De van ennek ma létjogosultsága? Nem előremutató. (Mint a csöves erősítő építés.)
Igazad van nincsen , az iparban , a hol a növekedést , profitot hajszolják . De azért látok néha fiatalabb korosztályt is aki szereti a hagyományos gépeket , és a szolgáltató iparból még nem tudtak kiszorulni a hagyományos gépek . Ilyen alapon a történelemmel sem érdemes foglalkozni ,hiszen már rég elmúlt . Most én már nem simogatom annyit a gépeket , a festegetés pedig soha nem is volt opció nálam . De ezt a hobbit csak használt gépekkel lehet űzni , ha más vonalon nincsen az embernek tetemes anyagi háttere . Természetesen páran ,néha , túllőnek a célon , precízkedéssel de az nem hiszem hogy probléma lenne . Szerintem sokkal nagyobb tapasztalatod van régi technikában mint amit ez az ominózus hozzászólás mutat , úgy hogy nem is értem miért írtad .
Előzmény: Szalai György, 2020-01-08 07:48:15 [44790]
Csuhás | 6750
2020-01-08 08:48:49
[44792]
Nincs teljesen igazad. A hántolás még ma is előkerül az igazán minőségi gépek esetén, bár a költségek csökkentése miatt egyre ritkábban alkalmazzák.
Az hogy megáll a gödrökben az olaj az azt jelenti hogy mozgás során azonnal kialakul az olajfilm az olajjal töltött szűkülő rések miatt, így folyadék súrlódás jön létre. Ezt sajnos nem tudja a köszörült felület.
A késtartó alját nagyon hasznos hántolni, mert a hántolás miatt a teljes felület támasztó felület lesz. Itt pedig akár egy százados rés is okozhatja a kés rezgését.
Előzmény: Szalai György, 2020-01-08 07:48:15 [44790]
Motoros | 5101
2020-01-08 08:07:35
[44791]
"egy nagyon kemény megbecsült szakma volt ez valamikor!!" Valóban így volt, még a szocializmusban is megbecsülték, nemcsak úgy szóban hanem anyagilag is, ami nagy dolog volt mert a akkoriban a mérnökök is alig kerestek többet egy jó melósnál. Vagy 30 éve találkoztam egy akkor már öreg tolószékben ücsörgő emberrel Csillaghegyen aki hántoló volt, szerette a szakmáját jól csinálta és anyagilag nagyon jól elvolt belőle. Jó lett volna egy riportot csinálni vele de akkoriban erre nem volt lehetőségem. Még volt egy másik találkozásom egy hasonló jó szakmával ..az öntőforma készítővel.. aki a famintákat készítette a rajzok alapján az öntvényekhez. Mint kisiparos gyűrte az ipart a saját kis műhelyében, és nagy cégektől (pl:Ganz) jártak hozzá megrendelésekkel. Amit kért azt szó nélkül kifizették, pedig biztos voltak saját cégen belüli embereik is.
Értem én, hogy ez egy megbecsült szakma volt valaha, és hogy csodáljuk ma is. De van ennek ma létjogosultsága? Nem előremutató. (Mint a csöves erősítő építés.) Múzeumi pótláskészítésnél látnám szükségesnek, ahol lényeges a korhű technika bemutatása is. Nem egyszerűbb ráfeszíteni egy etalon felületre valami olajos csiszolópapírt és megtologatni rajta a munkadarabot?
Azt olvastam, ez azért jó, mert megáll a gödrökben az olaj. De nekem ez azt is jelenti, hogy annyival kevesebb felületen fekszik össze. Vagyis amennyit használ, annyit árt is.
És minek hántolni egy késtartó alját, ami nem is csúszkál? Ott még az olajmegtartás sem lehet szempont. Ha extrémsportként nézem, akkor világos.
Párhuzamos az a szög (sublerrel hasábbal mérve)?? Mintha lenne benne néhány tized . .
Ha lehet hozd párhuzamosra (szögbe és hosszba is) . Ha megvan új éket kell faragni ; vagy a régit vastagítani , lényeg az új ék 1-2 századdal !! legyen kisebb mint a hézag . Ha vastagítod az éket csúszófelületen sárgaréz lemezt ajánlok min 2-3 mm (ragasztva + 2-3 sróf) mögötte pedig lehet bármi . Nem mondom hogy egyszerű befaragni egy ilyen éket (nekem 1-1,5 óra , egy tized ráhagyással, egy kő oldalán míg elkezdi csípni + csiszolgatás s utána esetleg hántolni) .
Az éket kivéve nem esik ki (lefele ) a szán? Mert akkor a fix felületet kéne vastagítani .
A hántoláshoz használt "ecset" egy fahasáb (egyik sarka 45 fok) amire filc van ragasztva . A tusír festék pedig (berlini kék +olaj) pedig egy lapos dobozba van de csak annyi amitől épp nedves a doboz alja .
Én örülnék legjobban ha rá lehetne fogni hogy finomhántolt felület... De ha egy felületen azt látod hogy több száz pöttyöcske van egyenőtlen szórásképpel akkor azt se tudod hogy állj neki. Mert egy tolással elkaszálsz 3-4-6 foltocskát. Továbbá a felület képe nagyon nem olyan mint amilyet a videókban és mdani2 képein látni...
Köszönöm a tippeket! Jól érthető minden amit írsz.
A nagyon magas pontokat sikerült már megismernem, elméletben tudom is az okát ugye, de az egyenletességgel vanak gondjaim.
A foltos dolgot is értem, de mégsem. . Ha az alacsony folt kivételével telibe hántolod a felületet, akkor a korábbi foltod lesz a magas zónád nem? (Ha feltételezzük hogy közel van egymáshoz a két szint.)
A festék vastagságot akkor jól sejtettem, sajnos az én gránitom majdnem egyenletes fekete, szóval csak érzésre tudok tájékozódni, de ezek szerint a "húzásból" meg a festék kenődésből jól következtettem.
84-es születésű vagyok. A BME-n végeztem gépészmérnökként, kalorikus gépek szakirányon. A forgácsolás csak hobbi és nem is értek igazán hozzá, még tanulom az alapokat. Érdekel mindenféle gép működése és emiatt elég sokat olvasok. A műszaki angol szerencsére nem okoz gondot. A hántolás néhány éve keltette fel az érdeklődésemet. Elég sok ezzel kapcsolatos irodalmat elolvastam és a youtubon is nagyon sok hasznos videó van, amiből lehet tanulni. Egy hetet voltam egy gépfelújító cégnél is tanulni. Az nagyon sokat segített. Nagy gyakorlatom még nincsen, nemrég kezdtem bele az első gépem felújításába. Majd rakok fel róla fényképet. Sokáig tartott, mire beszereztem a szükséges szerszámokat, sablonokat. Örülök, ha segíteni tudok. Amikor kezdtem ezzel foglalkozni, rá kellett jönnöm, hogy magyarul szinte alig van információ az interneten hántolással kapcsolatban. Olyan embert meg még nehezebb találni, aki mellett tanulni is lehetne. Ezért elhatároztam, hogy megpróbálom átadni valahogy azt a tudást, amit én kaptam. Erre ez a fórum szerintem egy szuper hely. A honlap készítéshez nem igazán értek és amúgy is mit érne az egész, ha nincs kitől kérdezni. Mindenki egyedi projekten dolgozik...
Elárulod melyik korosztályba tartozol? Már a múltkor az energiák kapcsán is feltűnt, hogy nagyon szépen, érthetően fogalmazol, irigyellek érte. Ezeket a hántolásos dolgokat is úgy írod, mintha egész életedben ezt csináltad volna. Ne hagyd abba!
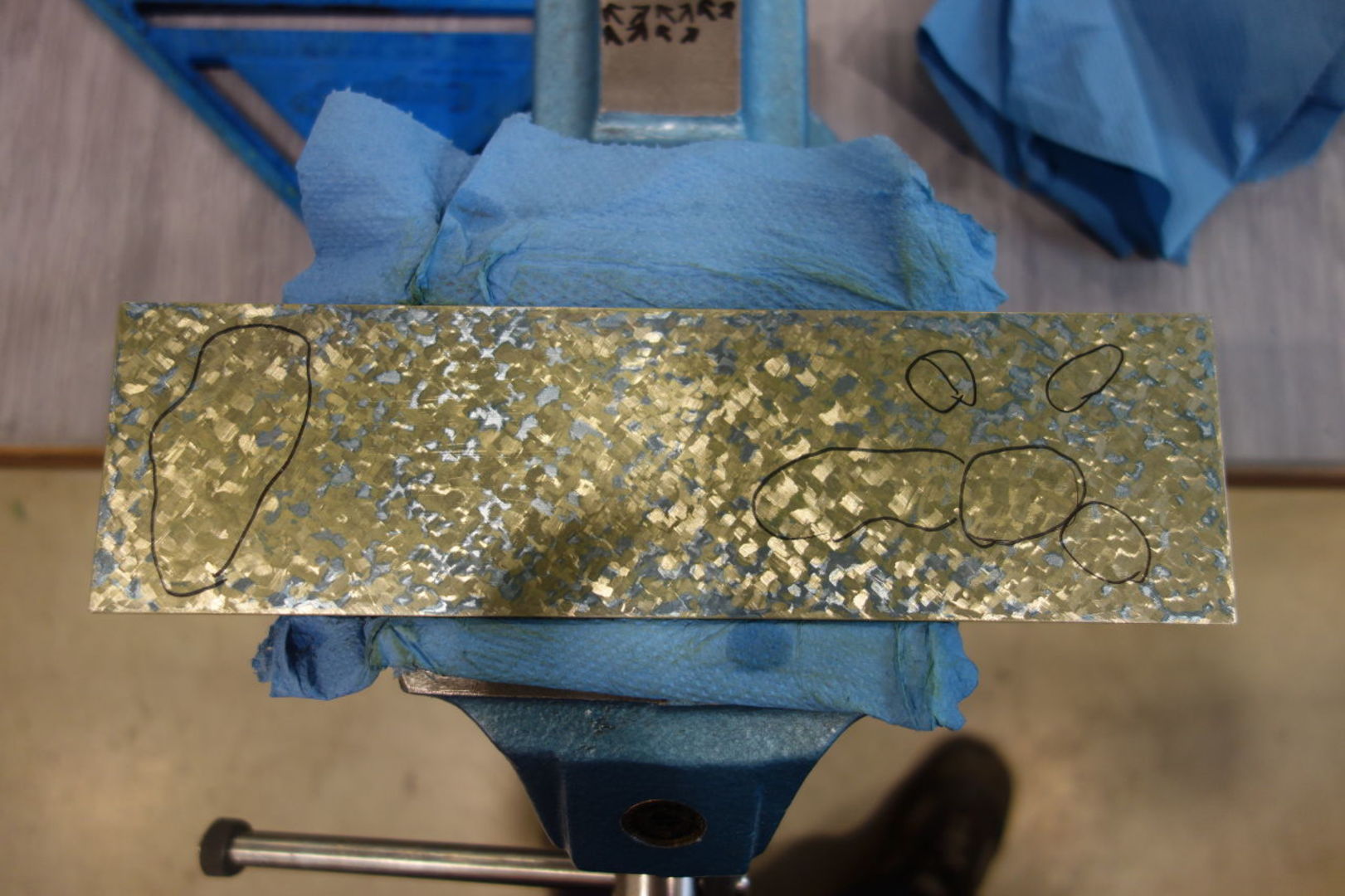
Nagyon szuper ez a két kép. Jó példa a festék vastagságra. Tedd egymás mellé a két képet és nézd meg, hogy mik azok a jelek, amik mind a kettőn ugyan ott vannak. Azok a valós magas pontok, a többi az csak kenődés. Túl vastag festéket használsz. Legyen csak annyi festék a grániton, hogy jól kivehető legyen a festék alatt a textúrája. Ez amolyan ökölszabály. Ha túl sok a festék, akkor hamis minták lesznek és kenődések. Ez nagyon jól kivehető a fényképről.
A másik szabály, hogy amíg a teljes felület nem lesz egyenletesen legalább 5 PPI addig csak nagyoló hántolást kell alkalmazni. Felejtsd el az egyedi pontokat. Területeket hántolj. Az a lényeg, hogy a teljes felületen egyenletesen legyen 5 PPI. Ha ez megvan, akkor kezdhetsz el foglalkozni az egyedi pontok hántolásával.
A csatolt képen láthatsz erre példát. Filctollal meg vannak jelölve a mély területek. Látszik, hogy a többi helyen már kezd egyenletes lenni, de még vannak "vak" foltok. Amíg azok el nem tűntek, addig a nem bejelölt zónákat telibe hántoltam. Szépen egymás után sorokat. Nem pontokat.
Azt a festést vedd alapul, ami a második képen van. Jelöld be azokat a zónákat, ahol egyáltalán nincs semmi vagy csak egy-egy kósza pont. És hántold telibe. A bejelölt területeket meg hagyd békén.
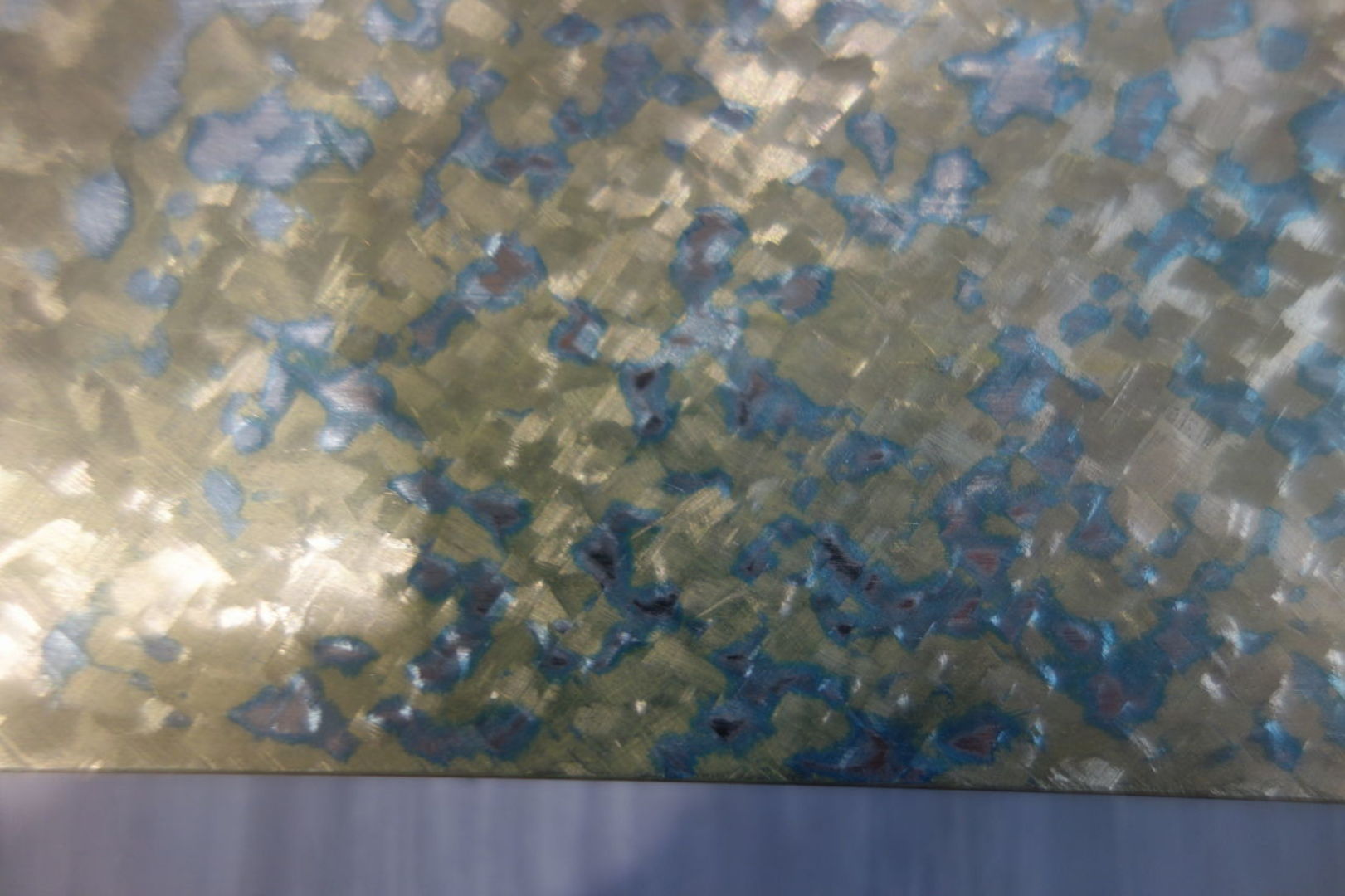
Ha valamiért nem halad a dolog, vagy instabil a kép, akkor lehet, hogy van egy-egy nagyon magas pont. Azt úgy tudod megkeresni, hogy csinálsz egy megfestést vékonyan, de nem baj, ha egy kicsit vastagabb. Utána a grániton egy tiszta felületet keresel és ott ugyan azt a megfestett területet nagyobb erővel odanyomva kb 10 szer oda vissza megjáratod. Utána megnézed alaposan a mintát. A másik csatolt képemen látsz erre egy példát. Láthatod, hogy vannak olyan kék foltok, aminek a közepe szürke. Az azért van, mert amikor erősen nyomod és megdörzsölöd a gránit tiszta felületén az alkatrészt, akkor azokról a pontokról ledörzsölöd a festéket. Jelöld meg ezeket a pontokat filctollal és csak ezeket a nagyon magas pontokat hántold le. Utána nézd meg, hogyan változott a minta.
Remélem, hogy érthetően írtam le. Élőben egyszerűbb az ilyen dolgokat elmagyarázni.
Amúgy acélt hántolni egy kicsit macerásabb, mint öntött vasat. A penge szöge is egy kicsit másabb kell legyen, mert karcol vagy "beleharap" az anyagba...
A sok apró "pötty" csak jó,ha elolvasol egy régi szakmai könyvecskét amibe valamilyen szinten kitárgyalják a hántolás alapfogalmait akkor ott leirja hogy vannak különböző hántolási minőségek,különböző gépalkatrészek más és más hántolási pontosságot követelnek meg. Csúszóvezetékeknél is le van irva pl az 1 négyzetinch re eső fogáspont ("apró pöttyök"). Jaa,igen a festékmennyiség sem mindegy,sőtt NAGYON nem mindegy,külön egy nagyon kemény megbecsült szakma volt ez valamikor!!
Készül az késtartó felfekvő felületéhez az etalon. Kellemes hántolni a vasat...
Ugyanaz a felület, csak két eltérő vestékmennyiséggel. Az elsőt picit vastagnak érzem. A második már érzésre jobb lehet talán, de jön elő a problémám, hogy jön a sok apró pötty... A lapka rádiusz 90-95 között valahol.




 felületre és pont a hántolás miatt a terhelést részben a szán veszi át.
felületre és pont a hántolás miatt a terhelést részben a szán veszi át.