Köszi, már műxik rajta minden, használja a gazdája. Kutakodás után megtaláltam mindent a NET-en ami érdekelt. Elég komoly "őrültjei" vannak ennek a kis EMCO-nak.
Én vagyok aki anno megszereztem Kőbányáról a gép (kék ) fénymásolatait . Jámbor Csaba megkeresett anno és ipari scannerrel bescenneltettem a rajzokat . (ő fizette ) . Már nem emlékszem hogy az állomány eljutott e Csuháshoz . Az imént beszéltem vele és kértem pótolja ha én lennék a hunyó . 6 db A/1 es rajz . PDF ként darabja átlag 15 mega .
A sors iróniája : ÉN árulom ( egy barátom segítségével) az EMU t A bábjaim is megvannak , a sebváltó eredeti alkatrészekkel lett anno felújítva . Nálam 30 éve van a gép de nem futott 300 órát sem mert a nagyokat ( TOS, EE630) nyüstölöm
Szia, Nekem van hozzá doksim, papír alapú. Az egészet szkennelni nem biztos, hogy akarom, inkább csak azt amelyik a legfontosabb, ha kell írd meg. Az enyémmel csináltam egy kis átalakítást, hogy használható is legyen.
Úgy emlékszek lehet itt is fent van már, mert volt (2 éve kb) egy telefon beszélgetés még egyik fórumtárssal, hogy akkor közkincs lesz ha be lesz scannelve. Mivel az eredeti az nála van. Én kifizettem a scanalést ő pedig elküldte nekem a pdf-ket. Ő nem tudom végül felrakta-e valahova vagy sem. Úgy voltam vele mégis csak nála vannak az eredeti példányok.
Alkatrésze ritkaság számba menne, vagy jóval drágább. emu-200 e1n e2n E3n-hez 10x több mindent találsz. És kevesebbe is kerülnek.
Olyat vegyél aminek a főorsója nem 4 csavaros (van 3 csavaros kivitelben is, azok fiatalabbak szerintem). Az életben nem találsz hozzá síktárcsát eredetit Én eddig még nem láttam. Futóbáb ritkaság. Állóbáb akad. (évente 1-2-3 darabot látok hirdetésekben)
Öregebb gép mint a e sorozat.
Dörzshajtásos a fokozat mentes váltója van kb 80e egy komplett ha éppen találsz. Ha van benne, meg kell nézni milyen állapotba van.
Ezek voltak a hátrányok.
Egyébként masszív gépecske. Szeretem használni, bár csak hobbira. Árban olcsóbb mint az e sorozat. Van hozzá 1:1-es rajzom (ha megtalálom), ha szeretnél belekukkantani.
Üdvözlet. Olyan kérdésem lenne, hogy emu 250 esztergáról mik a vélemények,tapasztalatok? Érdemes-e beruházni rá? Mennyit érhet? Nagyon szépen köszönöm előre is a segítséget.
Az előbb pl. elfelejtettem bedugni a soros portot és úgy indítottam el a betöltést. Persze nem vett semmit és az A..LO..-ból nem tudtam kivenni. Meg volt valami más hiba is a napokban amit csak újraindítással tudtam kihozni.
Felraktam a MFI progit, egész jópofa, helyből működik és úgy látom nem is pilótavizsgás. (Win7 64 bit alatt viszont nem megy, valami Visual Basic-es dll-t hiányol)
Ja és még egy dolog. A soros portot használva elég érdekes és kötött a program formátuma.
Tegnap este excell táblát kezdtem szerkeszteni, amit csak ki kellen töltögetni, de ráuntam.
Az alábbi kis videót ma reggel találtam, vajon mi lehet a neve és hogy lehetne megszerezni?
Ez azért igencsak megkönnyítené a programozást.
svejk | 33157
2020-10-29 08:30:51
[45560]
Köszönöm!
Igen, úgy értem hogy relatív, hogy mindig az előző szerszámhoz képest kell a T értéket megadni. Oké, akkor ezt elfogadom.
Tegnap estére már minden működött legalább is úgy vélem.
A szerszámváltás bizonytalan volt, hidegen kicsi volt az időzítés, a trimmer poti átfogása pedig kevés. Az időzítőben kiszáradt a kondi, egy 4538-cal van megoldva. Kapott új csapágyat is a szerszámtartó felől.
A kazettás egység is működik már, a DNC panel alatt levő elosztópanelen bezárlatosodott egy csepp tantál (ezek ugye közismert időzített bombák) Aztán az előző tulaj elfeszítgette az olvasófejet. Közben kapott az emberem egy fórumtársunktól egy másik szalagos egységet de ugye a fenti miatt az sem működött elsőre. Most már mindkettő jó.
Egyébként egy 2 kB-os programot hamarabb betölti a szalagról mint a soros porton a 300 Baud-al. No persze ha a szalag épp nincs a másik végére tekerve...
Nagy kár, hogy a fordulatot nem lehet programból vezérelni. Tegnap egy kazettán talált, betöltött program egy G33 sornál megállt, aztán nagy nehezen rájöttem csak rá, hogy lejjebb kell venni a fordulatot, hogy szinkronozni tudja magát.
Még egy kérdésem lenne. Az INPUT+DEL kombináció sok dolgot resetel de voltak olyan hibák amiket nem tudtam eltüntetni vele. Nincs valami teljes reset, hogy ne kelljen ki majd bekapcsolni a gépet?
Hogy mit értesz relatív alatt, azt nem tudom pontosan, de a működése a következö:
A szerszám kiválasztása úgy történik, hogy először a véletlenszeű pozíciót kell egy kitüntetettre állítani, és ahhoz kell igazodni a továbbiakban. A váltás minden esetben egyirányú léptetéssel történik, a szerszámot nem lehet meghívni, programozáskor kell meghatározni, hogy hány pozíciót váltson a szerszámváltó. A váltás nagyon lassú, kín kivárni mire rááll az aktuális pozícióra.
A szalagos háttértároló lehet, hogy jó, csak ki kell várni a működési periódust. Rendkívül lassú.
Ja-ja... túlgondoltam. Nincs ebben semmi kapcsoló vagy érzékelő csupán a kis DC motor. Forgátáskor 10 V-kap bezáráshoz pedig fordított polaritással 3,5 V-ot és ezt rajta is hagyja egész üzem alatt.
Tehát csak időzítések alapján válthatja a szerszámokat.
Eh, egyszerű mint a satu, 6 állásos. Nincs encoder csak egy "leült" jel, de lehet még az se. Egyszer már valaki jó pár éve bemutatta a működését, talán Béni volt, vagy Motoros.
Csak gondoltam ha T1 állásban kapcsolom be a gépet akkor onnantól már absolute tudom neki adni a M6Tx parancsot. De nem, amennyi a T utáni szám annyit lép. G90 után is.
Egy kezdő jó ismerősnek segítenék vele. Én nem akarom azért megtanulni, hogy tőlem hallja a receptet.
Most csináltam meg a soros port kivezetést, mert az eredeti csatlakozó beszerzéséét esélytelennek láttam. A szalagos adattárolón kívül úgy néz ki minden működik, bár az sem reménytelen. Csak ugye az RS232 mellett okafogyottá válik.
"Csak zárójelben megjegyzem, hogy ezek a csapágyak is órás tolómérővel vannak mérve-illesztve 0,01 mm átfedéssel, amit néhány oldallal lejjebb lehetetlennek tartottak néhányan."
Lehet hogy rám gondolsz! de én fenntartom az állításomat. A századpontos munkákhoz mi kell? tudjunk pontosan fogást venni, és az eredményét pontosan megmérni. Régebben mikor nem volt útmérő, indikátor órát fogattam a keresztszánra, ezzel lehetett pontosan fogást venni az előzőhöz képest. A mérésnél meg elég egy tolómérő meg a csapágy. Amikor ragad a furatban, már nagy baj nem lehet! Én is tudok sima tolómérővel is illeszteni de, minek!? Ha már vannak megfelelő mérőeszközeink akkor használjuk is őket.
Köszi. Rendben, ki fogom próbálni. Majd körbe nézek, hogy hátha be tudom szerezni a környéken. Lehet, hogy fel kell majd mennem Pestre emiatt. Tatabányán van két bolt, ami szóba jöhet, de eddig csak C45 öt, BC3 at és ötvözetlen szerkezeti acélokat láttam. Majd rákérdezek, hogy be tudnak e szerezni. A legjobb lenne valami tömböcskét kifogni, hogy ne kelljen olyan sok forgácsot termelni Szerintem maradok a normalizált anyagminőségnél, mert keményfém maró szerszámokból nem állok túl jól. Eddig kétszer próbáltam használni, de mind a kétszer hamar eltörtem. Azóta nem vettem, mert amin dolgoztam, arra tökéletesen megfelelt a gyorsacél is.
42CrMo4 QT anyagot vegyél. Ez már nemesített (edzés és utána magas hőmérsékleten megereszttett) anyag. 1100 Rm körüli a szilárdsága, keményfém szerszámokkal még kiválóan megmunkálható. Fúrni HSS fúróval, menetet vágni bele pedig a rozsdamentes anyagokhoz ajánlott szerszámokkal gond nélkül lehet. A HSS maró viszont nem bírja, marni keményfém szerszámmal kell. 500 Ft körül van kilója. Négyszög keresztmetszetben nem tudom hol lehet venni, de a körszelvény négyszögesíteni sem megoldhatatlan feladat. Ilyen görgőket készítettem már belőle vagy 100 darabot zártszelvény ívelőhöz. Csak zárójelben megjegyzem, hogy ezek a csapágyak is órás tolómérővel vannak mérve-illesztve 0,01 mm átfedéssel, amit néhány oldallal lejjebb lehetetlennek tartottak néhányan.
Aha, ... Mi anno, a csap nézeti képre a lapolást ábrázoló téglalapba, vékony vonallal rajzoltunk egy keresztező átlópárt. Ez már egy nézeti képen is mutatta, hogy ott a hengeres felületeken van egy sík lapolás. A keresztmetszeti rajzzal már egyértelmű. Köszi az infót.
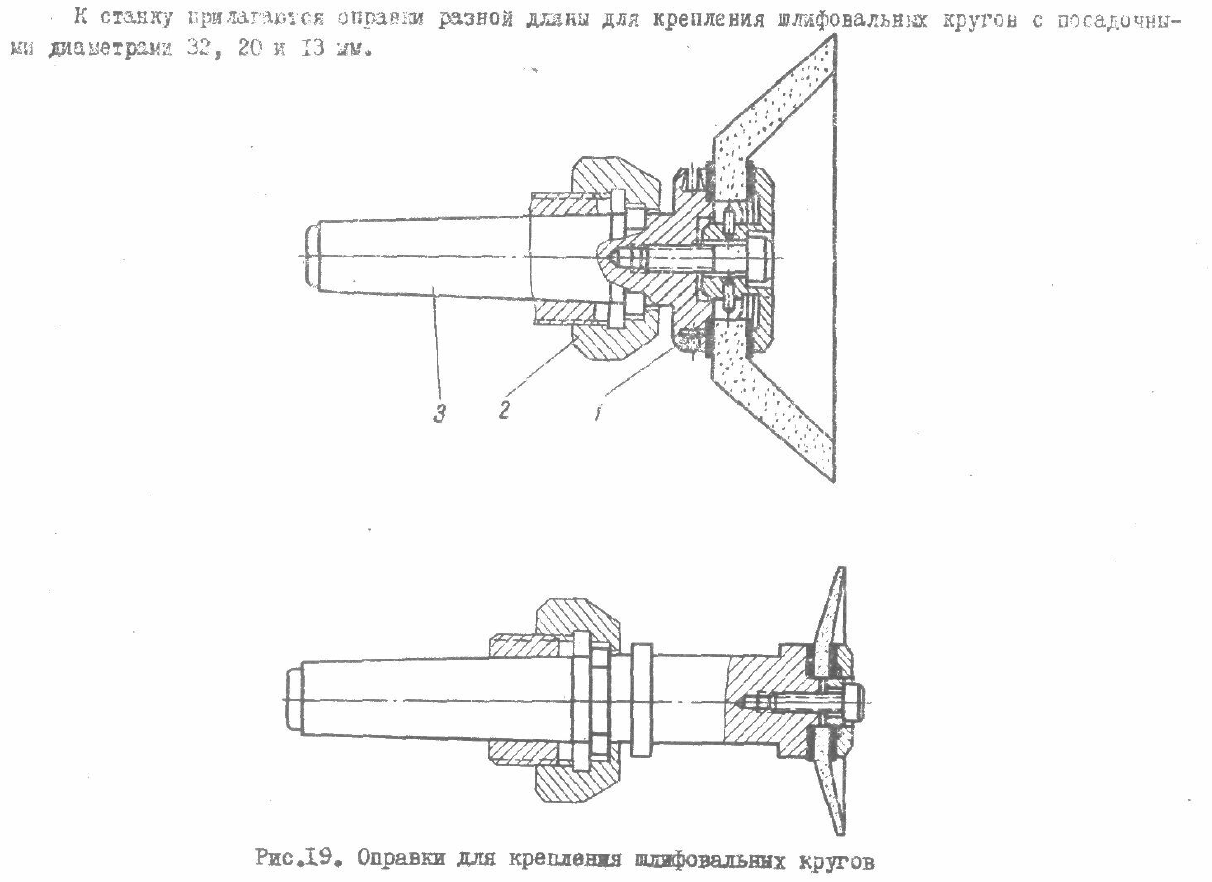
Majd csinálok róla fotókat. A lényeg ezen a rajzon is látszik. Az anya olyan, hogy az átmenő furatban van két lapos rész. Az agyon meg ennek az ellendarabja. Ha úgy forgatod, hogy egybe essenek akkor át tudod tolni rajta az agyat és becsúszik a morze 3 furatba. A meghúzásnál pedig arra kell figyelni, hogy a gallért az agyon befeszítse az anya és van két rovátka, aminél nem lóghat túl meghúzás után. Az anya pedig fel van hasítva és egy imbusz csavarral lehet összefeszíteni a lecsavarodás ellen. Ez azért van, mert két irányba is el lehet indítani a főorsót. A kőnél pedig a leszorító alátétbe be van ütve két kis csap, ami becsúszik egy hasítékba az agyon, így ha elmozdulna a kő, nem tudja magát letekerni, mert ez az alátét nem engedi, hogy a leszorító csavart tekerje. Sajnos a kiegyensúlyozó nehezékek és ez a két kis csap is hiányzik az agyról, szóval majd azt is pótolnom kell, de legalább nem a sötétben tapogatózom. Szóval lesz bőven esztergálás és marás is ezzel. Azon gondolkoztam, hogy valószínűleg érdemes lenne két csúcs között megesztergálni, mert sehogy nem jön ez ki egy fogásból. A kúp felköszörülése után pedig vissza tudnám tenni az eszterga főorsójába egy kúpátalakítóval, hogy kifúrjam a kő oldalon a furatot és belevágjam a menetet.
Érdekes azon a kőfelfogó tüskén a 2 tételszámú anya. Úgy látom, hogy ezzel a főorsóba való behúzást és oldáskor a kúpból való kilazítást is megoldja.
Az alsó rajzon olyan, mintha "bennszülött" lenne. Az tippem, hogy az anya melletti horonyba egy két félből álló, négyzet keresztmetszetű gyűrűt illesztettek, miután az anya a helyére került. Ha újragyártod erre figyelni kell. A mintán meg tudnád nézni, hogy így van-e?
Köszi. C45 öt elég sok helyen írják a gépiparban. Itt van a köszörűgép tengely jegyzéke. Itt is sok alkatrész van C45 ből. Ez amolyan általános gépipari alapanyag lehet. A köszörű főorsóját megjelöltem pirossal. Orosz szabvány 20X betét edzve 59 HRC-re. Amúgy még létezik a fehérorosz gyár, igaz ezt a modellt már nem gyártják, de még teljes támogatás van hozzá. Kértem árajánlatot tőlük. Egy darab agyért 425 EUR plusz áfa, vám és szállítási költséget kértek. Itt döntöttem el, hogy ez jó kis esztergálós feladat lesz. Mivel van mintám ezért van miből kiindulni. Talán magam meg is tudom majd köszörülni a gépen. Még nem tudtam kipróbálni, mert még van mit csinálni rajta. Talán hó közepére elkészülök vele. A késtartóhoz megjött már a fecskefarok maró, de az anyagot még be kell hozzá szereznem.
Mert a technológiát az anyagválasztás határozza meg, az anyagot meg a felmerülő igények. Tudod fogaskereket lehet C45-ből, és 20MNCR6-ból is készíteni kettős edzéssel, csak az egyik szerszámgépbe való, a másik meg akár egy 500LE kamionba is. A kőagynál a lényeg, hogy a tengelyre felfekvő felület köszörült legyen, lehet C45 hőkezelve, vagy ha nemesített crmo utána hőkezelve, felhasználás szempontjából mindegy a kő elforog bármelyiken, csak köszörült legyen a felfekvése.
Köszi, még keresgélek egy kicsit az interneten. Olyan érzésem van, hogy ez az anyagválasztás és technológia mintha "ipari titok" kategóriába esne. Alig van infó. Rengeteg különböző ötvözet létezik, mindegyikről van valami rövid leírás, meg adatlap, de az már nem igazán, hogy mi alapján is kellene kiválasztani az anyagot és milyen hőkezelésnek kellene alávetni. Ehhez képest a régi orosz köszörű gépkönyvében majdnem az összes alkatrésznek meg van adva az anyaga és a hőkezelése. Sajnos pont a kőagynak az anyaga nincs megadva. Arra is ki kell majd még valamit találnom. A géphez csak kettő darab volt meg az eredeti készletből és az is csak 32-es furathoz. A következő lépés az lesz, hogy az anyagot beszerezzem, de az se tűnik túl egyszerűnek. Mintha a legtöbb cég csak rúdanyagot, négyszög profilt vagy lemezt forgalmazna.
Magam C45 készítettem alaptestet és betéteket, de a hőkezelők csóválták a fejüket hogy miért nem valami jobb anyagot választottam pl crmo4-et. Egy tanács: a meneteket igyekezz lazára vágni mert edzéskor oxidálódik vagy egyébként is duzzad egy kicsit az anyag, szóval nekem éppen csak be lehet csavarni a késszorító csavarokat. Pedig edzéskor valami agyagszerű védő masszával is feltöltötték a meneteket
Szeretnék készíteni eszterga kés tartót. Elkezdtem keresgélni, hogy milyen anyagból kellene ezt csinálni, de annyi féle ajánlás, ahány fórum. Szerintetek miből lenne érdemes ilyet készíteni? A neten olyat találtam, hogy 25CrMo4 vagy 20NiCrMo2. De lehet, hogy elég a C45 hőkezelve?
Pontosan. Ez egy kb 12 es tengely ,amit simán pár századdal meghajlítok.
A többi nem neked: Pont azért csináltam ,hogy lássátok hozzáér az óra a tengelyhez. Egyébként nem volt azt annyira könnyű hajlítani. Még nyögök is belé.....
mennyi idő volt a kiórázás? Semennyi ,befogtam és kész, 2 másodperc.
Hozta a futár. Ránézésre rendben van. Nem sorjás meg iylenek. Nem néz ki bilivasnak. Olyan aminek lennie kell. Felraktam és VÁóóóó Le a kalappal kína. Minden várakozásomat felülmúlta Most hogy ez szerencse vagy mind ilyen azt persze nem tudom. youtubot nézve vegyes a kép. Vannak nagyon durván szar daradok is......
viszont nekem bejött 29000.- postával együtt nem rossz.


 Én eddig még nem láttam. Futóbáb ritkaság. Állóbáb akad. (évente 1-2-3 darabot látok hirdetésekben)
Én eddig még nem láttam. Futóbáb ritkaság. Állóbáb akad. (évente 1-2-3 darabot látok hirdetésekben)