Lassan eljutok oda, hogy venni fogok egy esztergát. Már nézelődtem a használt piacon, de úgy gondoltam hogy tapasztaltabbak véleményét is meghallgatnám. Néhány kiinduló adat: Eddig nagyon ritkán kellett 100-as átmérőnél nagyobb bármit csinálnom, így ennél nagyobb elforduló átmérő nem fontos(ha meg szökőévente kell valami nagyobb, akkor elviszem egy utamba eső esztergályoshoz). Hosszban még sosem volt szükségem 500-nál nagyobb megmunkálásra. Általánosan használnám, főleg acél/rozsdamentes darabokat szoktam csináltatni, néha bronz és alu. Menetvágás előny de nem feltétel. Egy egyszerűbb gépet keresek, tanulni, "játszani". Nem baj ha olcsóbb kategóriás, de nem azzal akarom kezdeni, hogy felújítom az egészet, és ezeket a nagyon kínai barkácsboltos darabokat is kerülném, kellett már használnom ilyet, közel álltam a felgyújtásához. Szintén előny számomra, hogyha 1 fázisról is meg tudom járatni, de szintén nem szükséges feltétel.
Köszönöm.
Thomas35 | 80
2020-02-04 18:45:43
[44877]
Tisztelt Tagok!
Nagy és kisméretű, hagyományos és cnc gépekkel, vállalom alkatrészek esztergálását, forgástestek, tengelyek, csapok, orsók, egyéb munkadarabok kivitelezését. Alapvetően egyedi gyártással foglalkozom, de természetesen megoldható a kisszériás vagy nagydarabszámú gyártás is. A gépek c tengellyel rendelkeznek, így pozíciófúrások, kisebb marások is elvégezhetők! Korrekt , minőségi munka, gyors határidők. Bármilyen kérdésre privát üzenetben szívesen válaszolok! Helyileg Kecskeméten munkàlkodom! Köszönöm szépen !
Üdv: Thomas
Satti1 | 60
2020-02-03 20:38:33
[44876]
Einhell MTB3000 műszerész eszterga felújításához keresek donort. (komplett Főorsó ház érdekelne első sorba.) De érdekelhet komplett gép is.
Kappann | 218
2020-01-30 12:13:44
[44875]
Üdv
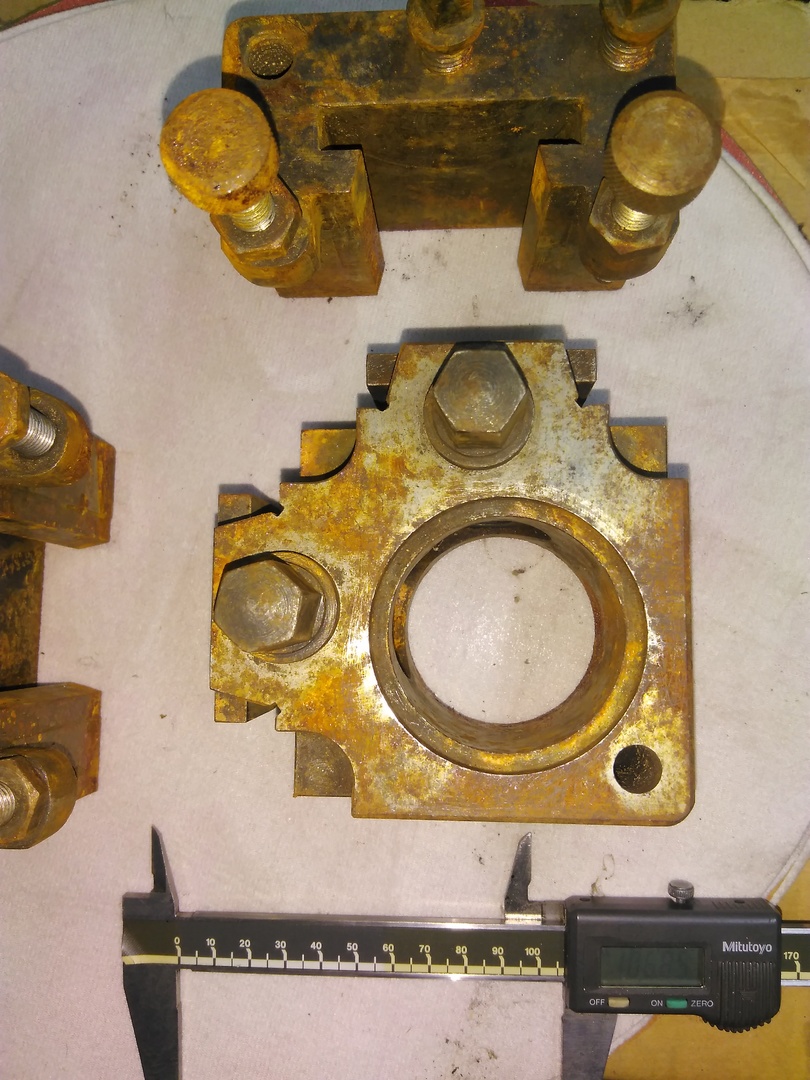
Érdeklődnék hátha tud valaki segíteni abban, hogy milyen típusú késtartó ami a képen látható.
Sajnos hiányzik a közepe. Esetleg legyártanám,ha találnék hozzá.
Egy egész jó videó fúróköszörülésről . És kézből Csak belenézegettem, de jónak tűnik .
Motoros | 5101
2020-01-25 07:37:36
[44871]
Nevét nem tudom, de zseniális. Nem kell a késcserére időt pazarolni, mert ugyanannak a késnek az elhelyezési, szöge, rádiusza, jobbos balos mivolta stb módusul, persze csak bizonyos határok között. Ha az egységnyi darabra fordított idő tart a nullához akkor a vállalási árad tart a rezsiárhoz...azaz kiütöd a konkurenciát. kizökkent világ
Van az ilyen fajta esztergálásnak valami spéci neve?
KoLa | 7598
2020-01-15 23:55:55
[44869]
Hogy, egy kopott fúróval méreten legyen az átmérő, vagy pár tizeddel felette, szükséghez képest. Ha előfúrok, akkor a fúró közepe nem vezeti az egyik élt nagyobb átmérőn, addig amíg,az anyagban halad, átfúráskor persze visszaáll a tényleges átmérőre.
"Ha előfúrsz, veszted a csatát!"... ezt nem értem.Lakatos munkákat szoktam csinálni és eddig nem volt gondom az előfúrás miatt. A fúrószárak is csak gyűlnek és gyűlnek. Nem ritkák közöttük nálam sem a régi KGST piacos ruszki fúrószárak akár 30 évesek is. Igyekszem odafigyelni az élszalag állapotára is és ezért is szoktam a homlokszöget csökkenteni mert az élszalag közelébe kapja a legnagyobb terhet a vágóél. Amúgy szinte mindig "csavarozom" és nem is nagyon figyelek oda a furatok pontosságára.
"De a 10 mm feletti fúróknál már én nálam értelmét veszti a keresztél kiköszörülés mert én előfúrni szoktam" Ha nincs jól felszerelve a fúrókészleted, akkor! Ha előfúrsz, veszted a csatát! Elveszted a kontrolt a furat átmérő felett. Nálam van egy használatos 39-es fúró, kb 3éve fúrja a C45-be telibe 90mm mélyen az előfúrást, nyíregyházi 'kgst' piaci beszerzés, minap megmértem az elején az élszalagok átmérőjét: 37.9mm , és a furatok átmérője még mindíg 39.1, ha ennek előfúrnék, akkor belesülne az anyagba, így telibefúrva a fúróköszörülés eltolásai, igencsak gazdaságos felhasználást, kontrollt biztosítanak.
Ez nagyon jó! De a 10 mm feletti fúróknál már én nálam értelmét veszti a keresztél kiköszörülés mert én előfúrni szoktam. Gondolom én az eszterga gépen gyakori a telibe fúrás... vagy nem?Én amúgy 4 mm-től lefelé vagyok "halott".
Jó lesz Amit feltettem képet azt csak azért , mert csak kicsit láttam még így élezve gyárilag . Igazából nem is emlékszem hogy vettem volna tíz éve 5 ös nél vastagabb fúrót . Persze vékonyabbat se nagyon , vigyázok nehogy nekiütődjön valami , ha be van fogva kézi fúróba Meg van még bőven abból amit a fater vett a ruszkiktól kis készleteket .
Köszönöm ! Értettem a leírásodból is . Evvel akkor csökkented a homlokszöget ? Még elbírna némi keresztél könnyítést is ez a fúró . A kétlapú élezés pont a ,másik oldalról veszi ki a keresztélt mint a hagyományos köszörülés . Megtaláltam a sárga fúrót nézegettem ,még eredeti kétlapú élezése van egynek . Eddig legalább tudtam hol vannak ,de most jól eltűnt Valamikor régen tanultam miért jobb a hátraköszörüléssel készült maró a mart maróknál . Nem tudtatok meggyőzni hogy a hagyományos hátraköszörülés rosszabb lenne . Jó szemüvegben ,sarkos korongon talán még mindig ki tudnám venni a hagyományosan köszörült fúró keresztélét szerintem akkor az sem "mászna". Az utolsó munkahelyemen volt saját csillagos nagyolóm ,és a régi rudas finom szabályozóm . Ha vittem be késeket , nagyfúrókat köszörülni ,mindig szabályoztam előtte a követ , volt szép nagy köszörű ,de rögtön agyonvágták megint a követ ...
Nagy és kisméretű, hagyományos és cnc gépekkel, vállalom alkatrészek esztergálását, forgástestek, tengelyek, csapok, orsók, egyéb munkadarabok kivitelezését. Alapvetően egyedi gyártással foglalkozom, de természetesen megoldható a kisszériás vagy nagydarabszámú gyártás is. A gépek c tengellyel rendelkeznek, így pozíciófúrások, kisebb marások is elvégezhetők! Korrekt , minőségi munka, gyors határidők. Bármilyen kérdésre privát üzenetben szívesen válaszolok! Helyileg Kecskeméten munkàlkodom! Köszönöm szépen !
Virbo | 1138
2020-01-12 09:22:40
[44856]
Igen, gonosz vagy, és igen magamat szivatom.
Egyetértek azzal amit írsz, de ez számomra csupán a hobbim része és egy tanulási folyamatként tekintek rá. A kéziszánom csúszó részén csak a két végén volt egy-egy pici felfekvési pont, a prizmákban másfél tized hullám volt. Úgy gondolom annál jobban elrontani nem lehetett volna. Sokat szenvedtem és szívtam vele, főleg hogy csak akkor tudtam vele foglalkozni mikor épp volt egy kis szabadidőm. Nekem egyelőre az eredmény megfelel, de a betétléc oldalával még dolgoznom kell majd. A végeredményt nem fogom napi 8 órában pénzkeresésre használni, de biztis vagyok benne hogy a hetvenes évek óta használt gép csak jobb lesz tőle (nem, az ágyazatot egyelőre nem fogom felhántolni, van annyi önkritikám ).
Ha gonosz akarok lenni, akkor azt mondom, te saját magad szívatod..., időnként járok olyan helyen ahol szerszámgépeket újítanak fel. Soha nem kezdenek a hántoláshoz csak úgy. Mindig megelőzi egy "nagyolás" ami egyáltalán nem jelent durva megmunkálást. Tudom, mikor hobbiról van szó semmi nem lehet elég drága. Na de olyan sok ideje van mindenkinek? Szóval amit én láttam, alapfeltétele a hántolásnak egy jó marógép/ köszörű. A legmélyebb pont érintőig síkba húzzák pl a keresztszán prizmát, ehhez már nem nyúlnak, és ehhez hántolják a keresztszán talpát, természetesen a megfelelő előkészítés után. Egy gépágyhoz hozzá nem nyúlnak míg fel nincs köszörülve. Ja hogy ez drága. Sajnos az. Attól viszont nincs drágább mikor valamit véglegesen elrontunk, majd lenyeljük a békát, és nyugtatjuk magunkat hogy jó ez így... majd elkezdjük árulni, mert akkorát csalódtunk a gépben ami nem tehet semmiről.
Köszönöm a felajánlást, de szeretném rendesen megtanulni a hántolást és megérteni mi szivat (?) itt. Ennek a felületnek nincs ugye funkciója, lehet garázdálkodni.
Menni fog, ne aggódj! Előbb utóbb kiderül, hogy mi a probléma. Jövő héten lesz időm csinálok egy videót, hogy én hogyan csinálom a felfestést és a kézi hántolást. Aztán majd megvitatjuk, hogy mi nem stimmel. Folytassuk a gépfelújítás topicban.
Érdeklődnék, hogy eszterga kenésre (hajtűmű és egyéb részek) milyen olajat illik használni, valamint hol lehet beszerezni? Esetleg gépjármű motorolajok is alkalmasak rá (pl. 10W40)? Mert ebből például van. Ritkán használt, hobbi kategóriájú esztergáról van szó. Köszönöm.
Kopirnyák | 2705
2020-01-10 21:53:44
[44847]
Ha elküldöd felköszörülöm neked, aztán lehet egyszerűbb lesz a hántolás is, vagy akár elmaradhat.
Milyen kontraszt növelő festéket használtok hántoláshoz, és hogyan? Magam eddig nem használtam, de vettem narancssárga ételfesték port, és arra gondoltam hogy valami alkoholos hordozóval kenem fel a felületre.
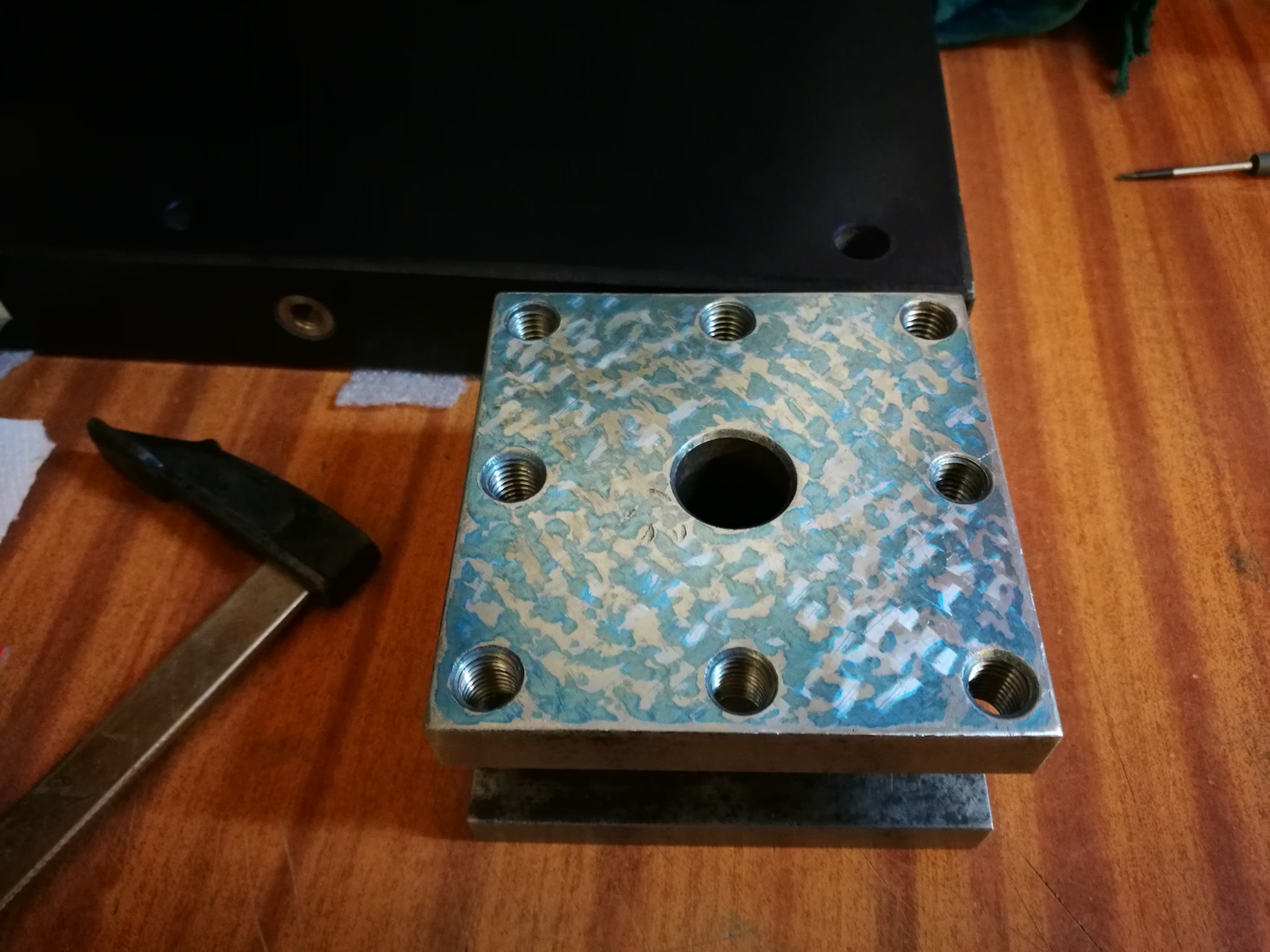
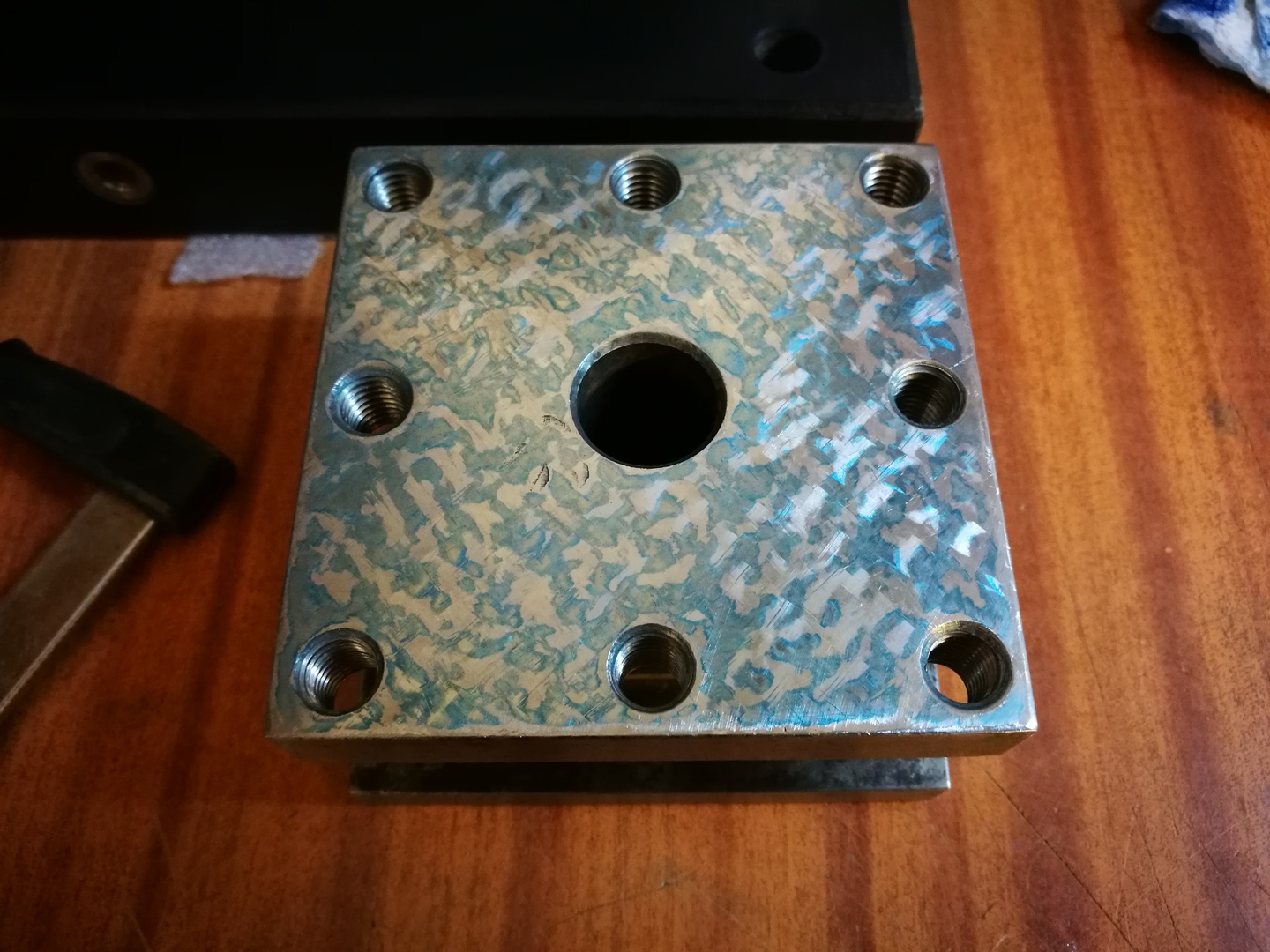
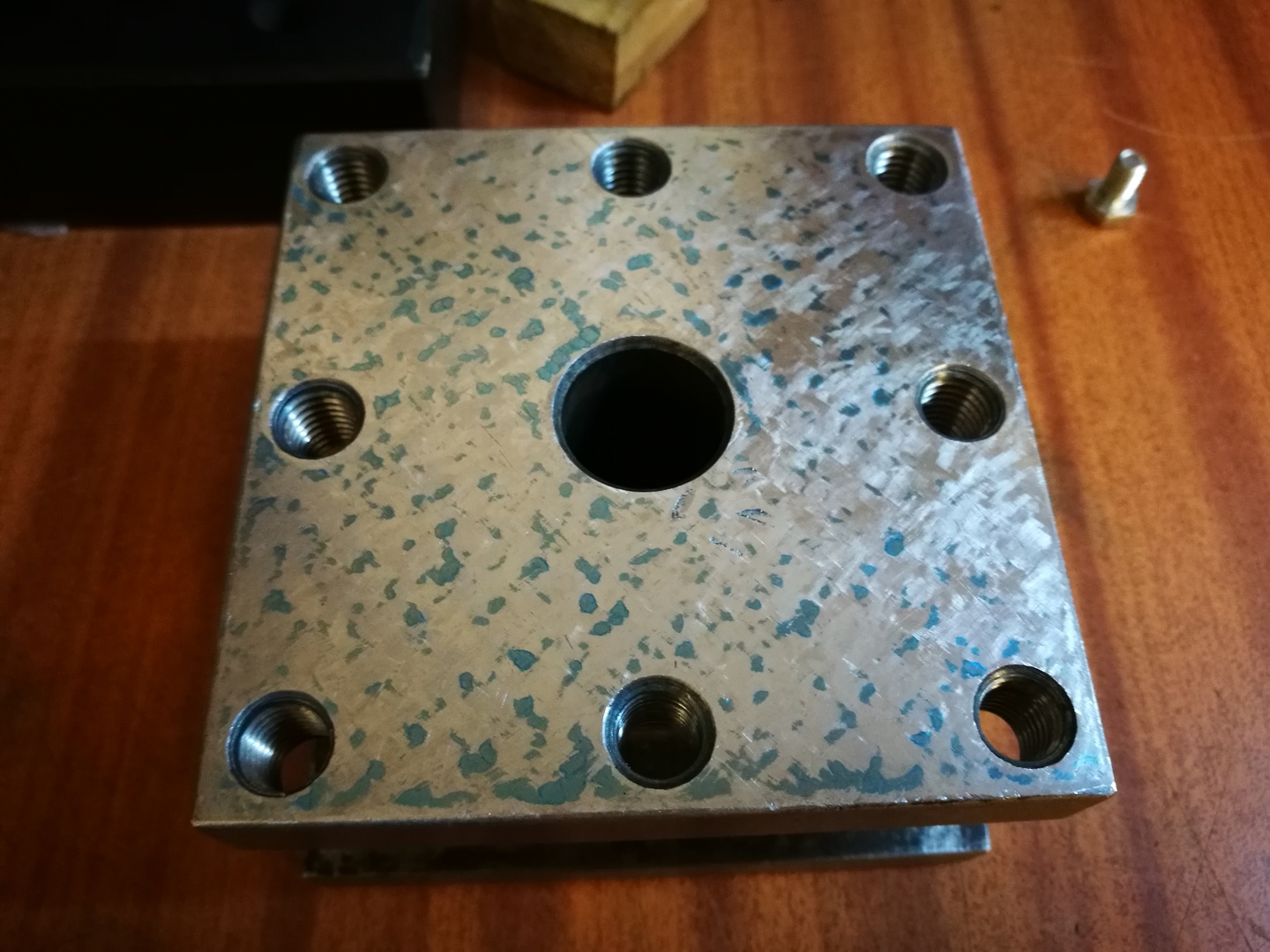
Köszi a képeket, így már mindjárt érthetőbb a probléma. Az első képen a késtartón látszik, hogy túl vastag a grániton a festék. Ezt angolul úgy mondják, hogy "smear", elmosódás, elkenődés. Ekkora festékvastagságot, csak nagyon durva nagyolásnál szoktak használni, de talán ott se. A második képen is túl sok a festék, viszont van egy jó példa a nagyon magas pontokra a jobb alsó két menetes furat között. Látod a két megszürkült tetejű pontot? Az a kettő annyira magas, hogy a gránit ledörzsölte róla a festéket. Az első gránitos képen baromi sok a festék, és ez a törölgetés nem jó módszer, mert soha nem lesz egyenletes. Az a festő henger nem jó a célra. Gumi hegert használj. A gránit lapra csak 5-10 apró pöttyöt tegyél a festékből és azt addig hengereld, míg teljesen el nem terül, vagy a gránit egyik sarkára tegyél egy csíkot a festő hengereddel, utána görgesd meg rajta a gumirollert és menj rá a tiszta felületre, amíg egyenletesen nem lesz megfestve. Tudom, hogy elég nehéz látni, mert fekete a gránit, de akkor jó a festék vastagsága, ha látszik alatta a gránit textúrája. Nyilván a vékony festéknél jön az, hogy kontraszt anyagot kell használni. Az utolsó képen már jó a festék vastagság. Szerintem azért instabil a kép, mert nem egyenletes a festék mennyisége a gránit lapon, vagy olyan vastag, hogy összemérhető a hántolási mélységeddel.
Itt még nem az egyedi pontokat kell hántolnod, hanem telibe a bejelölt felületet. Azt, ahol nincs semmi pont, azt meg tejesen kihagyni, vagy esetleg azt az 1-1 magas pontot kiszedni. Ha az egész felületen egyenletesen vannak már pontok, akkor kezdheted el az egyedi pontokat hántolgatni. Lásd bejelölt terület. Ezért mondtam, hogy használj filctollat és jelöld meg a terültet, ahol hántolni fogsz. Ne foglalkozz az egyedi pontokkal, hanem hántold telibe a megjelölt területet. Ez a nagyolási szakasz.
Ez reális lehet. Majd én is megmérem, hogy mennyi az annyi, összehasonlítás képen. Amúgy ebbe a "puha" acélba többet vártam volna. Itt is ugyan annyira nyomod a szerszámot bele az anyagba, mint az öntöttvasnál?
Kezdem azt hinni, hogy kicsit túlgondolom ezt a késtartót, de csak nem hagy nyugodni a dolog...
Szóval elértem ezt az állapotot ami az első képen van, ezzel megtörölgettem a tiszta gránitot, fényképen nem adja vissza de elég egyenletesen vannak a letörölt magas pontok. Próbáltam lefotózni a festéket is, az lámpával bevilágítottnál látszik hogy vastag a festék, ott csíkosra keni a henger. Ezt áttörölgettem papírtörlővel (figyelve hogy egyenletes legyen és ne maradjon piszok utána), elég sok lejött. Ezzel festettem az első képet. Aztán fogtam magam és áttöröltem a grániton lévő festéket úgy ahogy jónak gondolnám, talán látni a képen hogy mennyivel kevesebb lett rajta a festék. Majd ezen megfestettem ugyanazt a felületet. És ugye látni hogy nagyon más a mintázat, pedig nem volt alatta semmi. Aztán mértem az órával (bár elég nagy a mágnestalp a felülethez képest), 2 ezred a talált legmélyebb gödör. Továbbá 2-3 ezredet mértem a sarkokban lévő magas pöttyök között (kvázi síklapúsági hiba?).
Ebből úgy gondolom még mindig nem elég mélyek a hántolások és emiatt túl kicsi hibát is drasztikusnak mutat a vékony festék. Most van az hogy jó lenne látni élőben a használt festési módszert és a kézi hántolást.
Na igen a csavarnál ezek nekem is eszembe jutottak már... Legfőképp a csavar tövénél problémázok én is, talán a körkörös jelölés nem annyira probléma hiszen a két felület csak úgy tud egymáson mozogni, ha esetleg koncentrikus "árkok" képződnek az az ellenoldalon pont kiemelkedés. Az mondjuk más kérdés hogy másik késtartóval nem lenne jó. De ha valaki megerősíti hogy tényleg csak túlfedés van ott akkor inkább megpróbálom mégegyszer kipréselni.
A kő finomságát nem tudom, 800 körülülire saccolom, vagy mégfinomabb. Le szoktam csiszolni, tuti nem érdes annak más jellege van. Azt érezni is egyből a platnin ha van alatta bármi, meg a festéken is látni ugye. Nekem az az érzésem hogy a felületben van egy enyhe alakhiba ami a vékony festéknél látszik csak. Ez pedig az egyenlőtlen szedés miatt van. Az a helyzet hogy alig látom a vékony festést képen sokkal kontrasztosabbnak tűnik.
Köszönöm a tippet, de szerintem éles a lapka. A mutatott módszerrel a körmöm kaparja, valamint szed anyagot. Ha már tompul sokkal roszabbul szed, és olyan "csúszós érzés". Valószínűleg lehetne ideálisabb lapkaszöget találni...
Sajnos nincs csak az "orosz" gyémántom, egyelőre tárgyasztal nélkül próbálom megoldani. Nem annyira ideális mert látni hogy csíkozza a felületet néha a lapka.
Na ezaz! Én is láttam egy esztergatokmányos köszörülési módot ami egyszerű és nagyon jó. De ott a tokmányba fogták a hántolót és szupportköszörűvel köszörülték és még az élezés szöge is könnyedén állítható. Himbamozgással történt az élezés.
Ha szükséges, utánanézek, mert valahol megvan. És nem kell hozzá feltétlen eszterga sem.
Ha eléred ezt,hogy ilyen éles legyen,akkor már nem kell rányomnod a felületre. Ezt csak nagyon finom gyémántossal érheted el,minimum 1200-as legyen. Nem kell ehhez köszörű, akár az eszterga tokmányba is foghatsz egy valamit amire felerősítheted a csiszolót.
Csavar: Ehhez a részéhez annyira nem értek. Lehet hogy szorosan van illesztve. A stift pedig elfordulás ellen van, ahogy mondod. Az a baj, hogy ezt sík felületnek kellene hántolni valahogy és akár párhuzamosra a szán alsó felfekvő felületével. Mivel ott az a csap középen ezért csak forgatni tudod a késtartót körbe körbe a jelöléshez. Ez pedig nem jó. Arról nem is beszélve, hogy a csavar tövében mit fogsz csinálni? Ott nem fogsz tudni hántolni, mert nincs hely.
Foltosság: Nehéz így látatlanban erről nyilatkozni. Ha jól értem, akkor vannak ezek az apró pici pöttyök és, ha lehántolod őket, akkor nagyobb összefüggő területek lesznek, de ugyan úgy nagyobb összefüggő üres területekkel? Milyen fenőkövet használsz? Ha hántolás után megtisztítod és lesorjázod, utána ha a kezedet végighúzod a felületen nem érzel véletlenül rücsköket? Kicsit olyan ez, mintha valamin felfeküdne az anyag. Vagy nem egyenletesen hántolod. Vagy lehet, hogy tényleg nem nyomod eléggé. Jó lenne megmérni, hogy milyen mély az egyenetlenség. Nincs ezredes mérőórád?
Tudom hogy kevés lesz, pont ezért is kérnék tanácsot.
A foltosodás alatt azt értem hogy lesznek nagyobb-kisebb egybefüggő felületek ahol nem ér hozzá a platnihoz. Marha nehéz ezt hántolni, pedig érzésem szerint megtaláltam a jó lapkaszöget is (nem harap be ha nem nyomom izomból, mégis szed a lehetőségekhez képest). Nagyon nyomni sem tudom sajnos mert akkor meg beharap.
A késtartó csavarnál alulról látok egy szétütött fejű stiftet. Ha jól tudom bele van préselve a csavar és a stift elfordulás ellen tart (?). Próbáltam kipréselni, nem akart moccanni...
A hántolás létjogosultságát talán megbeszéltétek, a rám vonatkozó részre a válaszom: Mert be volt rágódva néhány helyen. Gyakorlás szempontjából jó lecke volt.
molnarfme: Azért mert nem tudom kiszedni a késtartó rögzítő csavart a szán öntvényből. Ennél fogva egy olyan sík etalon kellene a szán felső felületéhez amiben van egy furat. Namost a késtartó alja jó is lenne, ha nem ilyen lenne az enyém. Mondjuk mérsékelten értem hogy miért van leszedve kör alakra, gondolom senki másnak nem ilyen a késtartója (gépkönyvben is síknak tűnik az alja)...
Előzmény: Szalai György, 2020-01-08 07:48:15 [44790]



 Kiemelten jól látható a köszörű korong minősége, állapota okozta problémák is.
Kiemelten jól látható a köszörű korong minősége, állapota okozta problémák is.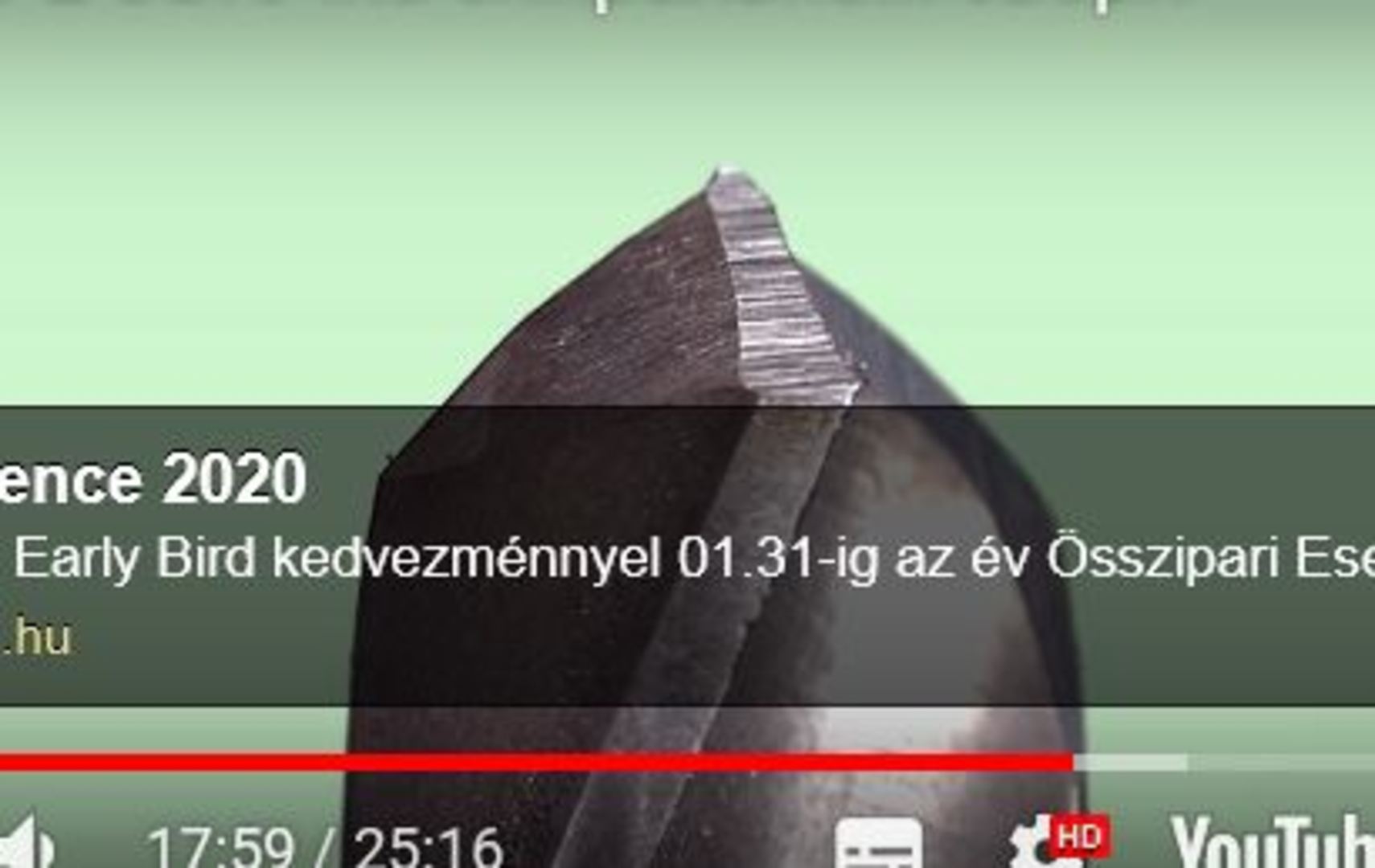








 ).
).