Gyémántnál és kb.15" felninél nagyjából az a technólógia adódik amit írtál. Az egyedi barázdákban rezgés nyomait vélem felfedezni, de mint írod be is rezonált, tehát a munkadarab merevség sem megfelelő. Több helyen kell megfogni, akár önmagához is kitámasztani, hogy ne tudjon deformálódni.
-tól -ig kipróbáltam szinte mindent, amit a gép produkálni képes. De ha nagyon alá vagy fölé mentem az optimális értéknek, az már látszott a forgácsképződésen is meg, vagy berezonált a felni, vagy már maszatolt a kés vagy "szőrösödött " a felület. A gyári erre célra gyártott gépek kb 800-1200 fordulaton 50-60mm/min előtolással 0,2 mm fogással mennek. ÁLLÍTÓLAG! Mert akinek van ilyen gyári gépe itthon , az nem hajlandó elárulni, a youtube videókból meg ennyit tudtam kilopkodni adatot.
De most hogy egyre többen mondják a főorsót....eszembe jutott, hogy pl ha végigmentem egy 0,2-es fogással és ugyanazon a vonalol visszaálltam a késsel, akkor is volt forgácsolás....
"minél lasabb az előtolás annál csúnyább a végeredmény" Mert a nagyobb erő hatására eltűnik a lógás valahonnan - pl. odakényszeríti a főorsót a támcsapágyhoz. (De én is csak ötletelek, - a fejesztergán* ,aminek 1mm-t lóg a főorsója hosszirányban tipikusan ugyan ezek a tünetek csak kicsit durvábban adódik elő. KT*)
Tapasztalatból mondom hogy, jól lehet használni egy cnc-sített esztergát az egyedi gyártásban is csak, meg kell tanulni kezelni. Ha mindkét tengelyen van mpg akkor könnyű pozícióba állni. Növekményes módban írt célkódokat kell használni, a lényeg hogy mindíg a kezdőpontba térjen vissza amikor befejezi a ciklust( vagy egy következő fogást megelőlegezve) mérsz és léptesz, adsz egy következő fogást, és közben finomíthatod az adatokat, az előtolást, a hosszt, a kúposságot stb... Kézzel indíthatod a főorsót, a hűtést, kezelheted a tokmányt, és a szegnyerget! Cserébe olyan eszméletlen pontosságot tudsz elérni könnyedén, hogy nem is gondoltad volna a gépedről. Nem tudod előre megadni egy menetvágás mélységét? csak egy fogást írsz növekményes módban, és akkor Te döntöd el hogy mikor mekkora fogás lesz a következő,közben próbálod az etalont. Hollanderből gondot okoz a furatmenetkést a fal előtt kivenni? egy ilyen fél cnc ciklussal nem okoz problémát. A Mach3-al inkrementális célkódokat használtam mindenféle feladatra, a LinuxCnc-vel már kicsit egyszerűbb mert a felületről lehet behívni az előre ide configurált ngcgui-kat, de ha éppen nincs kéznél valami akkor jók a régi inkrementek. A LinuxCnc nem felejti el a bejárt szerszámpályát, hanem pirossal mutatja és megőrzi mindaddig amíg ki nem törlöd, ez nagyon hasznos mert ha kicsit módosítasz a szerszámpályán és újból betöltöd, látszik az előzőhöz képest a változás,és az is ha kihagytál egy előjelet vagy ilyesmi, rögtön látszik az újrabetöltéskor hogy elgépelted. Szerintem építsd meg a cnc változatot.
Egy tipp: Írod hogy az ékléceket előfeszítetted, próbáld meg kicsit lazítani, ne legyen feszes. Néhai, öreg jó ismerősöm is mondogatta, hogy a szánok ne legyenek szorosak.
Üdv! Ismét egy kis segítséget kérek. Nem tudom hogy ide vagy a Mach3 topikba illik, így beteszem mindkettőbe..remélem nem baj. Az a alap probléma a következő.: Adott egy CNC-re átalakított hagyományos Stanko 1M63 pad. Csak alut forgácsolok vele (felniket) De képtelen vagyok elfogadható minőségű felületet esztergálni vele. PCD , gyémánt betétes késsel dolgozom, próbáltam már egy csomó típust élkialakítást, teljesen hegyestől a kör lapkáig .......millió féle előtális sebesség és fordulatszám kombinálásával. De soha nem sikerül homogén felületet létrehozni. Mindig keletkezik benne pár barázda aminek nem kellene ott lennie. Mellékelek képeket amin látszik a lényeg. Eleinte azt hittem hogy a letapogatási , vagy G kód hiba miatt ilyen a felület. De a mintaképen csak X irányú mozgás van, a Z tengely nem dolgozik.... Ékléceket előfeszítettem a szánok nem lógnak... Teljesen tanácstalan vagyok hogy hol lehet a hiba. Mechanika vagy elektronika esetleg softveres beállítási hiba. hátha van itt olyan öreg motoros aki találkozott már ilyen problémával. Előre is köszönöm a segítséget.
koferi | 166
2020-03-22 16:17:16
[45068]
Igazán nem célom ebből a gépből egy termelő CNC eszterga készítése. annyit szeretnék elérni, hogy a fogaskerék cserebere helyett legyen egy könnyebben beállítható, univerzálisabb előtolásom. Tetszik a videó amit küldtél, szeretnék is egy hasonlót csinálni.
nagyon tetszik az anyag befogó patronos megoldás! egyébként meg amit ki lehetett hozni a hobby kategóriából azt mind ki is hozta a muki masszív darab, nem volt semmi rezonálás...
Én ezt nem eröltetném, mert szerintem az nem fog menni hogy manuálisként is teljesen tudjad használni és CNC is legyen. Én első körben mivel a főorsó könnyen leszedhető átraknám egy ilyen kis gépre amit nem olyan bonyolult szerintem megépíteni addig is ezt tudod használni.
Sziasztok, Van egy HBM 250 X 550 Profi Norton Esztergám. Szeretném egy kicsit átalakítani és ebben kérném a véleményeteket, javaslataitokat. CNC átalakításon gondolkodom, de ha lehet nem veszteném el a manuálisan használhatóságot, ezért a trapézorsót megtartanám. Első körben szeretném az előtolást egy léptető motorral hajtani a fogaskerekek helyett. Egy 3Nm -es NEMA24 léptetőmotor elég lehet a célra? Szerintem a norton szekrényre nincs szükségem, még nem néztem bele hogy lehet kibelezni és közvetlenül meghajtani az orsót. Vettem a géphez egy SINO DRO szettet. Ennek a mérőlécét használva enkóderes léptetőmotor meghajtóval, vagy milyen zárthurkú megoldással lehetne pontosan mozgatni a szánt?
Gamos | 135
2020-03-18 08:14:22
[45060]
Ki van vizszintezve. De ezt is leellenőrzöm. Köszi a tippet.
Még egy dolog . Vizszintbe áll gép ?? Nem mozdult el ? Az is el tudja cseszni . Másik kollegám dolgozott két Rángec esztergán (háboru után Aradon gyártott edzett ágyas 3,5 tonnás jo kis masinák) , öntvény csöveket belsejét vették ki dugattyuhüvelynek . Mikor odakerült 0,04mm és 0,1mm volt a kúpolás , nem igazán hónolni való méretek . Nézte a gépeket mintha nem jól állnának . Szembeforditotta a két gépet (hogy ne kelljen kerülgetni feleslegesen , fogott egy vízmértéket (nem gépbeállítót) szintbe hozta mindkét gépet s lásd 0 és 0,01 lett a kúpolás .
Egy esztergályos ismerösöm dolgozott ilyen TOS gépen évtizedekig (ahol a föorsóház ugyanazon a szánon fekszik mint a szán ) szerszámkészítö mühelybe . A gépek öt évente teljes felujításra mentek : ágyazat felköszörülve , szán hozzá illesztve , kapcsolószekrény és Norton átnezve kopások kijavítva stb .
Általában rendben volt a gép míg egyszer nem volt jó a párhuzam . Mivel százával készitették a játék nélküli meneteket , morse , iso befogókat (és ujabb öt évig nem lehetett reklamálni) helyre kelett hozni . Viszaküldeni nem volt értelme köszörülni (mert egy fogásbol csinálták és jó szakik ) és idö sem mivel egy hónap kész kellett legyen .
Mit lehet tenni ? Föorsóház fel rézlemez ide rézlemez oda , föorsóház visza tüskével ellenörizni míg jó nem lett (ráment majd egy nap).
A köszörült etalon hiányában, elég ha befogunk egy 300mm hosszú átm 40-es köracélt, és a végén is, és a tokmány mellett is, kiizadunk' egy-egy századra pontos átmérőt! ezt aztán lehet órázni, biztosan pontos eredményt ad. Az én gépem is ilyen, egy prizmán van vezetve az ágyazattal! Az ágyazat tusírozást a szegnyereg prizmával kell kezdeni, mert ennek az eleje és a vége még gyári,és mivel kicsi a felület hamar elérhetjük a pontosságot. Az etalonunknak, ágyazat hosszúságúnak kell lennie,(különben nincs értelme) hogy párhuzamosan tudjuk fogyasztani a felületet, időnként a szegnyereg talpra fogatott mérőórával ellenőrizni kell a hobbi tüskénken, hogy merre haladunk,a vége felé a szegnyereg talpat is kezdjük hozzá tusírozni az ágyazathoz, és mérni, mérni, mérni a hobbi tüskén, ami még az előtt lett befogva és elkészítve hogy szédszedtük a gépet.
zozo | 5527
2020-03-15 20:26:31
[45055]
Igazad van, de első körben azért a beütött tüskét körbeforgatva és 3 ponton mérve az ütését, hamar eldől, alkalmas-e további mérésre. Ha nem üt pár századnál többet, akkor lehet az órát végigtolni a tetején és az oldalán.
Azt sem tudjuk még, hogy a főorsó csapágyazása milyen, lóg-e esetleg, a szánok kottyanás-mentesítve vannak-e, mert akkor megintcsak fals mérések lesznek.
Hellótok! Van egy tos sv 18 ra esztergám és az ágy hántolása után állítani kellene a főorsóházat, de nincs róla infóm. Tudna-e ebben valaki segíteni? Előre is köszi. Üdv.
TBS-TEAM | 3006
2020-03-12 21:47:29
[45047]
Ment 10 évet az durván 20Ft/ nap. (semmi nem tart örökké) Persze egyben kiadni fájdalmas is lehet. Az Optimumnak van raktáron 2 napon belül a kezedben és pont jó, dolgozhatsz a géppel és hozza a pénzt, vagy még heteket el lehet vele szarakodni vagy jó lesz vagy nem de az biztos. és az álló gép csak viszi a pénzt.
Persze a kérdés mennyire is fontos ez a gép? Ez csak az én gondolatom.
Szerintem keres valakit aki közel lakik Agisys Kft-hez. Szoktam tőlük alkatrészeket is vásárolni. Van nekik raktáron mindenféle csigahajtóművük. Lehet akad hozzá való kerék amin csak egy kicsit kell alakítani. De, ha nagyjából leméretezed akkor megnézetem. De azon se csodálkoznék, ha ez egy Bonfiglioli hajtómű lenne, vagy Motoriduttori.
Élvezet volt visszaolvasni a majd nyolc évvel ezelőtti történetet, a hozzá kapcsolódó postokat. A többit persze nem lekicsinyelve, csak egyet emelnék ki a sok közül: 'Mechanikai ötletek' téma, 10453. hozzászólás Egyébként megvan még a fúró/metsző páros, akkoriban sokat, azóta viszont...egyszer sem használtam. Akkor, nagy szolgálatot tett a munkád, önzetlen segítséged...köszi mégegyszer.
Ha megtalálod a képeket, tedd fel a táradba. A témához kapcsolódó videótok megtalálható a megosztón...
Esetleg valakinek itt a fórumon lenne a látókörében még javítható, de ennek ellenére leállított/selejtezett esetleg a MÉH-be szánt így "halálra ítélt", eladó menetköszörűgép, hátraeszterga? (vagy nem a témába vágó kovács légkalapács) Érdekelne, nyilván a fentieknek megfelelő áron. Nem termelésre kell, de feltétel, hogy üzemképessé tehető legyen.
Igen, igen a 2 óra valóban túlzás, de szerintem nem is ez itt a lényeg.
Nekem csak az a bajom, hogy sokszor sokan elfelejtik, hogy honnan jöttek. (persze én sem vagyok kivétel)
Nem mindig birtokoltuk a tudást és eszközöket.
És kisarkítva a dolgot pont ez egy olyan alkatrész, hogy ha a csigatengely már arrébb "pöckölgeti" a csigakereket már "működik" az a fűrész... Jellemzően mindegyik csigahajtóműnek ez a sorsa amíg átviszi a nyomatékot addig a kutya sem foglalkozik vele, és qrvára nem számít, hogy 4 vagy 5 tizedesjegyű a Pi értéke a modulszámításban.
Az igazság a kialakult vitában a véleményem szerint valahol félúton van.
Az egyedi csigamaró testét valóban le lehet gyártani esztergán. (Vonatkoztassunk el attól, hogy milyen cserekerekekkel.)
A hornyokat, és az alámunkálást is meg lehet csinálni edzetlen állapotban. Az más kérdés, hogy az előbbihez nem árt egy marógép, az utóbbit meg akár kézi erővel is meg lehet oldani. (Értelemszerűen a hajtás elméleti geometriai adatait mindenhol tartani kell, ez nem kérdés.)
Persze, semmiképpen nem szabadkézből, flexxel, viszont néhányszor használható szerszámot lehet készíteni.
Se a felület, se a geometria nem közelíti majd meg végeredményben az aláesztergált/köszörült szerszámot, de úgy sejtem ez esetben nem is követelmény.
Működőképes csigakereket fog tudni gyártani ezzel, az élettartam, pontosság, stb. az más kérdés.
És azt azért hozzáteszem, hogy ha a fentieket normálisan meg akarjuk csinálni, az nem két óra.






 , fogott egy vízmértéket (nem gépbeállítót) szintbe hozta mindkét gépet s lásd 0 és 0,01 lett a kúpolás .
, fogott egy vízmértéket (nem gépbeállítót) szintbe hozta mindkét gépet s lásd 0 és 0,01 lett a kúpolás .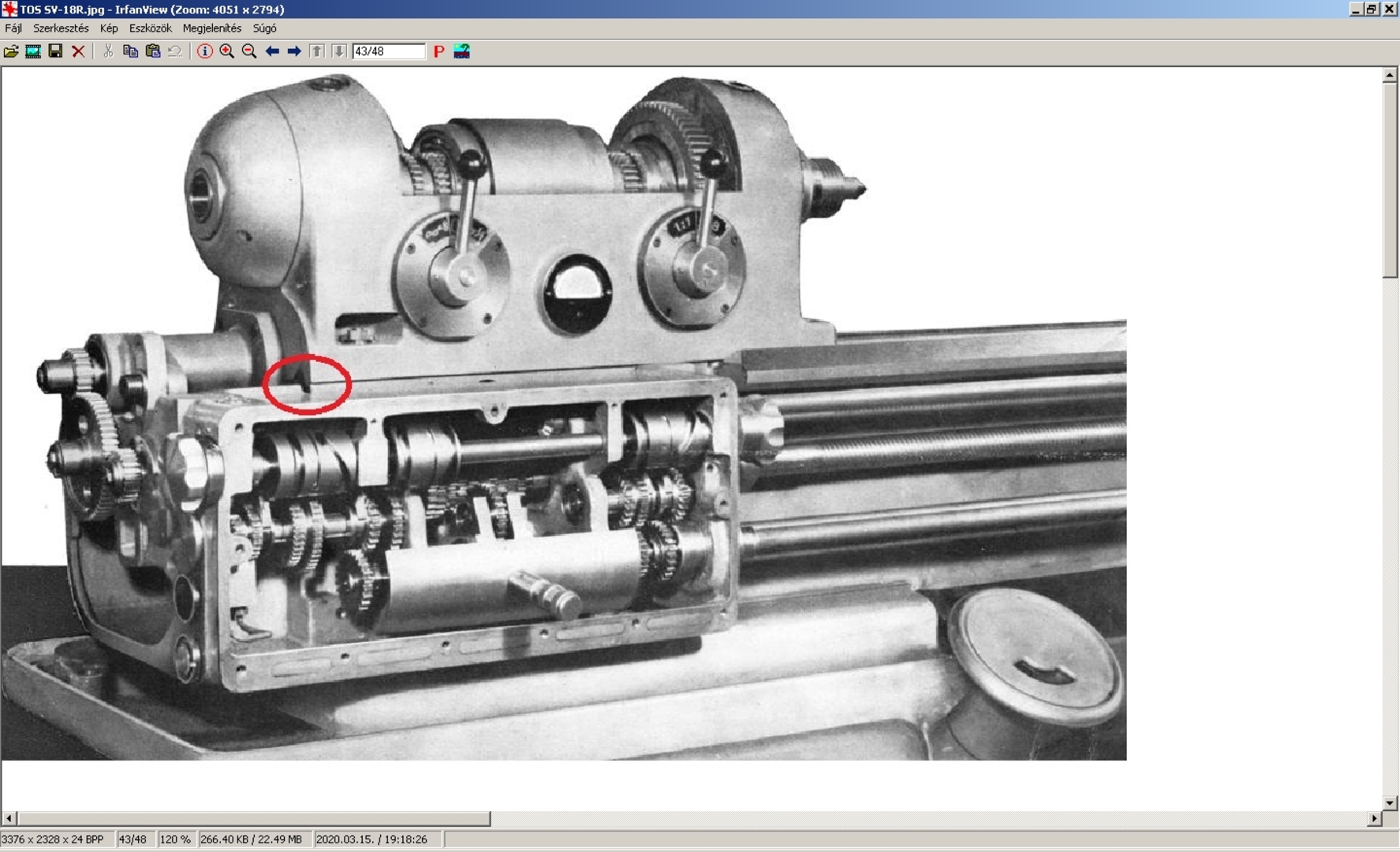

 Tudomásom szerint sehogy, és nem is kell.
Tudomásom szerint sehogy, és nem is kell. és az álló gép csak viszi a pénzt.
és az álló gép csak viszi a pénzt.



