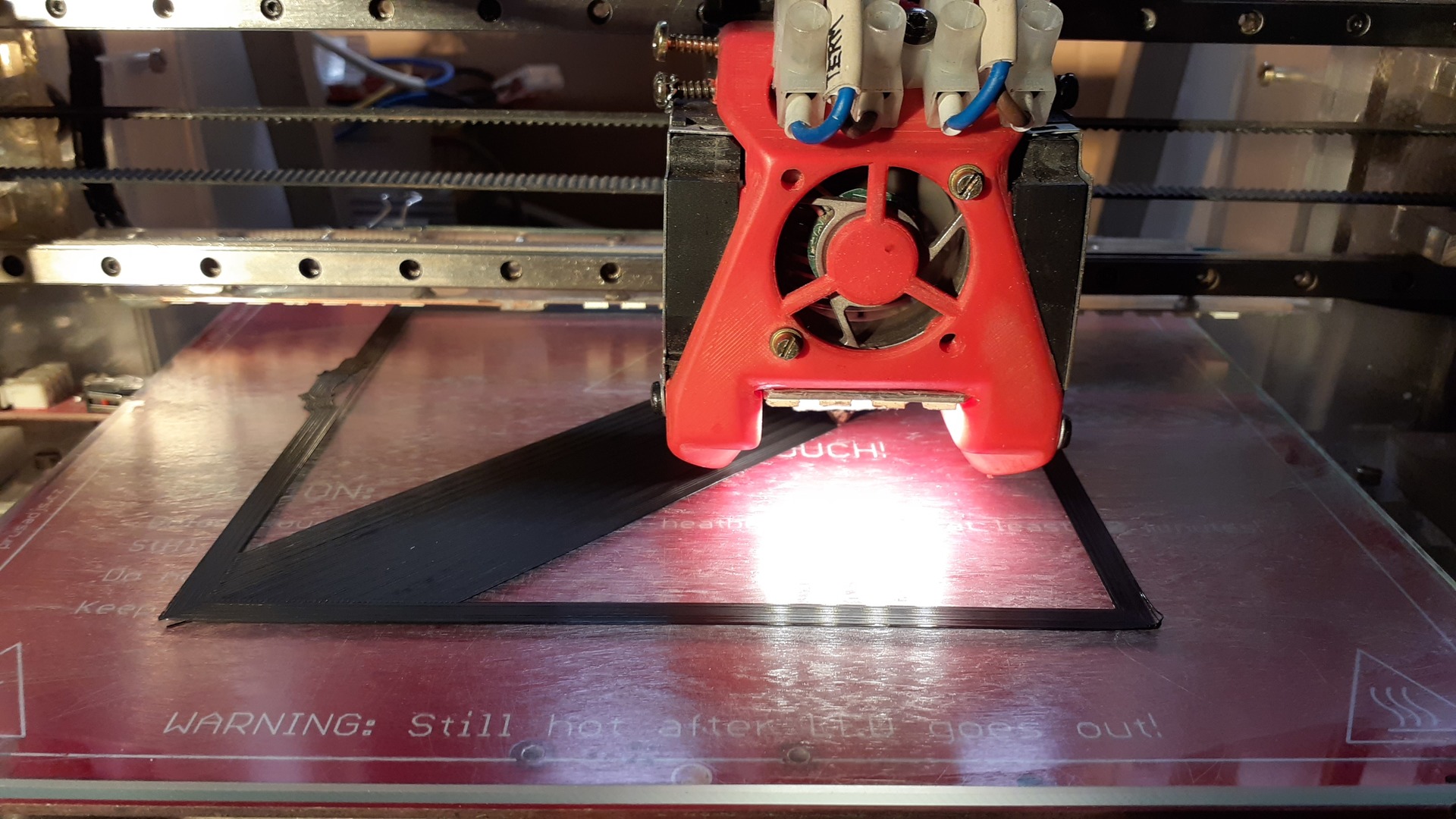
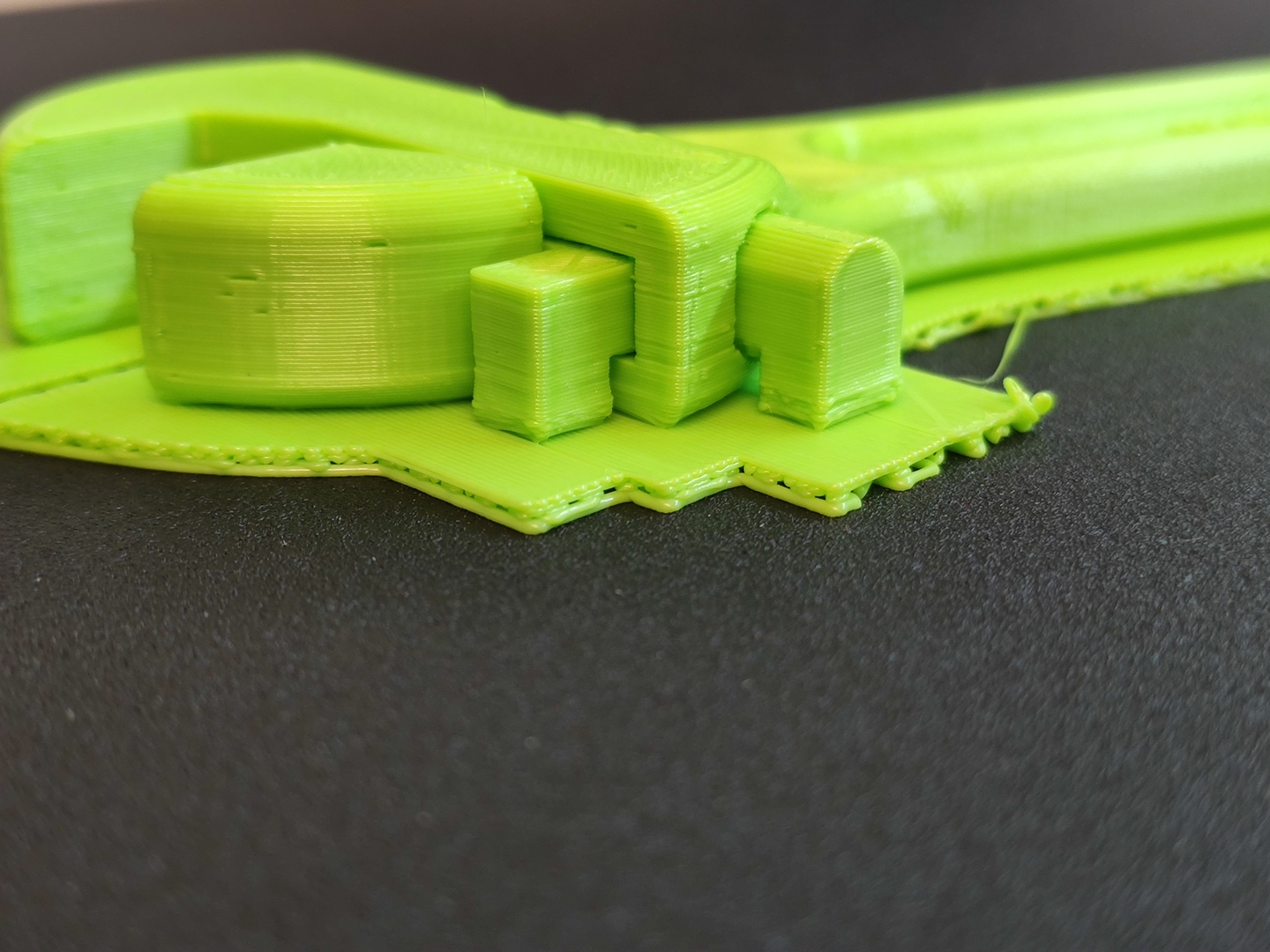
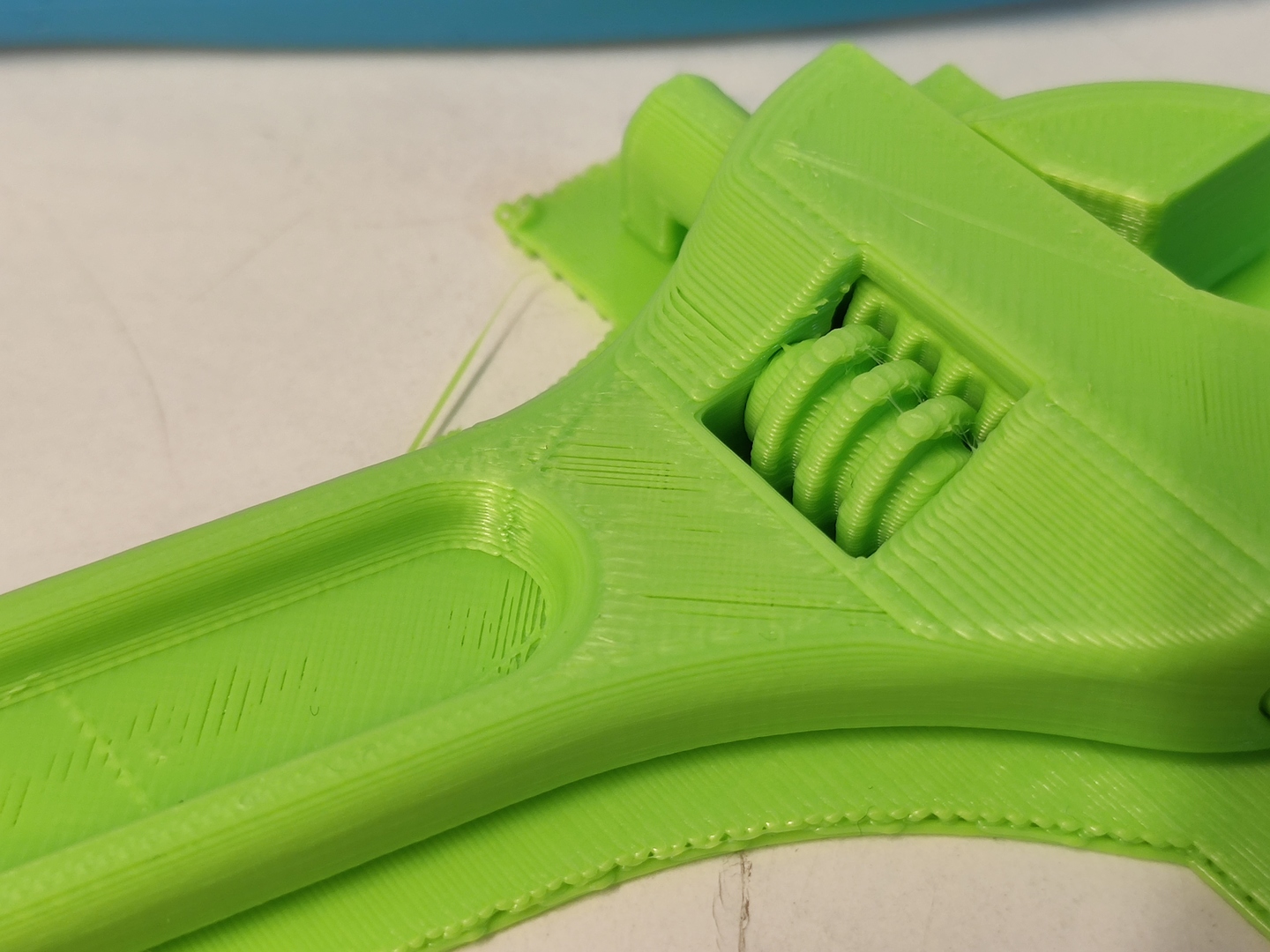
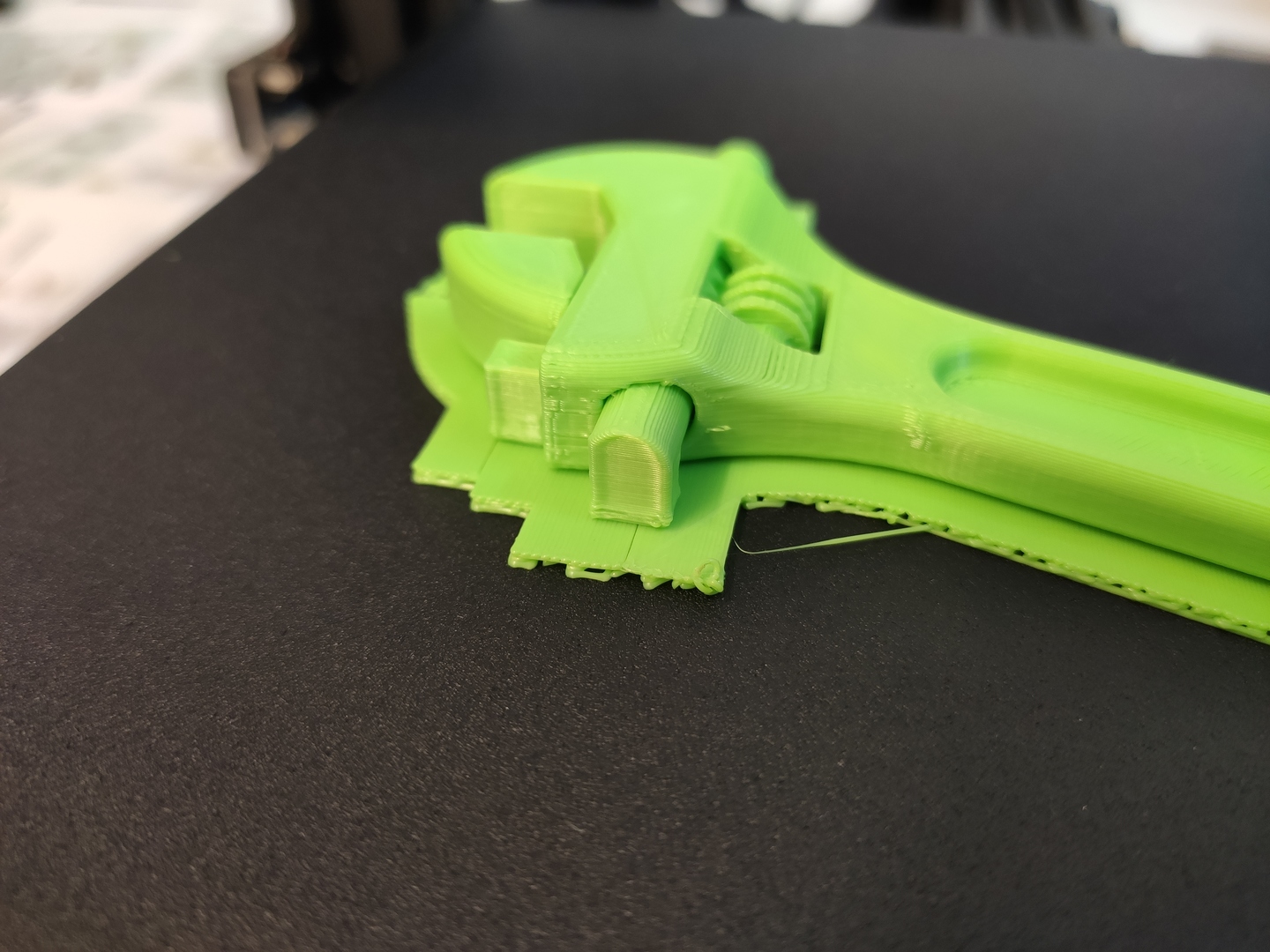
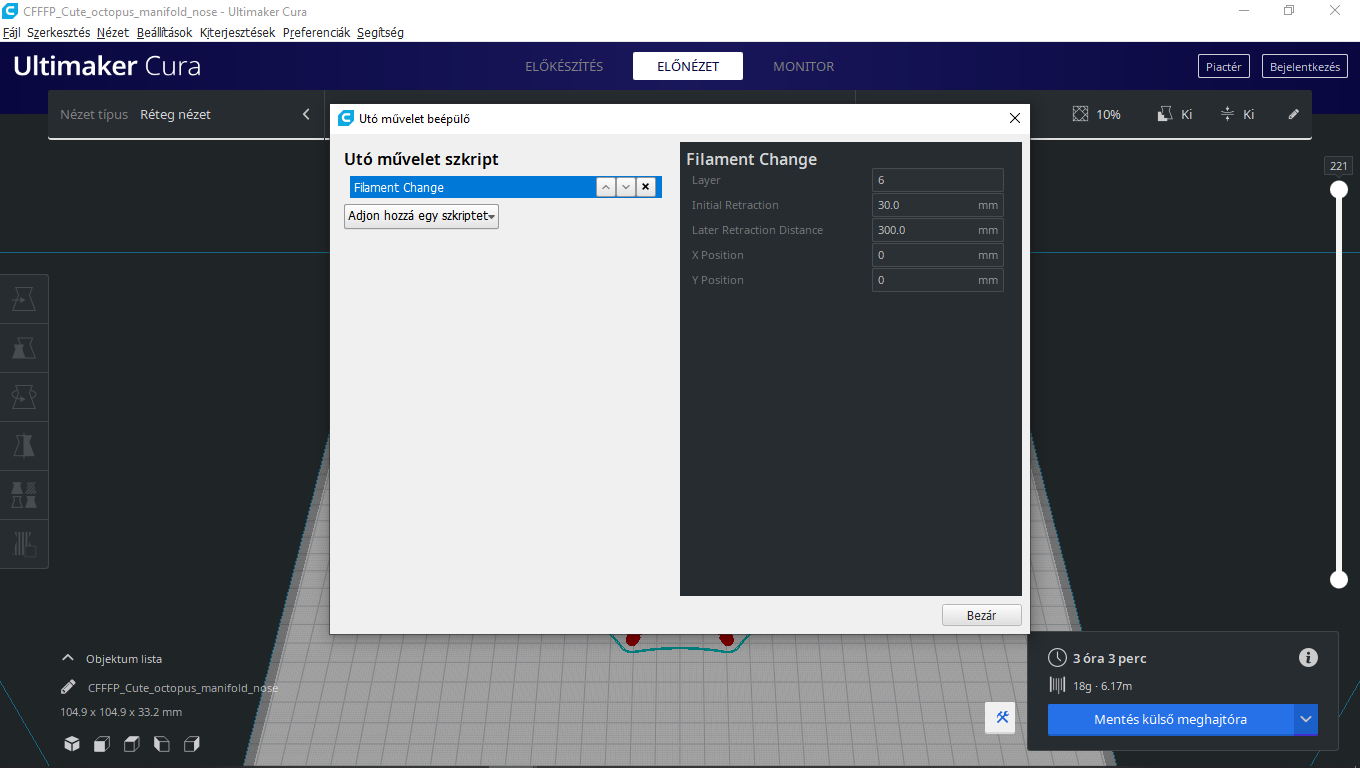
Gondolom egy filamentes géped van. A script általában beszúr a g-code fájl-ba pár sort. Először az extrudert "parkolóhelyre" küldi majd egy nagy retract-al kihúzza a filamentet az extruder motorig (bovdenes gépnél ez akár 20-30 cm is lehet.) Azután bekapcsolva hagyja a fűtést és kézi beavatkozásra vár. Neked kell filamentet cserélni, az új színt befűzni és kézzel addig nyomni az extruderbe amíg a fúvókán az új szín "tisztán" nem jön ki. Ezután tovább indítod a nyomtatást. Elég macerás, ha minden 6. rétegnél el akarod játszani. Én script nélkül, teljesen kézi vezérléssel csináltam ilyet. Amikor elértem a kívánt magasságot, nyomtam egy szünetet a vezérlőn, kicseréltem a filamentet az előzőekben leírt módon és továbbküldtem a nyomtatást. Ez a kis nyeklő-nyakló cápa lett belőle.
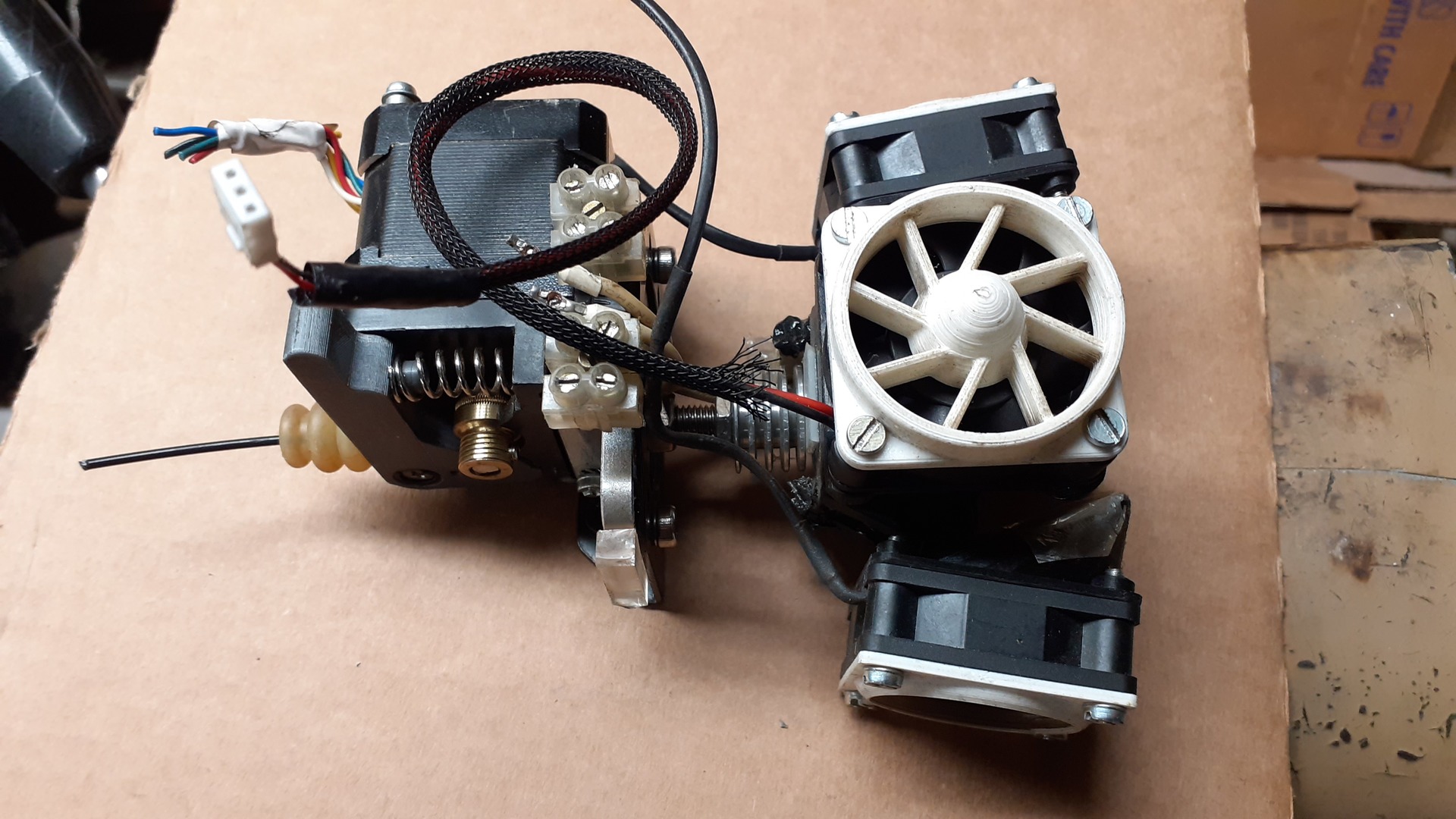
Nos, a napokban volt időm -vagy csak unatkoztam/rászántam magam- "nyugdíjaztam" a direkt extruderemet.
Még az eredeti Geeetech Mk8-as? volt, egy anno' általam kreált E3d v6-tal kombinálva.(ezzel kezdtem az egész nyomigás "őrületet")
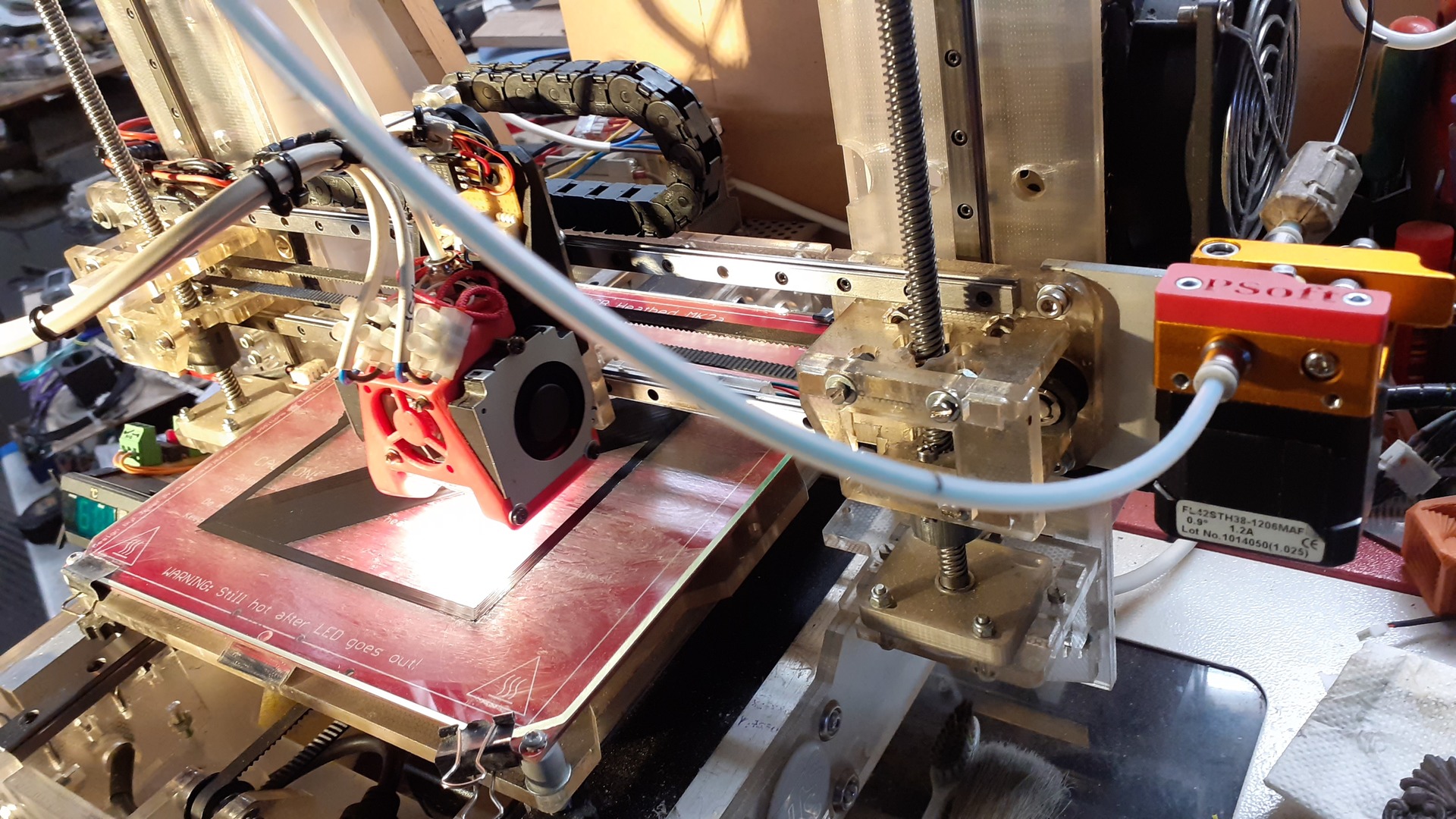
Motor, E3d..., ventik, stb. tudtam hogy nehéz, de most leszerelve/mázsára dobva, én is meglepődtem. 566 g-ot cipelt eddig az "X" kocsim!!! Az új fejjel, több mint 400 g-ot sikerült lefaragni, így most alig 160 g a versenysúlya a fejnek.
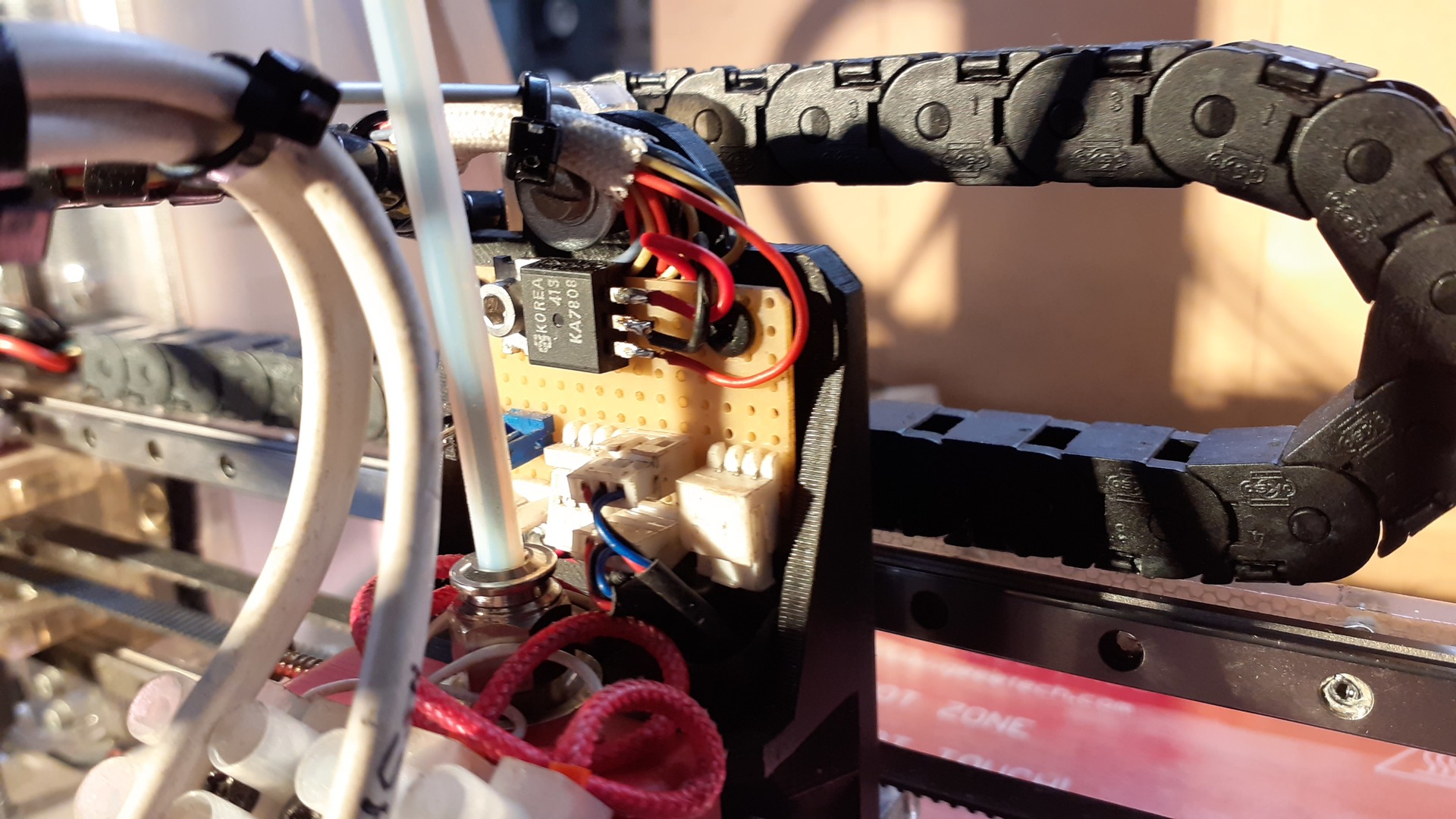
Még ez is. Levelezés közben asztalfűtés elszált. De menetközbe összegányoltam...
szf | 4462
2020-12-30 17:38:53
[28304]
Sokfélét használok de ezzel mindig bajom van. Kedves ismerősöm ilyet vett az ő kacatját csinálgatom. Hőfok nem számit azt mindig az adott körülményekhez kell beállítani. Petg is használtam ebből az nem volt rossz.
Csak nem Gembird? Mióta 3D nyomim van, szinte csak azt használok. Eddig csak a piros színnel frodult elő, hogy volt benne pár méter 1,6 mm-es, a sötétkék meg hajlamos bedugítani a fúvókát. Mindkettő PLA+. Különben semmi bajom velük. PLA + -nál 200/60°C, PETG-nél 260/80°C hőfokot használok. Mondjuk a hőfokok nem sokat segítenek gubancolódás ügyben.
Nekem van most egy Cube 3 nyomtatóm, ez gyári cartridge-el működik azaz minden új nyomtatószállal új fúvóka is van hozzá. DE mivel már nem lehet kapni hozzá gyári nyomtatószálat ,így ha a fúvóka tönkremegy akkor ,kell hozzá valahogy gyártanom új speciális fúvókát. Így néz ki, azon gondolkodom, hogy Volcano fúvókából lehetne gyártani valami hasonlót..
Köszönöm mindenkinek a segítséget! Sikerült már a béka is. Chitubox + a photon szeletelője
B.Zoltán | 1722
2020-12-29 18:29:21
[28285]
Nem fogalmaztam elég világosan a visszahúzási sebességgel kapcsolatban. A motion-ban ellenőrizni kell a Vmaxe: hogy 80 legyen, mert ha ez 40 akkor a szeletelő hiába küldi neki nagyobb értékkel nem fogja feljebb engedni a sebességet. Most néztem nekem a Slicer-ben is 80 van. Ez igaz a többi paraméterekre is, pl gyorsítasz központilag a nyomtatón, akkor sem gyorsul a beállított max sebességnél jobban.
Pl. nagyon előnyös, hogy ha a gyorsjárat maximuma 120mm, akkor nyugodtan gyorsíthatok akár 200%-ra, a nyomtatás lesz dupla gyors, de az üresjárat nem növekszik a megadott max érték fölé, így nincs olyan veszély, hogy lépést téveszt ezáltal a nyomtató.
Nekem is van az Ultimaker asztalba 3-4 tized gödör, de üveglappal használom így semmi gond vele.
Egy tanács, ellenőrizd a Motion menübe a Vmax e: értéket, az legyen 70-80. Én a 80-at használom, nekem talán 40 volt, de azzal jó nagy kitüremkedéseket csinált. Neked is szép nagyok. A visszahúzás is legyen 6-7mm. A slicerbe is meg kell nézni, mert az felül írhatja.
valóban gödör van az asztal közepén. Jobb híján állítsd a sarkoknál olyan kicsire a fúvóka alatti hézagot, hogy majdnem érinti az asztalt (hézagmérő nélkül, csak szemre egy elemlámpa segítségével). Így a úűvóka épp nem fog az asztalba szántani, és középen olyan közel lesz amennyire csak lehet.
Na, itt az asztal görbesége. Cirka 4-5 tized attól függően hol mérem, de egy kézzel nem egyszerű csinálni. Az üveg is dettó, gyors ráraktam a tolómérő szárát.
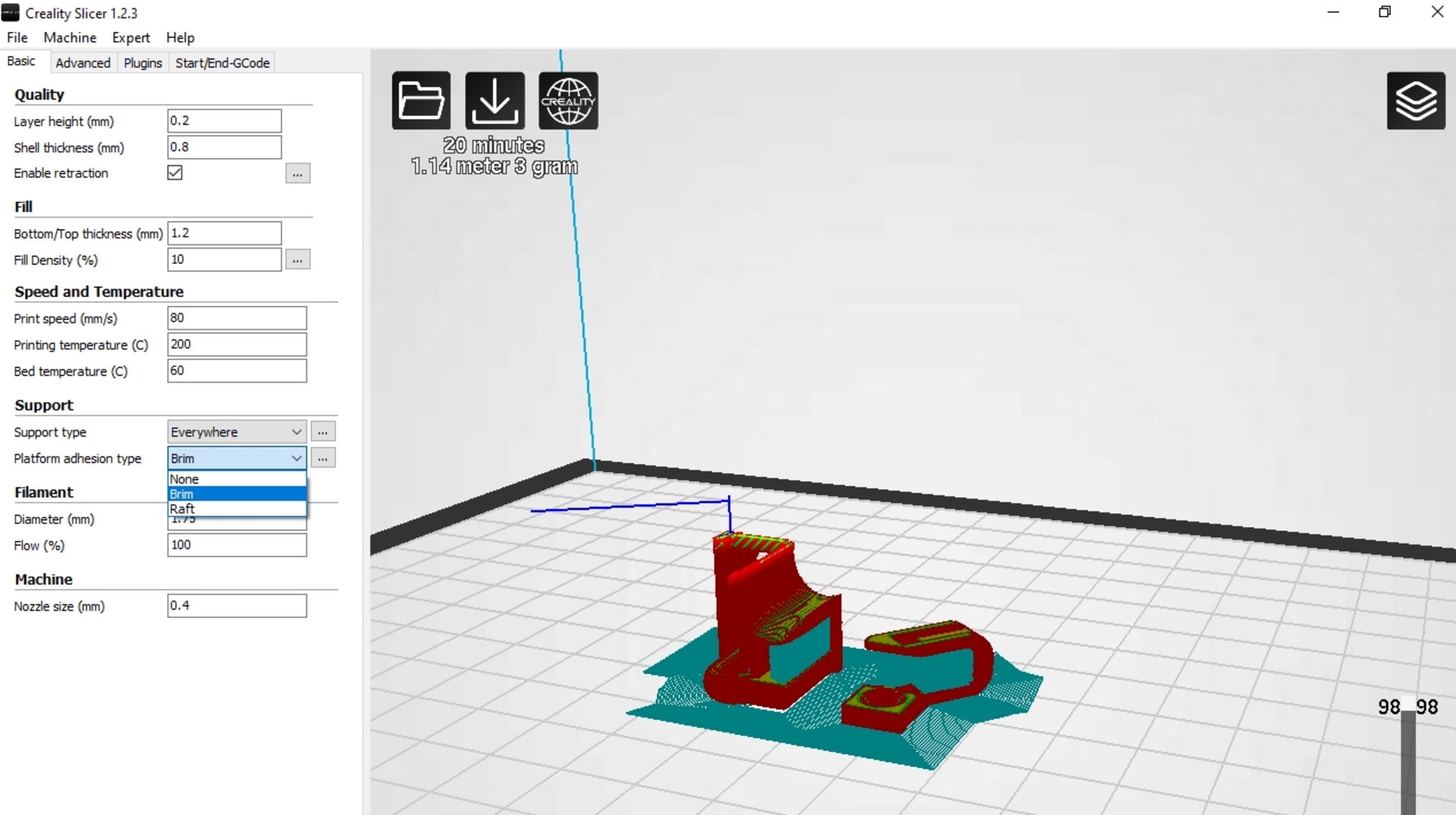
A FILL a tárgy kitöltését jelenti. Mivel "egyszerű" üzemmódban vagy, sok beállítás nincs. A 10 % azt jelenti, hogy a teljesen tömör felületnek csak 10%-a lesz kitöltve. Ha tömör tárgyat szeretnél, akkor ezt állítsd 100%-ra és kész. A nyomtatásnál használt olvadék mennyiségét a Filament menüben vagy a szál vastagságával vagy a "flow" értékkel tudod szabályozni. Ha a flow 100% akkor épp annyi filamentet fog az extruder motorja benyomni, hogy a fúvóka átmérője által meghatározott olvadék henger hossza egyenlő legyen az extruder által megtett úttal. (Remélem érthető). Ha vékonyabb a filament a beállítottnál, akkor kevesebb anyag fog kijönni a fúvókán. Mivel az extruder a számított értékkel elmozdul, a kevesebb olvadék széle nem fog összeérni a korábbi sorokkal. Vagy a filament átmérőjén kell változtatni (nem feltétlen a ténylegesre), vagy a flow értéket kell megnövelni. Az alaprétegnél nem árt, ha kicsit több anyag megy ki, így tuti zárt felületről indul a tárgy. A támasznál én a gyári 45°-ot 60°-ra állítottam, ezzel még egész jól lehet nyomtatni. 90°-ra ne állítsd, mert ez gyakorlatilag azt jelenti, hogy vízszintesen bárhová elküldheted a fejet támasz nélkül és a levegőben kezdi a nyomtatást.
"A műanyag és a flancos asztaloknak ez a hátránya, hogy ha beleér a fúvóka akkor sérülhet."
Egyszer fordult elő velem, hogy a Cura valamitől az asztal alá "küldte" az extrudert. Előtte korrektül "home"-olt, utána elindult a skirt de már mélyszántással. Mivel előtte soha nem volt baj, nem voltam ott csak elindítottam a nyomtatást. Mire visszaértem már 5 kör skirt volt és a tárgyból is két külső vonal.
Köszönöm, most egyelőre pár apróságot kinyomok, egy két kábel rögzítőt meg filament "irányítót". Jelenleg küzdök a megtámasztással (program szerint fog tenni, kíváncsi leszek...), a mostani nyomatban nem tett támaszt az egyik helyre és a levegőben kezdte. Vagyis valami egészen fura csíkizét húzott előtte, de szerintem az a legelső réteg lett volna ott...
Olyasmiket nem kellene beállítani hogy fizikailag mennyit is adagol, meg hasonlók?
Előre is bocs mindenkitől ha az elkövetkező pár napban teli szemetelem a topikot...
Ez a "Raft" réteg nagyon jó az irtó pocsék asztalokat kiegyenlíteni, de amint látod nem szép az alap
Tehát az asztal síkját kell belőni pár század pontossággal és akkor el lehet hagyni ezt a vastag alapozást. Simán közvetlenül a felületre lehet nyomtatni a tárgyat ha elég pontos az asztal.
Nekem 0.1mm a kezdő réteg, és 150% az alap vonalszélesség, mert így nagy nyomással rápréseli az anyagot és jobb a tapadása, és szebb az alap felület. Persze ehhez tényleg sík asztal kell.
"Skirt" van beállítva "raft" helyett. Ez csak annyit csinál hogy a nyomatás előtt körberajzolja a munkaterületet. Én 3 kört állítottam. Ez alatt felépül a nyomás a fejben, meg látom ha túl közel, vagy távol van a fúvóka az asztaltól.
A műanyag és a flancos asztaloknak ez a hátránya, hogy ha beleér a fúvóka akkor sérülhet. Az ablaküvegnél nem okoz semmi gondot, elcsúszik rajta, és az asztalt tartó rugó ellenében lenyomja. Még az alap is lehet jó mert a nyomás miatt szokott ilyenkor is extrudálni, csak nem lesz olyan elegáns.
Ha az alap csíkos, akkor valószínűleg messze van a fúvóka az asztaltól. De ha nem sík az asztal, akkor nem sokat tudsz tenni ellene. Ha a legmagasabb ponthoz állítod az extrudert akkor a mélyebb részeken csíkozni fog (ez a jobbik eset), ha a mélyhez szintezel, akkor a magasabb helyeken beleszánt az asztalba ami vagy annak vagy a fúvókának fog fájni.
Hiányos nyomtatás akkor szokott lenni, ha: - a filament vékonyabb, mint 1,75 mm. Nem sűrűn, de előfordult, hogy pár méter csak 1,6 mm volt a spulnin. Egyrészt mérd meg (ha van mivel), vagy csak próbáld meg a "flow" értéket megnövelni 110%-ra. (Nyomtatás közben menüből lehet állítani). - nálad még nem valószínű, de ha részlegesen eldugul a fúvóka akkor is előfordul ilyen. - túl nagy a nyomtatási sebesség, csökkentsd le. Akár szeletelésnél, akár nyomtatás közben a menüből írd felül.
Nem bírtam magammal, hisz ez egy igen jó játék, és nyomtattam.
Creality Slicer, 0,2-es rétegvastagság, 200 fokos hotend, 60 fokos asztal (a tapadással nem volt gond). Semmit nem csináltam a géppel (ja, nem igaz az asztalt felfűtöttem 80 fokra, majd hagytam lehűlni).
Az alap platform egyértelműen kukacszerű csíkokból van, nem lapítottból. Utána már jobb a helyzet, gondolom az alatt a pár réteg alatt kiegyenlítődik a szint.
Vannak hiányok, azok jobban "zavarnak" mint a kitüremkedések. Vagyis igazából ez ilyenlett. Mi a meglátás? (Hátha van tapasztalat melyik csavart húzzam meg a százados pontossághoz... .) Nyilván amíg belejövök tökéletes lesz, csak kíváncsi vagyok.
Én a gyári alsó oldalán sárgás üvegszálas felül rücskös fekete műanyag lapot használom. Nem mágneses, papír klipsszel rögzíthető. Annyit javítottam a hőátadáson, hogy az alu asztal aljára felragasztottam egy 3 mm-es parafa lemezt. Nem tudom javított-e az asztal fűtésén, de rontani biztosan nem. Igazából nem az asztal felfűtését akartam javítani vele, hanem a szíjat és a görgőket megvédeni a lefelé sugárzó hőtől.
Gondolom ehhez az is nagyban hozzájárul, hogy a bronz anya nem túl szoros illesztéssel készül. A kotyogást a gravitáció ellensúlyozza. Legalbbis az én nyomtatómon (hiába kenem száraz grafit "spray"-vel az orsót) két év használat után kézzel megemelve a hidat érezhető holtjáték - kottyanás van.
Teljesen jó a hőátadás üveggel. És az a sütőajtó szerű üveg még jól is tapad. Nekem is van egy, bár én sima 3mm-es ablaküveget használok, az is tökéletesen bevált, csak zsírmentesnek kell lennie.
Hát ez a kétpontos befogás inkább csak 1 pontos, a rugalmas kuplung miatt. Simán nyomtatott alkatrészekkel sem szorul meg nekem motornál merev kuplung, a szabad végén csapággyal.
Igen, ezek ilyenek. Be kell fejezni a nyomtatót, de legalább saját magán ki tudod nyomtatni Alu lap nem szokott ennyire görbe lenni, de amúgy is üveglapra nyomtatunk, de a hő és leszorítók hatására valamennyire az is deformálódik.
Nekem úgy működik, hogy webes kezelő felülete van, szóval egy mobiltelefonról, tabletről, vagy laptopról tudom kezelni. Amúgy RasPi alapú, így wifi-vel csatlakozik a hálózatomra. Simán feltöltöm az STL-t, be van állítgatva a nyomtatási profil. Ha akarom módosíthatnám, de elég béna a szerkesztő része. Aztán csak el kell indítani a nyomtatást. Roppant egyszerű így nekem.
Elsőre "hidd el" a gyári beállításokat (pl. főfokok, sebességek). Aztán vagy magadtól elkezdesz variálni velük (egyszerre mindig csak egyet változtass, hogy lásd mi történik), vagy a félresikerült nyomatot fotózd le és rakd fel ide. Megpróbálunk megoldást találni, talán néha sikerül is. A tuti megoldás sehol nincs leírva, több-kevesebb kudarc után mindenki megtapasztalja a saját gépének trükkjeit. És azért sincs tuti megoldás, mert a nyomatok minőségének javítására (és rontására is) végtelen megoldás létezik, rajtad múlik mikor adod fel. Ha Cura szeletelőt használsz, egyszerűen nyiss meg egyszerre több stl fájlt, de megteheted egymás után is. Ami nem fér el az asztalon, azt más színnel jelöli. "Kézzel" megpróbálhatod addig húzogatni őket amíg el nem férnek. Ha végképp nem sikerül, letörlöd a kilógókat. De első időben nem javaslom sem több sem nagyobb tárgyak nyomtatását. Nem javít a sikerélményen, ha több órás nyomtatás után veszed észre, hogy rossz valamelyik beállítás. Inkább több kisebb tárgyon kísérletezz mielőtt valami nagyobb munkába belefogsz.
Holnap majd levideózom, ha addigra nem rúgja ki magát.... van rajta egy fekete műanyag tálca, azt nem tudom le lehet-e venni bűntetlenül, jó lenne magát a lapot látni. Kaptam hozzá egy mikróajtóhoz hasonló bevonatos üvegtálcát is, de nem tudom mennyire lenne hatékony a hőátadás így.
A tengellyel lehet hogy igazad van, a gyári motortartó öntött darab, nem kevés kúpossága, ezáltal a merőlegestől való eltérése volt. Ezt merőlegesre igazítottam (reszeltem) és derékszög híján szemre belőttem egyenesre és párhuzamosra az oszloppal. Tolómérővel visszamártem 1-1 tized hiba van benne, de sztem jólesz... Holnap megpróbálom beállítgatni az oszlopok merőlegességét, meg valahonnan keríteni kell full kezdőknek szóló információs anyagot magyarul hogy is kellene csinálni. Egy valag fekete folt van, pl hogy lehet több tárgyat felpakolni, hőfok, sebesség változtatás mit okoz, ilyesmik...
Érdemes regisztrálni thingiverse.com -ra. Más ingyenes letöltő oldalak is vannak, de nekem ez tűnt eddig a leghasznosabbnak. Ha beírod a keresőbe mit szeretnél nyomtatni rengeteg jópofa dolgot dob ki. Pl. Ender 3 kiegészítők.
Gondolom az asztalt hidegen szintezted. Melegen a hőtágulás miatt kicsit más alakja lesz. De az 1 mm-t soknak tartom, mivel a kezdő réteg 0,3 mm körül szokott lenni. Talán próbáld meg (nyomtatás nélkül) a menüből felfűteni párszor 80°C-ra és hagyni kihűlni. Hátha "normalizálódik" és kiegyenesedik. A szálbevezetés valóban kezdetleges, de épp nem ér hozzá a Z orsóhoz így nem okoz gondot. Ha nem használod ki a teljes Z magasságot, a legegyszerűbb, ha a spulni tartót nem a felső hídra hanem az orsó melletti oszlop tetejére - oldalt - szereled fel. Így vesztesz ugyan kb. 5 cm-t a Z magasságból, de sokkal jobb a filament bevezetése a tolómotorba. A Z tengely felső vége úgy jó, ahogy van. Alul rugalmas kuplungba van befogva, ahol épp dolgozik ott a bronz anya vezeti meg. Mivel lassan forog nem számít, hogy a felső vége szabadon van. Még mindig jobb, mintha felül befognád egy csapágyba és ha nem sikerül egyenesbe hozni a 3 befogást megfeszülne. Ez a kétpontos megfogás akkor is működik, ha nem teljesen egyenes az orsó vagy a görgők miatt nem nyílegyenesen fut a híd az oszlopokon.
Amit javaslok tuningolni: nem tudom pontosna milyen Endered van, a régebbieken az alaplap dobozának tetején semmi sem takarta a hűtőentilátort így mindenféle por, filament-darab, kenyérmorzsa stb. belepotyoghatott. Nem árt nyomtatni rá egy légterelőt. A gyári tárgyhűtő megoldás helyett is tlaálsz a neten korrektebb megoldásokat. A legjobb, hogy nem neked kell kitalálni, és saját magának tud a gép alkatrészt készíteni.
Na úgy fest én is beléptem az "őrültek" világába...
Megjött az Ender, összeraktam, nyomtattam. Tekintve hogy zöldfülű vagyok a nyomtatásban és a 3d rajzolásban egyaránt, a kapott SD kártyán lévő egyik modellt nyomtattam ki a kapott filamentel és a gyári beállításokkal (200fok hotend és 45 asztal). Szerintem teljesen vállalható lett...
Viszont az asztal szintezéskor kiderült hogy a gyári alulapban van egy gödör, a sarkok cirka 1mm-el feljebb vannak mint a középrész. Nem szándékozom túlreagálni, de ez így megszokott jelenség?
Pár dolgot meg kell majd tuningolni, a szálbevezetés része kicsit befejezettlennek tűnik, illetve a Z menetes orsó felső megtámasztatlansága se tetszik...
Devecz Miklós | 2663
2020-12-28 10:18:15
[28261]
Sikerült hozzájutnom 3x0,5 mm-es KO csőhöz. Most készítek belőle egy ilyen felépítésű extrudert. A tesztekre még várnom kell, mert a mechanika, amibe beépítem még gyerekcipőben jár.





 öt hónapja írtam...
öt hónapja írtam...
 "nyugdíjaztam" a direkt extruderemet.
"nyugdíjaztam" a direkt extruderemet.