Az említett típusok bármelyikétől jobb, feltéve hogy nem egy méhtelepi szökevényt sóznak a nyakadba, vagy egy megtévedt hobbista általi felújítást követően kerül a piacra.
Köszönöm, tehát a mai modern hobby esztergák (quantum, optimum, knuth) csak precízebbek, de ua. a funkciók. Nincs valami +, ami miatt ezekre kell gyűjteni?
EAN 170 tulajdonság+. Tudja valaki, hogy mely funkció hiányzik az ean 170-esből, ami nélkül egy szorgos amatőr nem tud meglenni? Esztergát keresek, de elakadtam ott, hogy az ean 170 "kicsi, savanyú, de a miénk".
Thomas35 | 80
2020-05-18 18:49:46
[45273]
Tisztelt Tagok!
Nagy és kisméretű, hagyományos és cnc gépekkel, vállalom alkatrészek esztergálását, forgástestek, tengelyek, csapok, orsók, egyéb munkadarabok kivitelezését. Alapvetően egyedi gyártással foglalkozom, de természetesen megoldható a kisszériás vagy nagydarabszámú gyártás is. A gépek c tengellyel rendelkeznek, így pozíciófúrások, kisebb marások is elvégezhetők! Korrekt , minőségi munka, gyors határidők. Bármilyen kérdésre privát üzenetben szívesen válaszolok! Helyileg Kecskeméten munkàlkodom! Köszönöm szépen !
Üdv: Thomas
Virbo | 1138
2020-05-15 17:15:25
[45272]
Én meg hoszabb négyszög anyagot, csak furatkést.
Mindegy, a forgalmazó kicserélte a szóbanforgó három betétet, de visszavette volna az egész készletet ha kérem.
Mivel szükségem van késtartóra, ebben az árkategóriában talán belefér nekem ennyi. Remélem nem lesz gond használhatóság szempontjából.
Előzmény: Varga László, 2020-05-15 15:52:48 [45271]
Varga László | 1234
2020-05-15 15:52:48
[45271]
Mindegy mit, csak valamit mégis.A semmitől a rongy is jobb Hirtelen én sem találok 2mm alu lemezt.
Nem láttam még ilyet közelről . De ha nem egyformán fekszenek fel a betétek ,akkor szerintem nem igazán van min gondolkodni . Akár hőkezelés is elhúzhatta , de hát az nem a Te problémád kellene hogy legyen
Az a betét még csak-csak, de van három ami szerintem eléggé problémás :
Nem szeretném satuba befogni, a kereskedő kérésére használatban se tudtam kipróbálni.
Előzmény: Varga László, 2020-05-15 05:31:19 [45267]
Kopirnyák | 2705
2020-05-15 08:31:01
[45268]
Nem rongyot teszünk , 2mm alulemezt puhapofának. Így a szorítás is megfelelő, a munkadarab pedig nem sérül.
Előzmény: Varga László, 2020-05-15 05:31:19 [45267]
Varga László | 1234
2020-05-15 05:31:19
[45267]
Így elnézve terhelés hatására még billenhet is . Fog be egy satuba (pofák és a késtartód közé tégy rongyot) ,tegyél be a kés helyére egy hosszabb négyszög anyagot és mozgasd meg,és minden kiderül.
Beszereztem egy (nyilván) kínai, A méretű Multifix késtartót az E2N gépemre. Méretileg stimmelne is, viszint ahogy elpucoltam a gyári zsírtól elkezdtem nézegetni.
Az a gondom, hogy a betétek és alaptest felfekvő felületei alig találkoznak egymással, elég sok helyen fényrés van és nem is kicsik. A betétek bordái sem köszörültek. Nekem ez így nem annyira tetszik. Sajnos a visszaállási pontosságot nem tudom jelenleg kipróbálni mert nincs M14-es anyám ami odaférne...
Mit gondoltok ez így vajon használható lesz, vagy csak kapirgálni fogok tudni? (Hazai forgalmazós beszerzés.)
hehe! De milyen varrógép!!? Nagyon pofás kis formája van, azért tartottam meg, mert ha lesz egy kis időm, csinálok belőle egy kis dísztraktort. Valami hasonlót mint a képen.
Hát még az sem. Ez egyébként egy E1N kategóriájú gép 750 és csúcstáv, viszont kivehető ágyrésszel, így nagyobb dolgok is kB 500 mm elforog 200 mm hosszon, 25 mm az áteresztése.
Sziasztok! Azt az oldalt keresem, ahol elég sok eszterga van archívumban, mert nem tudok beazonosítani egy gépet.
Erről van szó, hátha valaki ismeri, tudom hiányos egy kicsikét.
Hanks | 110
2020-05-09 11:44:55
[45253]
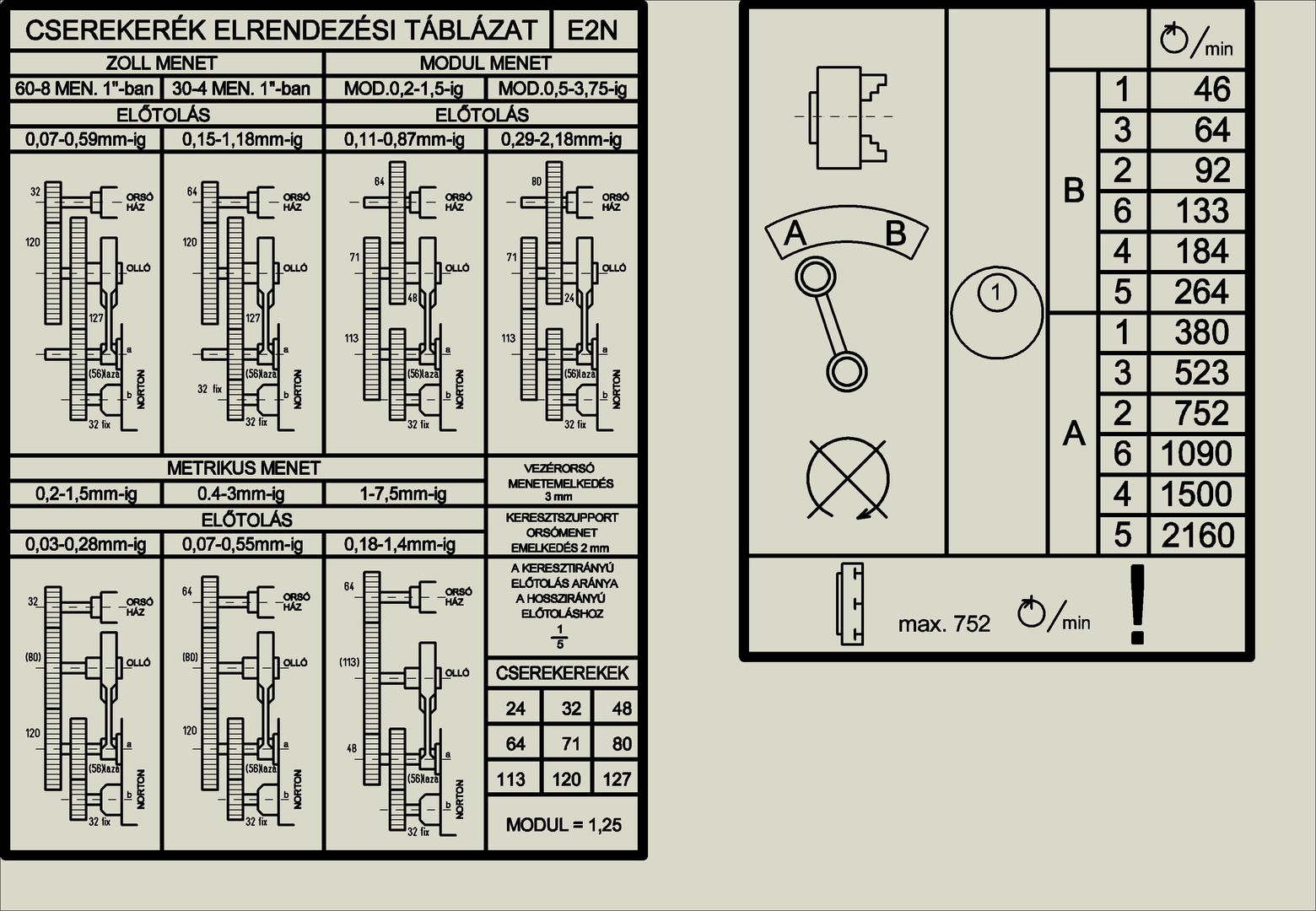
Köszi szépen! Az E2N táblázata is hasonló elrendezést mutat. Még nem néztem át teljesen, de a withwort menet része amit néztem és kipróbáltam az pont ugyan az az elrendezés.
Még annyit, a bal felső metrikus menet, alatta lévő whitworth menet, a legalsó fogaskereket gondolom azért nem írja, mert az a 127-es váltókerék. (ez kiderül a fő táblázatból)
A jobb felső és az alatta lévő modulmenet, azt nem igazán tudom kivenni, hogy milyen esetben melyik verzió él. Gondolom, ez lesz a legutolsó az életedben, hogy modulmenetet vágj, de az ember mindig csinál egy próbavágást valamilyen anyagra és ellenőrzi, mielőtt a megmunkált anyagot befogná.
Ja, jut eszembe, -ez félnortonos gép? Mert akkor nem pont úgy van ahogyan írtam. Ez esetben a középső tengely is behajthat a váltóműbe. Viszont ebből a móricka rajzból kitalálható, hogyan működik metrikus, modul whithworth menetek esetén.
Ez mindig így működik, ez táblázat sem kell. Ha 3 kerék kell csak, akkor A hajtja C-t és a B kerék csak átviszi a hajtást, fogszáma kb. érték, ami épp közéjük fér. Ilyenkor egy síkban van a 3 kerék.
Ha A_B_C_D kereket ír az emelkedéseket részletező táblázat, akkor A hajtja B-t, C egy tengelyen van B-vel, egymás mellett, C pedig hajtja a D-t. Ilyenkor tehát két síkban fut a hajtás.
Sziasztok! E3N-01 cserekerék elrendezési táblázatot keresek, a Csuhás féle gépkönyvből sajnos nem tudom kibogarászni. Ha valakinek megvan a gépén, egy fényképet hagy kérjek róla. Előre is köszönöm.
DonElvis | 45
2020-05-07 10:33:39
[45247]
Hirtelen két képet találtam a telefonomon, az egyik a csatlakoztatott motor, a másik pedig a vezérlője. Ha legközelebb leszedem a burkolatot, csonálok képet a motor és a tengely kapcsolatáról (nem nagy truváj, egyszerű kuplung).
Természetesen nem vágok vele így menetet. Direkt úgy történt az átalakítás, hogy a fogaskerekes mechanizmut 3 perc alatt vissza lehessen pakolni az orsóházba.
Szia. Megköszönném, ha küldenél képeket, mert minél többet látok, annál szélesebben látom ezt a világot. Amúgy én frekiváltóval oldom meg a sebességet.
Ahogy előttem írták a hozzáértőbbek, menetvágásra alkalmassá tenni ezt a gépet nem érdemes, van egyszerűbb és olcsóbb megoldása annak. (Nem feltétlen kell késsel vágni a menetet).
Az én gépem egy Expert XLT 400-as, amiben van előtolás, ahol a fogaskerekek cserélgetésével kell beállítani az előtolás sebességét. Nos én ezt untam meg, és alakítottam át a gépet úgy, hogy egy 24V-os csigahajtúműves motort raktam kuplunggal az előtolás tengelyére. Csináltam egy 5-50V változtatható polaritású tápegységet a motorhoz, igy a feszültség válltoztatásával tudom állítani az előtolás sebességét fokozatmentesen, és egy 3 állású kapcsolóval az irányát is. A tápegység panelműszerén látszik a pillanatnyi feszültség és áramfelvétel, így eléggé nagy fordulatszám tartományt tudok biztosítani a csigahajtóműves motornak. Ha érdekel, küldhetek képeket.
Gondoltam én is a léptető motorra. de akkor, hogy oldom meg a főorsó, amit most egy három fázisú motor hajt meg frekvenciaváltóval, hogy a főorsó és ez a menetorsó szinkronba tudjon működni?
Ezt a gépet mechanikusan átalakítani menetvágáshoz és gépi előtoláshoz mondhatni, lehetetlen, de ha mégis erőltetnénk, a gép értékének 3-szorosába kerülne. Sok marós és esztergályos munka, plusz az alkatrész ár.
Ha ragaszkodsz hozzá, akkor sokkal értelmesebb és olcsóbb megoldani léptető motorral a hajtást.
Ha a gépet továbbadnád, fenti esetben buknád a sok mechanikus alakítási költséget, mert a kutya nem fizetné meg tizedét sem, mivel nem jelentős értéknövelése ennek a gépnek.
Amennyiben léptetőmotorosra alakítod, de túladnál rajta, több az értéknövekedése, vagy egyszerűen visszaalakítod jelenlegi állapotába, a felhasznált CNC-sítési anyagokat hasznosítod máshova, az sem vész kárba.
Üdv. A gép stabilitásátol függ minden. Ha nincs norton váltod akkor nagyon sokfogaskerékre lessz szükgéged ahoz hogy előtolás és menetvágás is megvalositható legyen. FERENC
KERESEK! Géptalpakat vennék a TOS SV18-as esztergám alá. A privát elérhetőségeimen keressetek!
Köszönöm!
csakyt | 544
2020-04-29 15:54:56
[45232]
Normál meneteket. Tudom, hogy kell hozzá pár darab fogaskerék, de előbb tudnom kellene a vezérorsó menetemelkedését, hogy milyent érdemes rátenni. De ahogy olvasom, a 3mm-est javasolják.
Nem léptető motorral akarom megoldani. A főorsó hajtaná meg az áttételt, így egy főorsó fordulathoz képest szeretném megoldani az előtolást fogaskerekes áttételes megoldással. Így menetet is tudnék vágni.



 :
: , 2mm alulemezt puhapofának. Így a szorítás is megfelelő, a munkadarab pedig nem sérül.
, 2mm alulemezt puhapofának. Így a szorítás is megfelelő, a munkadarab pedig nem sérül.



 Nagyon pofás kis formája van, azért tartottam meg, mert ha lesz egy kis időm, csinálok belőle egy kis dísztraktort.
Nagyon pofás kis formája van, azért tartottam meg, mert ha lesz egy kis időm, csinálok belőle egy kis dísztraktort.