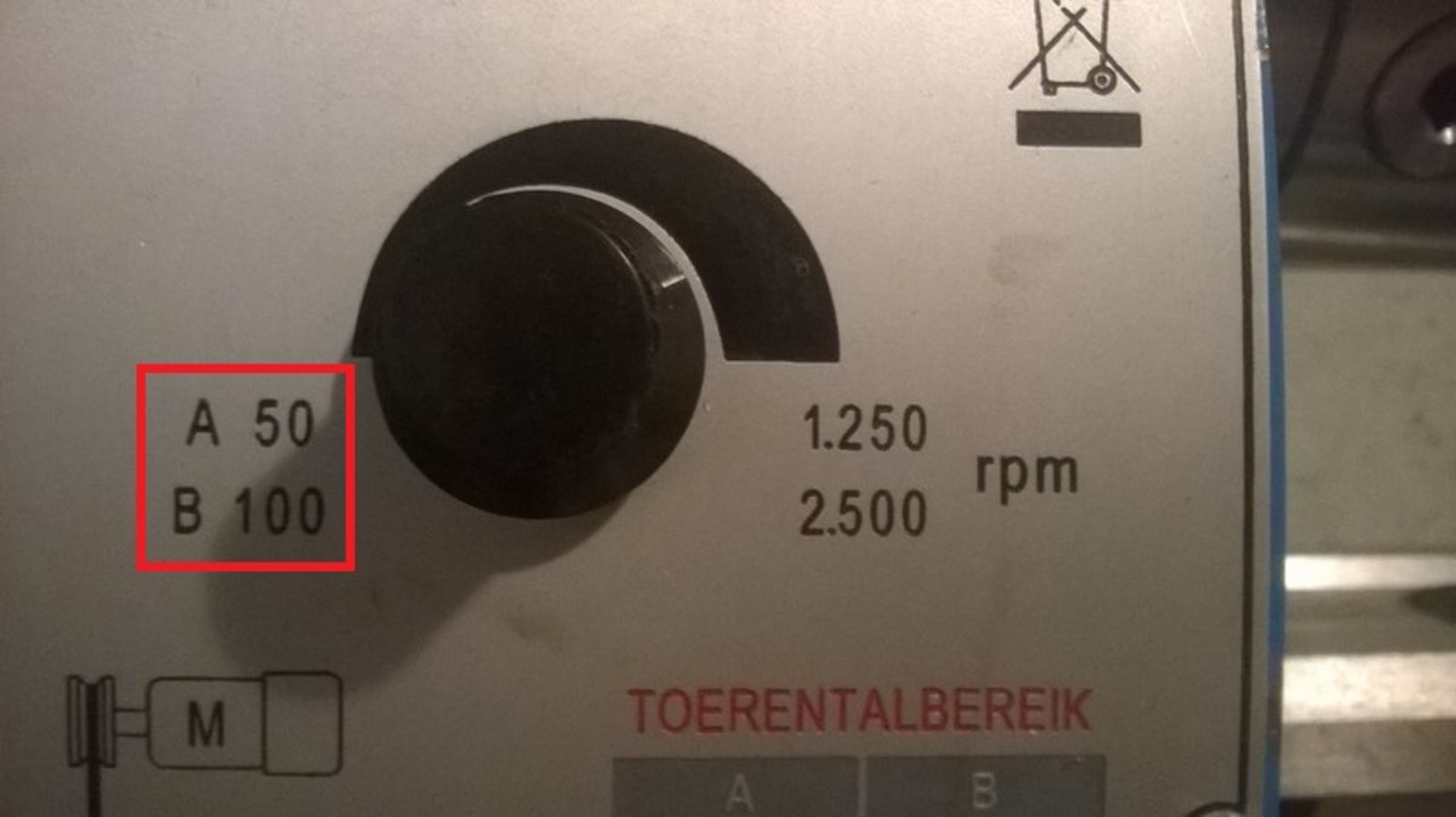
Segítséget kérnék. Nemrég üzemeltem be a most vásárolt HBM 210 Vario gépemet és sajnos a következőt tapasztalom: A mágneskapcsoló bekapcsolása után a potenciométer teljesen lecsavart helyzetében is forog az eszterga kb 50-60 ford/perc fordulatszámmal. Az előző esztergámnál ilyen gondot nem tapasztaltam. Valaki tudna esetleg tanácsot adni, hogyan küszöbölhető ez a jelenség ki?
zozo | 5527
2020-07-24 14:44:56
[45373]
Ha 2 mm-nél szélesebb, akkor könnyen belenyög a cerkahegyező.
Mindenkinek köszönöm a hozzászólásokat. Lászlóval már megbeszéltük a dolgot. További szép napot kívánok.
Előzmény: Varga László, 2020-07-23 18:58:34 [45371]
Varga László | 1234
2020-07-23 18:58:34
[45371]
Üdv! Ez a PKD Gyémánt lapkát a KYOCERA lapkagyártó készíti. Típusa:XGMN2-R01-EDH--Nemvasfémekhez való,hűteni kenni kell mivel nincs rajta forgácshajlító! Széntartalmú anyagokat nem szabad vele forgácsolni, meg a rozsdamentest még azt nem szereti . Adok-veszekbe volt fent unásig mígnem finoman szóltak hogy túl sűrűn teszem fel. Havonta fogtok a késeimről hallani képekkel.
A sárga (és a késszár is) MGMNxxx lapkának (MGEHRxxx) tűnik - tipikus kínai/Korloy, (színéből ítélve NC30xx minőség szénacélhoz). A másikat DSCxxx lapkának saccolom, DDGRxxx, stb. késszárhoz, amit "Duracarb" márkanév (pl.: Sartorius* - Rother metal kft.) alatt kell keresni. Különlegessége az egyetlen vágóél, ezért a lapka hosszánál mélyebb beszúrások készítéséhez is alkalmas. * A katalógusukban nem találtam ilyen gyémánt vagy CBN vágóélűt...
Hosszabb csavarokat csinálni a befogóhoz? Színesfémekhez is inkább gyorsacél a nyerő, na meg ehhez a lapkához gép is kell, nem ceruzahegyezőnek való. (a kicsi élszög miatt)
Szerintem érdemes keresnem hozá, mert 6 db ilyenem van. Itt ragadom meg az alkalmat, hogy tud nekem Valaki befogó típust írni? Keresem, keresem, de eddig nem találtam.
Ha legalább egy doboz ilyen lapkád van akkor érdemes befogót keresni. Ha csak egy van akkor szorítsd/ragaszd egy kis csőbe, majd tegyél rá egy reszelő nyelet és lesz egy jó köszörű korong szabályzód. :- )))
A nagyobb lapka cbn vagy pkd betétes lehet, színesfémre ideális. Hozzávaló késszárban használható. Pom leszúrásához viszont szerintem gyorsacél kés az ideális, szebben gyorsabban tudsz dolgozni vele mint vídiával. Hűtés kenés akár kézi spricnivel viszont kell mert a műanyag meg tud lágyulni.
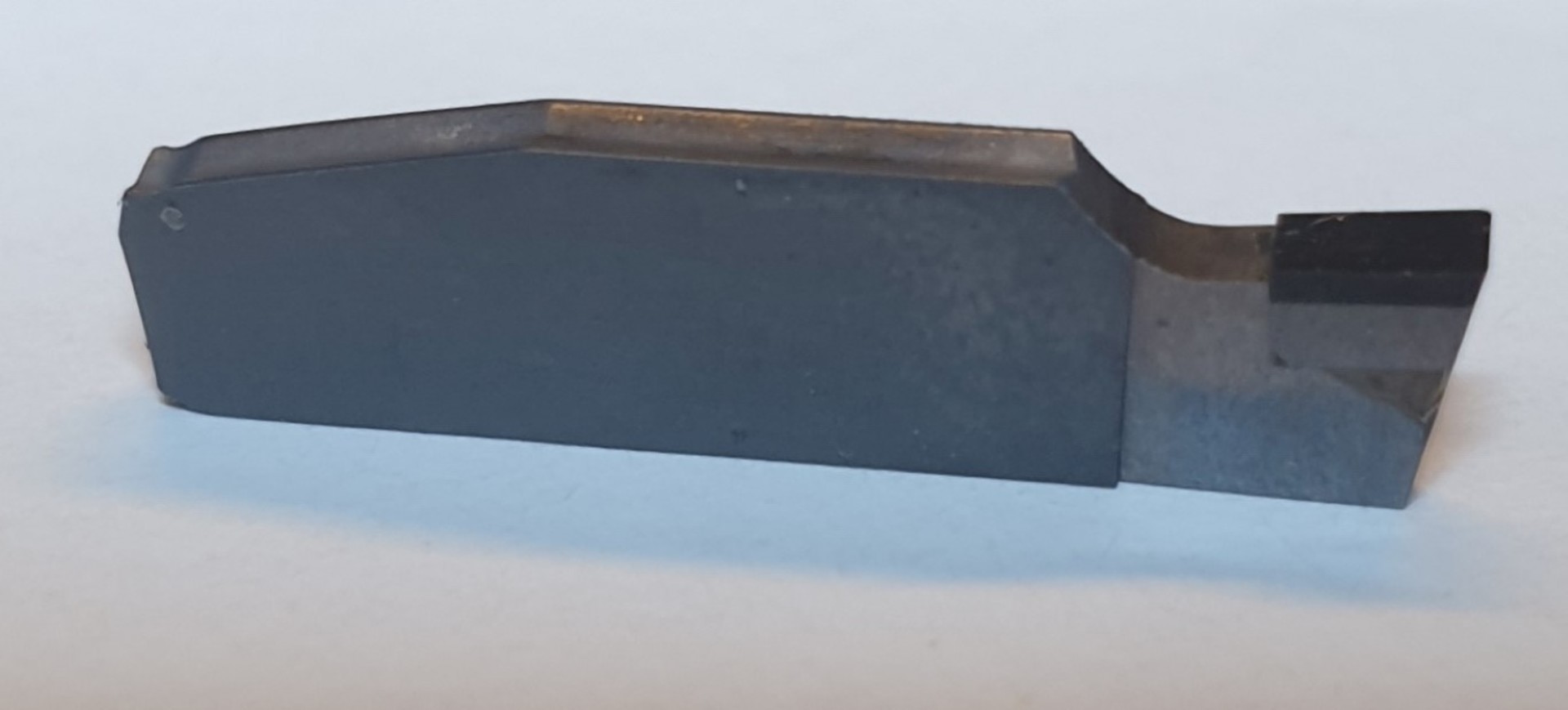
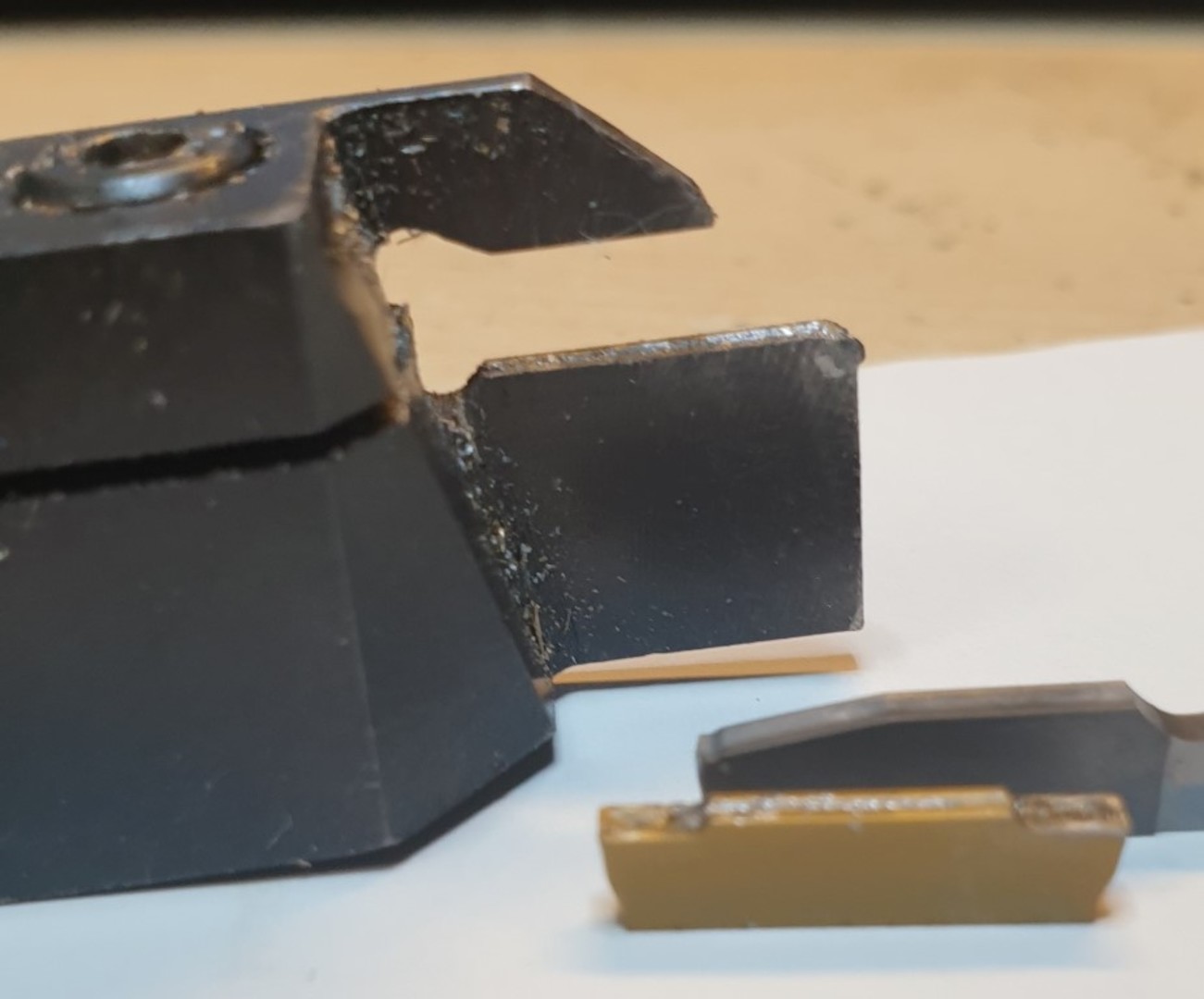
Sziasztok. Segítséget szeretnék kérni. Képen létható egy késtartó, és két fajta lapka. A tartóhoz a közelebbi lapka használható. Nem tudom, honnan került hozzám a távolabbi lapka, amit külön is lefényképeztem, viszont ez magasabb, és ebbe a tartóba nem tudom befogni. Meg tudná mondani Valaki, hogy - ez milyen lapka - milyen tartó kell hozzá? - Meglátásom szerint (nem vagyok kozzáértő) egy műanyag (POM) be és leszúrásához jól tudnám használni. Szerintetek?
Thomas35 | 80
2020-07-17 05:29:46
[45359]
Tisztelt Tagok!
Nagy és kisméretű, hagyományos és cnc gépekkel, vállalom alkatrészek esztergálását, forgástestek, tengelyek, csapok, orsók, egyéb munkadarabok kivitelezését. Alapvetően egyedi gyártással foglalkozom, de természetesen megoldható a kisszériás vagy nagydarabszámú gyártás is. A gépek c tengellyel rendelkeznek, így pozíciófúrások, kisebb marások is elvégezhetők! Korrekt , minőségi munka, gyors határidők. Bármilyen kérdésre privát üzenetben szívesen válaszolok, vagy várom a rajzokat a tamaslajosmezes@gmail.com címre. Anyagfelhasználási tapasztalatom széles skálán mozog, gyakorlatilag a műanyagtól kezdve a nemvasfémeken át a rozsdamentesig. Helyileg Kecskeméten munkàlkodom és természetesen számlaképes is vagyok. Köszönöm hogy elolvastad!
Üdv: Thomas
Vetesi75 | 1724
2020-07-16 13:53:01
[45358]
Ágyazat kenéshez elsősorban azt, amit a gép gyártója ajánl! Ha nincs útmutatás, akkor általánosságban a szánkenőolajok használatosak (pl. Mol Tonna sorozat) - a viszkozitás az szánsebesség, kopottság, dőlésszög függő. Megmunkáláshoz sok minden létezik... (Permet? Vizes emulzió? Olaj? Mire alkalmas a gép?)
Hogyan változik a világ... '74-ben a cégnél kidobtuk a kínai gépet, mert jött a precíz kiváló orosz gép. No nem a vörös proletárról van szó, hanem szerszám marógépről.
Alapozás, betonozás, drótozás, alig vártuk, hogy megkössön a beton. Aztán a vertikális fej 88 fokban volt rögzítve a kúpos tüskékkel, nem volt a váltóban fogaskerék, illetve csak pár darab, de még annyi sem, hogy egyáltalán forogjon valami kívül látható dolog Ja, azért az már gyanús volt előtte is, hogy a vésőfej karja úgy volt bedobva, ahogyan a lángvágó körbevágta. Cunderestől, lefolyt vassal rajta. Gondoltuk, majd befejezzük egyszer...
A bemérési jegyzőkönyv szerint pedig 3 századon belül dolgozott a gép 300 mm-en...
Aztán bocsánatot kértünk a kínai géptől és szépen visszatettük megszokott helyére...
svejk | 33157
2020-07-03 08:32:22
[45351]
Egy zsír új Orosz (Ukrán?) 1500-as gép áfával, vámmal 8 misiben áll meg. Ha érdekes lehet akkor megkérdezem a pontos adatokat, és gyártót.
Úgy rémlik valamilyen Sztanko utód. CNC-ket is gyártanak Fanuc vezérléssel.
Az újak, biztos nagyon drágák, de egy gyári minőségben felújított pölö ilyen gép szakszerű használat mellett százszor többet ér mint ezek a távolkeleti cuccok amiket lehet kapni. Valószínűleg ott is van igazi ipari minőség, de azt a piacgazdaság nem szívleli.
A gépet nem én keresem, engem csak megkérdeztek, hogy mit gondolok. A kérdést azért tettem fel itt, mert a régiek közül ismerek jó néhány típust, de hogy mi a helyzet a maiakkal, arról nincs tapasztalatom.
Előzmény: szabad paraszt, 2020-07-01 21:43:05 [45348]
szabad paraszt | 212
2020-07-01 21:43:05
[45348]
Előre is elnézésed kérem, nem kekeckedek, hanem valóban érdekelne a dolog. Ha új , jó vagy magas minőségű ipari szerszámgép (nem kínai) az igényed, akkor nagyságrendileg mekkora összegben gondolkodsz? Amikor én tettem fel ilyen kérdést hagyományos esztergára, minimum 8-10mFt volt a válasz. Olcsó a használt régi (40-50 év), meg a kínai (na persze az se olcsó, ha hobbista az ember).
Szerintem többszöröséért el tudták volna passzolni legálisan "magánkézbe" - és egyáltalán nem vagyok róla meggyőződve, hogy eljutottak a kohóig... (, az egy tipikus magyar hozzáállás, hogy még véletlenül se tudjon valami "haszonra szert tenni" a honfitárs, mert még esetleg "leigáz". Értsd: Nem, nem örülünk, ha a másik örül; ha meg búsul még teszünk is róla - biztos, ami biztos alapon - hogy oka is legyen rá...)
Üdv ! A HBM, Bernardo, Holzmann sajnos kínai gyártmány, változó minőség. Sok tanműhelyből kiszórták a méhbe a régi gépeket éz ezekre cserélték le őket. Kollegám szidja mint a lovat......mindenképp új gép a cél? Most jut eszembe új stankomash gépet árul a Sasgép. Az oroszok tán még nem adták lejjebb.
Ha egy cég ma, új egyetemes csúcseszterga beszerzésén gondolkodik, mi az a típus, amit jó szívvel ajánlanátok? Jól használható, kézreálló gép kellene... Kb. E-400/1000 méretben gondolkodnak... TOS, ami ma is elérhető, de nagyon drága. HBM esztergák? Van valakinek esetleg ez irányú tapasztalata?
Vetesi75 | 1724
2020-06-25 18:05:35
[45339]
Ez a Zsirov-fúró - ezzel a névvel - új volt számomra, ezért próbáltam utánanézni. Ez a vágóél mentén egy keskeny sávban csökkentett hátszögű kivitel lenne? (Hasonló praktika, mint a Koleszov-féle forgácsolókés...)
Én '67 és '70 között ebből tanultam a szakmai ismereteket. Nagyon sok dolgot tartalmaz, ami az akkori tankönyvben nem szerepelt. Szerintem sok olyan alapismeretet tartalmaz, amit minden magára adó esztergályosnak illik tudni. Csak hogy valami fontosat is mondjak: szerszám geometria, élszögek, vagy a fúrók különböző élezési módjai. (Pl: Zsirov fúró)
Értem, köszönöm. Akkor valoszinüleg nekem ezek nem lesznek megfelelőek “Ceruzahegyezőt” keresek magamnak, 50x500 nál nagyobb dolgok ritkán kellenek, de akkor nézelődök tovább
Leginkább arra kellene figyelemmel lenni, hogy az EKM és az EGM is már a cél-gép kategóriába tartozik - nem "általános" fémforgácsolásra vannak kitalálva.
Lenne most lehetőségem ekm200 as esztergát venni. Túl sok mindent nem talàltam róla. Egy alu megmunkáló műhelyben volt korábban. Mire kellene figyelnem? Esetleg mennyit érhet ez reálisan? Illetve van egy egs 250-es gep is, de az hiányos(se tokmány se keresztszán), de erről még a neten annyi infót se találtam mint az ekm-ről. Mindkettő gèp a kőbányai gyárban készült.