a frekiváltótól függ hogy a nyomatékod hogy alakul, és még mielőtt valaki lehurrog, hozzátenném hogy csak akkor ha van tacho a moci seggén, így tulajdonképen nem frekit, hanem fordulatszámot állítasz be, de azok azért már drágább kategória... mert gyorsan kell tudnia reagálnia a frkiváltónak a fordulatszám-teljesítmény változásokra
ezért is lehet látni, hogy sokan kicserélik szervóra a főmotort, mert a szervó hajtások élből tudják ezt
csak hát na 1.5kW -os szervó és a hajtás, nem apró pénz de LoneWolf nál szoktak érdekes dolgok megjelenni, hátha szerencséd lesz...
Abban tudtok segíteni, hogy hol esetleg milyen gyártmányú 3 fázisú 1kW körüli motort érdemes venni az esztergámra? Van ezek között lényegi különbség, gondolok itt pl. a csapágyazásra.
Szia! Igen tudom, hogy ez nem ipari berendezés. Egy kis műszerész esztergára akarom tenni , ahol nem lesz folyadékhűtés. Van egy nagyobb esztergám, amin normális DRO van.
Ez lesz felújítva, amire szántam az hobby útmérőt. az üvegléces el sem férne. A másik már készen van.
Ha ilyen léccel akarsz építeni, akkor szerintem felejtős. A legkisebb olajos szennyeződésre is feladja a harcot. Én esztergán használtam volna, akárhogy leburkoltam, nem tudtam megvédeni az emulziótól, kicsit unalmassá vált a tisztogatás, mígnem elszakadt a kábele is, és lemondtam róla.
Üdv Mindenkinek. Szeretnék egy két dolgot megosztani veletek. Amikor az első fogást csinálod az a lakk az mehet 0.5-1mm-ig. Amikor tiszta az anyag utána 0,02 fogás 20 előtolás 650 fordulat. Vindolával kenjed ahol a kés hozzá fér.A kés gyémánt lapka legyen. 8 rádiusszal. Cserébe kérnék letapogatáshoz ötleteket. Ha a tapogató ami 1 milliméteren belül 4-szer vesz mintát az 16 collos felnin 1.5 óra. Nekem ezt kéne felgyorsítani.Meg simábbá varázsolni.
Végülis persze, jó a vezérorsó, a golyós akkor segítség, ha jobbos-balos késsel is kell dolgozni egy megfogásból.
Előzmény: ANTAL GÁBOR, 2020-03-23 13:38:36 [45101]
zozo | 5527
2020-03-23 16:17:59
[45108]
Ezt a 125-től 2000 1/perc tartományt az 1400 rpm-es motor 1:1 hajtással is tudja frekiváltóval, de én feleslegesnek tartom a nagyobb motort. Azzal sem fogsz 60-as átmérőre menetet vágni 125-ös fordulaton, negyedelni kell a fordulatot mechanikusan. Akkor meg minek a nagyobb motor, no és minek a frekiváltó? Teljesen jó az a gyári rpm tartomány.
Az ékszíjtárcsát megtartanám, de mivel nem találtam a benne lévő motorral megegyező méretű talpas motort mindenféleképpen kell valami átalakítást csinálnom. most egy 850W-os 1400 rpm. motor van benne, gondoltam rakok bele egy 1.5KW os motort és így kisebb lesz az eredetihez képest a nyomatékváltozás. Viszont nem tudom milyen határok között tudom használható nyomatékkal változtatni egy ilyen motor fordulatszámát?
Valóban nincs eszterga felület ,de egy kis (fejbeli) koordinátatranszformáció , egy kis ügyeskedés a step/ unit ban és megy (Rádiusz üzemben a G2/G3 is működik ) Én a trükkösebb dolgoknál mindíg CNC t használok ( Kúp. kúpos menet, menet , gömb ) Felesleges a zárt hurok. Mikor kell egy megmunkálási cikluson belül ( a végpontokat leszámítva) (és fogásban! )irányt váltania a Z nek ????
A linux is járható de a zárt hurkot ott is elvetném ( bele tört abba már néhány igencsak profi kolléga bicskája )
A backless ről : vakulj magyar ! Jó jó de nem az igazi . Nekem a golyósorsóval CNC sített ipari marómnál van egy kis kottyanás ( mert a hajtás nem középen hanem a szélén van ) Hosszas kísérletezéssel úgy ahogy kottyanás mentesítettem de illesztett csapágyhelyet azért nem maróznék
Csináltam egy CNC marógépet, ahol UCCNC-t használok UC300ETH kártyával, erre rá tudnám rakni az eszterga vezérlését is. Én úgy tudtam, hogy az UCCNC-nek nincs eszterga specifikus profilja, vagy nem jól emlékszem? Az UCCNC-nél az AXES SETUP-ban van egy Backlash distance, amivel be lehet állítani a kottyanást. Szerintem én is meghagyom a vezérorsót, és gondolkodok a zárthurkú megoldáson, ami megoldhat minden kottyanás problémát.
Előzmény: ANTAL GÁBOR, 2020-03-23 13:38:36 [45101]
szpinya | 172
2020-03-23 13:42:51
[45102]
Ebédidő helyzetjelentés. Alakul a dolog. A tokmány nem lóg...120 fokonként mértem 1:5 arányú 150 cm -es erőkarral, először csak 10kg súllyal a végén, de úgy tök 0 mindhárom ponton mérve, majd a rácsimpajszkodtam én a rúdra 93 kg.....így volt 1 század az egyik ponton. Ja előtte kb 20 percet hagytam járni a gépet. Mert tegnap tök hidegen volt benne 2-4-6 század is. Tengelyirányban viszont volt benne 12 század összesen. Ezt úgy mértem ki hogy a szegnyeregbe fogtam egy nagyméretű fúrószárat és ezt szorítottam meg a tokmánnyal....majd a szegnyereg tekergetésével rángattam a fóorsót ki és be. Szerencsére az orosz mesterek annó gondoltak erre problémára. A főorsó túlsó végén levő körmös anyával szépen utána lehetett állítani. Így most nagyon erőltetve van benne 1 század tengelyirányban. Az így esztergált sík felület már fényévekre van a tegnapitól. Délután a szánok jönnek, és a kontútrok esztergálása.
ANTAL GÁBOR | 4685
2020-03-23 13:38:36
[45101]
Nekem 2 gépem is a vezérorsóval lett CNC sítve . Valóban van kottyanás , de mindig ráfutással kezdem a -Z irányú mozgást . Korrekt meneteket ( kúpos rotary menet) gyártok.Nálam nem életszerű hogy a Z mozgásban irányváltás legyen ( kivétel a mozgás ill a menet vége )
Miért lenne rosszabb egy "kotyogós " külső hajtású (CNC-sített) vezérorsóval egy menet mint egy Nortonnal hajtott megoldás ???. ( (UCCNC t használok aminél köztudott hogy korrekt a szinkronizáció) Nemrég csináltam mérőórás tesztet : a kottyanás kivétele (ráfutás) után 0.01 mm et programoztam és mértem az elmozdulást ( 0.01mm-t detektáltam )
„ha nekiállok akkor lecserélni frekiváltósra a motort és gondoltam kidobom a fogaskerekeket.”
Sem az ékszíj tárcsákat, sem a fogaskerekeket nem dobnám ki. Frekiváltó mellett sem baj, ha fizikailag is tudsz áttételt módosítani. (Alacsony fordulaton frekiváltóval kisebb nyomatékod lesz)
„Itt az a dilemmám, hogy ha nem cserélem golyósorsóra a főorsót az milyen hátrányokkal jár. ”
A trapézmenetes vezérorsó sohasem volt/lesz kottyanásmentes, ellentétben a golyós orsóval. Ráadásul változó a kottyanás más-más helyen, így szoftveresen se nagyon lehet korrigálni. Azt az ABC felező-negyedelő hajtást is hagynám, a vezérorsót a szegnyereg felől kéne inkább meghajtani.
„Ha állítok a prizmán a golyósorsó nem szorul meg? ”
Miért szorulna? Gondolom az ékléc állításra gondolsz. A szán egyik oldala mindig ütközik, úgy kell az orsó csapágyakat is elhelyezni. Az ékléc állítása század mm-eket jelent a szoros/laza átmenetet illetően, hacsak nincs agyonkopva.
arra tippelnék még hogy az a kés tartó szán billen, fordul, mivel nem egy teli felületet kell megmunkálni, minden egyes alkalommal ütést kap... és ha jól megnézem a sík felületnél , tehát nem a küllőknél hanem a szélén sokkal kisebb ez a probléma, mert akkor folyamatosan feszül neki a kés az adott pozíciónak
lehet, csak gondolkodom, hogy nem is eszterga kés kellene, hanem egy köszörű support, de marótárcsával mondjuk alu miatt, jó nagy tárcsa kellene és sok sok kenés.
minden esetre jól fel kellene pörgetni a kerekentyűt, hogy a rezonanciafrekvencia fentebb kússzon, így a késtartó tömegnövelése megoldást hozhat akár a kotyogás ellen is, amivel ha nagyon kicsi másképpen nem tudsz mit kezdeni vele csak úgy hogy a késtartó tömegét megnöveled, akár úgy hogy ráraksz egy 10kg os plusz súlyt amikor a megmunkálás folyik, az az megfeszíted egy erőkarral, kivéve a kotyogást...
Ha már ennyire belemerülünk a CNC témába, van olyan szoftver amelyik a be digitalizált pontokból CAD file-t tud előállítani?
szpinya | 172
2020-03-23 09:45:43
[45089]
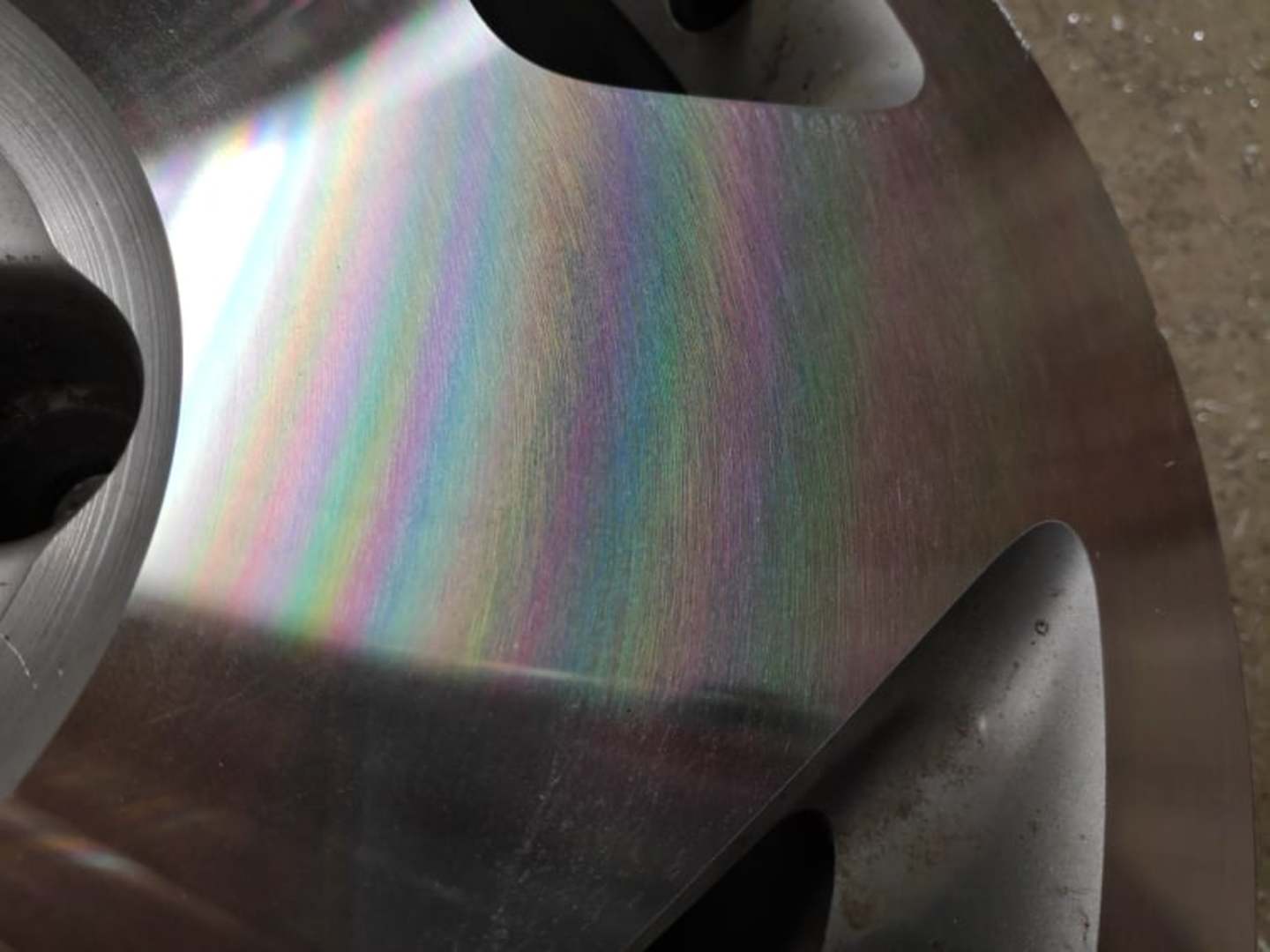
Valószinűleg nem a letapogatási és léptetési pontossággal van baj. A netes videók 80-90%-ában 0.2-0.5 mm léptékezéssel feszik fel a felni kontúrját. Aztán van amelyik géphez van korrekciós program ami simít a kontúron. Én ezt most a Cimco Edit-el tudom korrigálni ha kell. Bár az lenne a tuti ha lenne olyan ingyenes kis progi ami a sok kis g1 kódú vonalszakaszokból tudna generálni egy megfelelő Spline-t, vagy g2 g3 körívet. Mert amit tegnap először tettem fel képeket az egy teljesen sík felület..vagyis g1 x139 f200 kód van csak a null pontból indulva. Szóval nincs léptetés.. Mégis barázdált a felület. Most megyek ki a műhelybe és végigmérem az főorsót és szánok lógását kotyogását. Estefelé majd referálok....
Egy alumíniumrudat paláston esztergálva milyen a felület (támasztás nélkül) ? Hátsó késtartóval hátrafelé esztergálva milyen az esztergált homlokfelület?
amit észrevettem a videó alapján 6:15 től látszik a g kód, bőven 0.05 lépések láthatók, van amikor még kevesebbek is Utána megnéztem a feltérképezést, maga a tapintó nagyon jópofa, masszív cucc, viszont kb 1mm lépésekben megy... Igen ám, de utána van egy szuper interpoláció, tehát kell egy interpolált heigtmap. tehát kell egy jó kis sw, sztem sok ingyenes tudhatja ezt, főleg pcb marós dolgok és miután megvan a nagy pontosságú térkép, mezei egyszerűen egy egyenest kell vele maratni pontosabban a felületnél annyival mélyebbet amit kíván a felni
A felületedben szerintem leginkább a túl nagy lépések látszanak, a kés átfogja tehát leszedi a felületet, de lépcsős, mert nem "analóg" hanem erőteljesen "digitális" a lépés ügye analóg sose lesz, de erőteljesen közelíteni kell, ezért baromi sok digitális adat kell hogy megközelítsük, és ez látszik is azon a 40-50soron amit a videó képernyőjén láthatunk
Meg is számoltam 1mm többnyire 16-18 sorra bont fel!!!
na ez az ami nem mindegy!!!!! 6.17sec és számolj( már mint a videóban)
Előzmény: Rabb Ferenc, 2020-03-22 20:47:22 [45082]
svejk | 33157
2020-03-23 06:49:08
[45084]
"a LinuxCNC be tudja-e olvasni az útmérő jelét és korrigálni a léptetést."
Tudtommal igen, de kell hozzá egy-két PCI-os kártya még, ami a 100 ezres nagyságot veri.
No meg nem kevés Linux CNC ismeret. (de informatikusként ez gondolom nem gond neked)
Mekkora esztergát vettél? Mivel a CNC eszetergálás az esetek döntő hányadában relatív kisméretű alkatrészek gyártásában merül ki amihez ritkán kell pl. szegnyereg, ezért ha a méretek engedik én egy kisebb CNC-sített plusz X-Z egység felszerelésében látom a középutat ahhoz hogy megmaradjon a hagyományos rész is.
Köszönöm a tanácsokat. Az a végcél, hogy CNC-sítsem, de egyenlőre egy gyorsabb átmeneti megoldáson gondolkodtam. Van hozzá egy SINO útmérő szettem, azt akarom feltenni, (már fél éve a polcon) ha nekiállok akkor lecserélni frekiváltósra a motort és gondoltam kidobom a fogaskerekeket. Ez meglehet 3-4 nap alatt. Sajnos most nagyobb átalakításra nincs időm. Itt az a dilemmám, hogy ha nem cserélem golyósorsóra a főorsót az milyen hátrányokkal jár. Egyszer gondolom a pontosság és talán az élettartam. Itt gondolkodtam el azon, hogy ha úgyis lesz rajta egy útmérő, annak a jelét felhasználva egy zárthurkú vezérlés működhetne. Nem tudom van-e olyan léptetőmotor vezérlő ahol össze lehet paraméterezni a motorral az útmérő jelét és a kottyanási hibát. Vagy pl. a LinuxCNC be tudja-e olvasni az útmérő jelét és korrigálni a léptetést. Másik dilemmám a keresztszán, viszonylag egyszerűen cserélhető benne a trapézorsó golyósorsóra, de hogy a legpraktikusabb meghajtani? A kézikerék oldalról macerásabbnak tűnik és nehezebb megtalálni a léptetőmotor helyét. A hátsó oldalon tűnik praktikusnak. Mindkét eset, felvet bennem egy kérdést, főleg a második. Ha állítok a prizmán a golyósorsó nem szorul meg? Vagy ilyenkor mindig a csapágyakat is újra fel kell lazítani és beállítani? Vagy ezt csak én látom problémának tapasztalat hiányában? Elnézést ha nem szakszerűen fogalmazok, mentségemre legyen, hogy informatikus vagyok, másfél éve vettem ezt az esztergát, két hónapja a marógépet és mostanában csapott meg a gépépítési mánia.
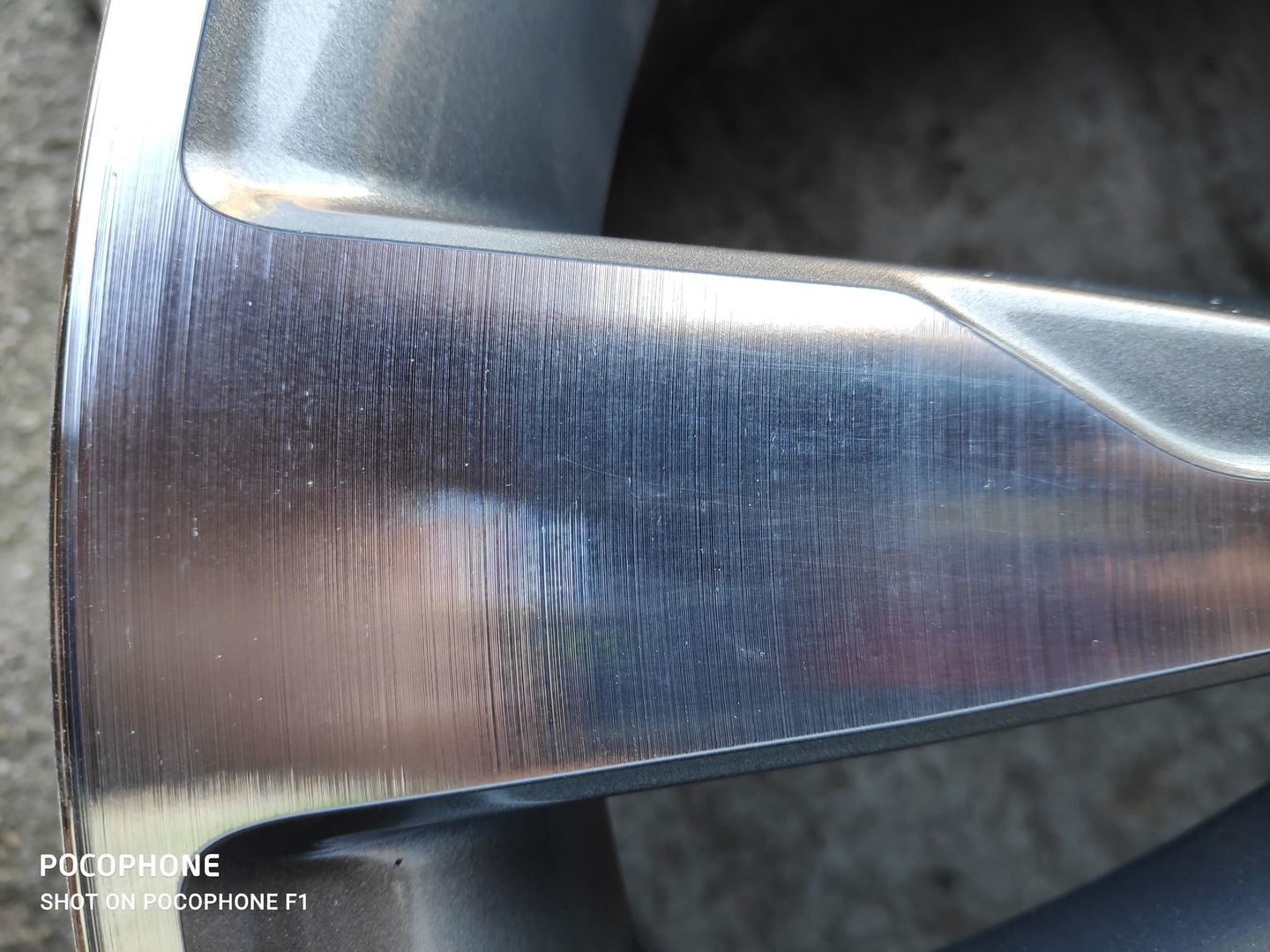
https://www.youtube.com/watch?v=hy8_MGN8HTg Ezen a videón pontosan látszik, hogy milyennek is kell lenni a végeredménynek.....kicsit az előtolási sebességet is lehet számolni a látottak alapján. Ehhez képest, majdnem ugyanilyen felnivel nekem ez lessz a vége...