Lenne egy kérdésem, mert nem értem miért működik úgy jól ahogy.
Szóval a 4-ik tengely fokokban van osztva. A szervon 1024-es encoder van és 50-es áttételű harmonic drive-ot hajt. Így egy fordulatra 51200 lépés kell, ha osztom 360-nal kijön egy szám ezt írtam be a step/unit ablakba. Viszont így nem működik jól. mert ha 360 fokot elküldöm akkor kevesebbet fordul .
Ha viszont 51-el számolok 50 helyett, akkor jó.
A kérdésem az, hogy ez miért van. Amúgy elfogadtam, tehát így használom.
Talán még annyi magyarázat, hogy az M3-nak azért kell bekapcsolva lennie a THC szabályzáshoz, mert különben a vezérlő nem tudná, hogy mikor kell várakoznia az ArcOK jelre. Úgy értem, hogy akkor ha az M3 kikapcsol, fej mondjuk felemel és átállás van másik pozícióra, olyankor is várakozna az ArcOK jelre, pedig az értelemszerűen nem fog megérkezni, hiszen ki van kapcsolva a gyújtás, mert az M3 kapcsolja a gyújtást. Szóval a vezérlő onnan tudja, hogy mikor kell várnia az ArcOK jelre, hogy az M3 gyújtás mikor van bekapcsolva. Remélem sikerült valamennyire érthetően leírni, már kicsit késő este van és bevettem a fogalmazásgátlómat.
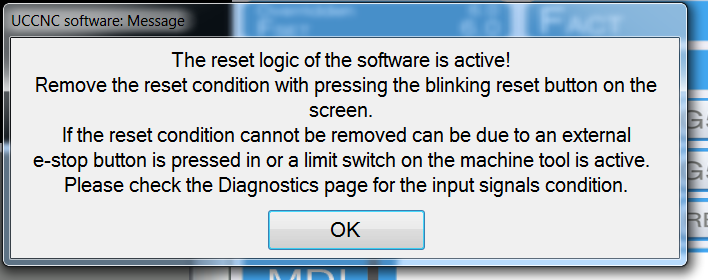
Üdv! Reset állapotban ha megnyomják pl a cycle start gombot vagy bármi más gombot, megjelenik az üzenet. A vészkapcsoló (hardware) visszaállítása után egy makroloop nyugtázza a Reset állapotot. A gép el is indul, működik utána. Monitor nélkül nem látják, hogy valamire kattintani kellene és az üzenet ott marad. Hibát nem okozott tesztelésnél de nem tudom az UC t nem zavarja e a működésben.
Az üzenetet azért kapod, mert (gondolom) egy makró van a triggerhez kötve, amit nem hajthat végre reset állapotban. Nem tudom, hogy gátolja-e a működést az üzenet (nincs nálam hardver, hogy kipróbáljam), de jobb lenne, ha nem lenne ott. A probléma megkerülhető, csak kicsit több információ kéne, hogy mikor mi történik.
Üdv! A vészkapcsoló lenyomása után ha a gépkezelő megnyom egy gombot (io trigger), értesítés jelenik meg (jelenne meg ha lenne monitora). A vészkapcsoló visszaállítása és nyugtázása után (nem a monitoron történik) az üzenet ablak továbbra is ott marad, a gép működik rendesen ettől függetlenül. Az ottmaradó üzenetablak okoz bármi problémát?
Az egyik barátom már kb1 éve használja az uccnc-t plazmavágóhoz és most THC -t szeretne hozzá csatlakoztatni. Az I/O setup nál beállította a portlábakat és a pipával engedélyezte a THC-t (relés) de a thc hiába kapcsolgatta a kimeneteit a program nem vette figyelembe , mit kell még csinálni hogy meglegyen az "együttműködés" ?
dezsoe | 2934
2019-02-04 19:49:56
[6435]
Szia!
Home érzékelőt mindenképpen javaslom. Például valami miatt megáll a munka, akkor csak egy rendesen megcsinált home érzékelővel tudsz pontosan visszaállni. (Gondolok arra, hogy elmegy az áram, vagy valami miatt reset-re fut.) Ha az érzékelő csak home-nak van kijelölve, akkor csak home-oláskor fogja figyelni, tehát semmi nem történik, ha később újra aktív lesz.
Eljutottam oda, hogy be van installálva a 4-ik tengely. Az X-el párhuzamos és forog. JOG és MPG-módban egyaránt.
A HOME szenzor még nincs installálva, végállás kapcsolót nem terveztem rá.
Kérdésem az, hogy kell e a HOME szenzor? Ha igen, akkor mi történik, abban az esetben, ha homolás után. Több mint egy egész fordulattal körbefordítom a tengelyt? Figyelembe veszi a home kapcsolót ismét vagy figyelmen kívül hagyja?
mazso1988 | 25
2019-02-03 17:38:57
[6433]
Közben megtaláltam a program telepítési mappájában.
Köszi szépen. És ezek a pozíciók előre definiáltak vagy nekünk kell megírni? Illetve a programban hol találni ezeket? Még nagyon az elején vagyunk elnézést ha alapvető dolgot kérdezek esetlegesen.
Van, a megfelelő makrók szerkesztésével. Van a P1 és P2 gomb, ami az M200 és M201 makrókat hívja, ez eddig két pozíció. Ezen kívül az M6 a szerszámcsere makrója, abba is írhatsz pozícióra állást, de ott azt is meg kell várnod, míg lezajlik a szerszámcsere.
Sziasztok. Most kezdtük használatba venni az UCCNC szoftvert UC300ETH-5LPT mozgásvezérlővel. És érdeklődnék, hogy van-e a programban lehetőség előre definiált pozíciók felvételére (Alaphelyzet, Szerszámcsere) pozíciókra gondolok? Vagy ezeket esetleg makróként kellene megírni?
CNCdrive | 449
2019-01-25 00:36:57
[6429]
Szia,
Na, akkor ráhibáztam ezek szerint. Mármint, hogy valami elfáradt/kilazult. Örülök, hogy meg lett a hiba.
Alaposan átnéztem mindent, megvan a hiba: Az RS485 betáp 5V vezetéke kilazult. Érdekes módon a plugin ennek ellenére működött, de gondolom túlterhelte a pc soros portját. Visszakötve normálisan, most már jó.
Sajnos a zaj az ilyen, valami kicsit elfárad mondjuk a frekiváltóban egy kondinak megnő a belső ellenállása, nagyobb lesz a zaj és kész a probléma. Az UCCNC nem veszi el az egeret a Windows-tól az biztos. De próbáld ki, tedd vissza a régi verziót amivel nem csinálta és látni fogod, hogy azzal is csinálni fogja...
Lehet, hogy nem verzió függő, elhiszem, de eddig nem csinálta. Az egér USB-s, az RS485 konverter pedig egy minőségi ADAM4520, közvetlenül a soros porton. Nem igazán értem.
Időközben sikerült e már feltárni a probléma forrását?
dezsoe | 2934
2019-01-22 19:02:56
[6423]
Nem, de nem is verziófüggő. Gondolom, hogy simán összeszed valami zajt, pl. az RS485-ön keresztül. Zajszűrés, árnyékolás, leválasztás vagy ezek kombinációja segíthet. Ajánlok figyelmedbe esetleg egy USB leválasztót, Antal Gábornak megoldotta egy csomó problémáját.
Feltettem a legutolsó "teszt verziót", és ezen azt vettem észre, hogy amikor indítom a marót a frekiváltóval, elmegy az egér. Fizikailag úgy érzékeli a windows, mintha kihúztam volna, (hangjelzés) majd mikor már teljesen felpörgött a motor, akkor visszakapcsolódik az egér, pár mp késleltetéssel (megint rendszer hanglejzés). A frekiváltó kínai, a plugin a HYPLUGIN.dll. Ez normális?
frob | 2339
2019-01-21 08:34:45
[6421]
Azért egy rpi 10-12e ből kijön, oké hogy ennyiért is van pc, de azon semmilyen cad , főleg a mostaniak nem fog elfutni, na meg ha az ember rá van kényszerítve akkor nem netezik a szerszámgépen vannak ügyes projectek amelyek igen jól gazdálkodnak rpi lehetőségeivel linux alatt és rögtön képfájlt adnak annak telepítésére, bár nem cnc de pl a kodi ilyen.
persze 1 fecske nem csinál nyarat, és ha pár emberen kívül nem érdekli ez a lehetőség másokat, akkor egyértelmű hogy nem fogtok vele foglalkozni, mi csak felvetettük, hogy jó lenne.
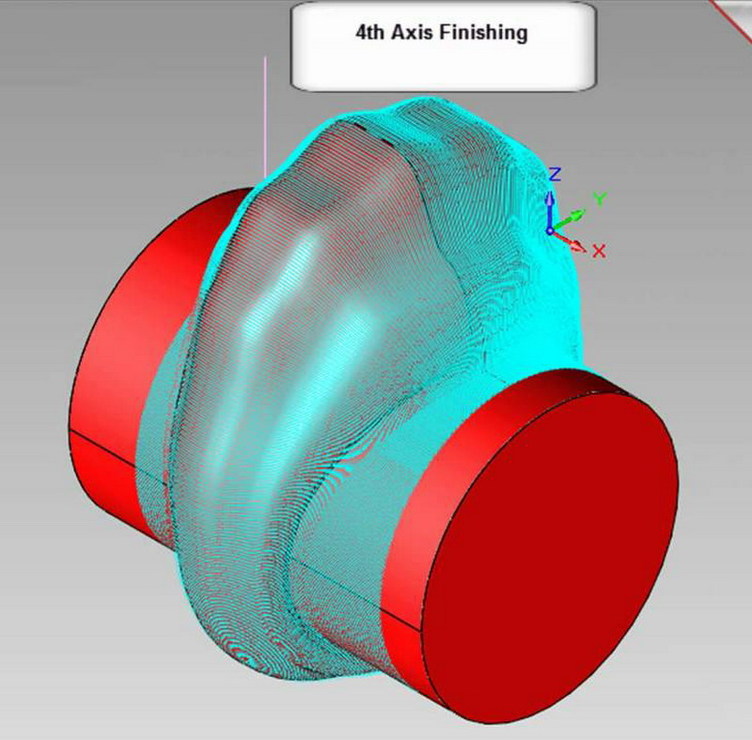
Nem nagyon értem, hogy mit jelent, hogy index3x és simítás4x, de értelemszerűen bármikor át lehet g-kódból kapcsolni G94-be, ha éppen arra van szükség. A G93, G94 és G95 egy g-kód modulusban van ugyanis, lehet köztük váltogatni bármikor.
Igen, erre való a G93, ami a videón van és szerintem akkor sikerült valamit elrontanunk amikor ezt kifejlesztettük a legutolsó teszt kiadásban, mert elég sok mindent át kellett alakítani miatta. Na de hamarosan megvizsgáljuk közelebbről és a következő teszt kiadásban javítva lesz.
G93/G94 na az érdekes lesz sokaknak még a 3tengelyes megmunkálás is nehezen megy , nem hogy 4!
Zsoltyfm | 134
2019-01-18 19:45:48
[6413]
Köszönöm a megerősítést, hogy nem én szúrok el valamit.
CNCdrive | 449
2019-01-18 19:36:24
[6412]
Szia,
Megnéztem és úgy látom a hiba az UCCNC 1.2108 teszt verzióban van. Egyelőre nem tudom, hogy mi lehet, de valószínű a most fejlesztett G93 ronthatott el valamit. Hamarosan megnézzük, de addig is ha gyártani szeretnél, akkor ahogy eddig is továbbra is a legfrissebb hivatalos kiadás használatát javasoljuk (weboldalunkról letölthető). Az 1.2108 egyelőre még teszt kiadás, lehetnek benne hibák, ahogy általában elő is fordulnak a teszt kiadásokban, mivel a szoftver meglehetősen bonyolult és sok újítást rakunk bele időről időre, amik elronthatnak más dolgokat, illetve nem biztos, hogy elsőre tökéletesre sikerülnek az új funkciók sem. Emiatt adjuk ki teszt verzióban a programot először, hogy az ilyesmik kiderüljenek. Szóval a hiba úgy tűnik az 1.2108 teszt verzióban van.
Nyugalomra semmi ok, a hiba nem nálad van. Egy vezérlőprogramnak nem lehet olyan, a fölhasználó felé nyitott beállítása, ami ilyen hibát okoz. (Ha van, az is hiba.)
Amint írtam, a gép, és az uccnc -ben a szerszám szinkronban mozog. Tehát az uccnc -ben is látom, hogy nem jó helyen mozog a szerszám. Próbáltam én is a demo módot, és ott valóban a vizualizációban a vonalon mutatja, hogy mozog a szerszám. Viszont ott is kicsit furcsállom, hogy azon az íven amit a gyakorlatban elront, a vizualizációban is látványosan gyorsabban meg végig az íveken mint máshol.
exup | 639
2019-01-18 18:11:24
[6409]
Én kíváncsiságból kipróbálnék valamit. Elvileg azt írtad, hogy a gkód rajz jól jelenik meg az uccnc-be...a mozgást roszul csinálja, de ilyenkor mutatja is, hogy rossz helyen jár....?! Én lehúznám a kártyát róla, indítanám demó módban alap beállításokkal (gondolom saját profilod van)...megnézném alap beállítással mit mozog. Nekem úgy teljesen jól.
Ennek igazán örülök, hogy mindenki talál benne kedvérevaólt, de én mitévő legyek, mert szeretném ezt rendesen megcsinálni. Esetleg valamelyik korábbi uccnc verziót próbáljam ki?
farkastibor | 670
2019-01-17 23:47:59
[6407]
Az én kedvencem a kód eleje , értem hogy lézer de akkor is egy G91.1/G90.1 (ha már van; I,J ) ----------------------------------------------- T1 G17 G21 G0Z20.000 G0X0.000Y0.000
Nem feltétlen irreális az, csak elvileg a te géped a tizedét tudja. Gondolom uccnc-be is a 4000 van beállítva a tengelyekhez. Ezeket meg valahol neked kellett megadni és az alapján generálta. Ez nem jelenti azt, hogy a végeredmény javulna, csak érdekes.