"Az E2N esztergák főorsó belső kúpja elméletileg rövid Morse 4-es." ========== Ezt hol olvastad..? Az E2N főorsó belső kúpja (tudtommal)normál Morse 4-es, a főorsófej külső kúpja az a rövid-kúpos.. A mellékelt gépkönyv idézet szerint is így van.
Ne marószárat próbálj bele, hanem egy 4/3 vagy 4/2 morse csökkentő hüvelyt aminek a kúpfelülete folyamatos. Egyes M4-es marószáraknak a kúpfelülete ki van könnyítve, és ez zavaró lehet az ellenőrzésnél..
Az E2N esztergák főorsó belső kúpja elméletileg rövid Morse 4-es. Na most az lenne a kérdésem, hogy ez csak a kúp hosszában jelent eltérést, a kúpszögben ugye nem? Azért kérdezem csak mert szeretnék hozzá szerezni egy főorsó ellenörző tüskét de ilyeneket csak standard hosszúságú morse kúpokkal árulnak és nem vagyok benne teljesen biztos, hogy jó lesz-e az, ha rendelek hozzá egy normál hosszúságú Morse 4-es kúpos végű tüskét, majd azt megrövídítem, hogy belemenjen a rövis Morse-s főorsó kúpba. Van nálam egy Morse 4-es marószár aminek levágtam pár centit a végéből és filctollal megszínezve beleraktam ellenőrzésképp a főorsó kúpba majd kicsit megforgattam. Sajnos csak a kúp elején egy centis sávban és egy nagyon picit a vége felé kente el a színezést, a közepe érintetlen volt ezért gondolom, hogy esetleg előfordulhat némi szögeltérés a rövid és a hosszú Morse méretek között. Ha valaki tud ebben segíteni, akkor azt megköszönném, ezenkívűl pedig Boldog karácsonyt kívánok mindenkinek!
Szeretnék segítséget kérni, hogy szükségem lenne Yes 16-os késtartóhoz való betét méreteire.
Köszönöm előre is.
Üdv.
passat14 | 12
2020-12-14 19:44:32
[45626]
Sziasztok,
egy kérdéssel fordulnák hozzátok. Mi a véleményetek a műszerész kínai (Expert, T.I.P. Güde és hasonló) esztergákról? Hobby szinten szeretném őket használni, kisebb közcsavarok, szilentprés hüvelyek és egyéb alkatrészek készítéséhez. Elegendőek ehhez a teljesítményük? Mennyire lehet velük pontosan dolgozni? Sajnos nincs otthon 380V csak 230V.
Köszönöm szépen a segítségeteket.
Üdvözlettel: Attila
bundyland | 1710
2020-12-14 19:26:46
[45625]
Szia KoLa!
Nagyon szépen köszönöm!! Beszerezni már nem olyan egyszerű, de legalább tudom az adatokat hogy milyet keressek.
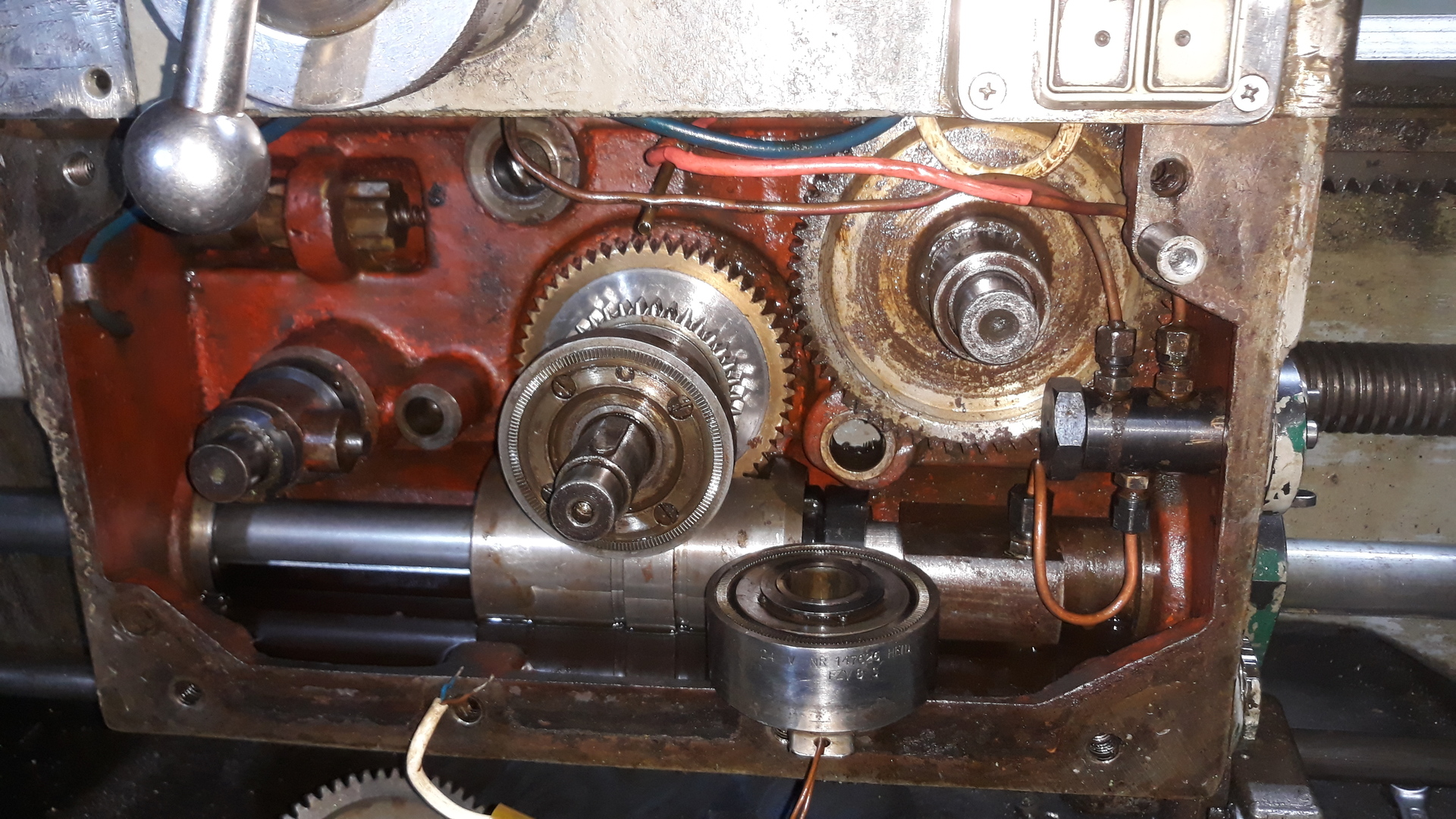
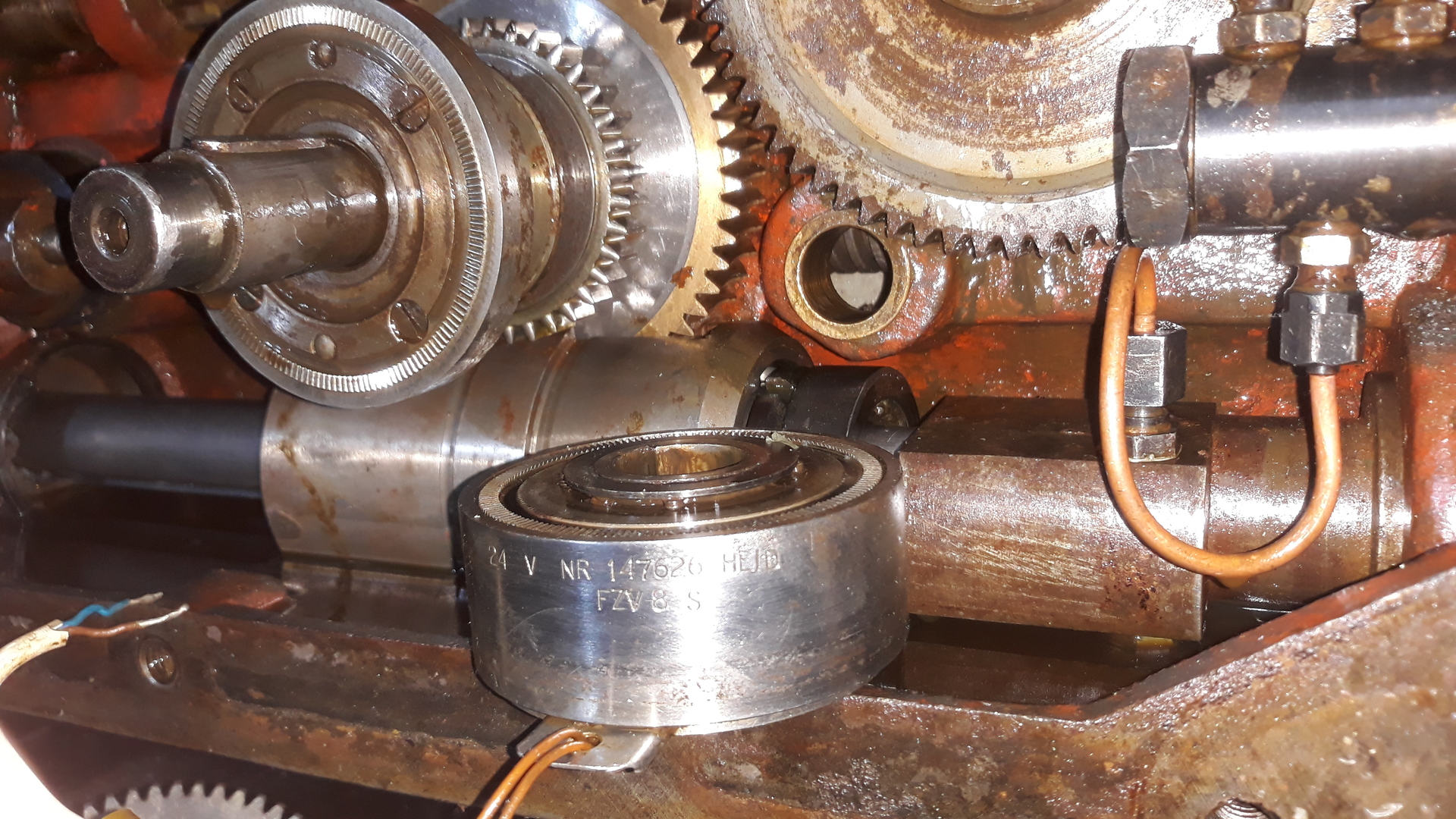
Bundyland-nak! A régóta igért képek,ma elkészültek újból.
sufnituning | 3480
2020-12-04 22:08:17
[45622]
Szép felületet lehet csinálni görgőzéssel is, vagy még szebbet, és avval nincs szenvedés, késköszörülés, -beállítás és nem visz a méretből, max 1-2 századot tömörít.
Szívesen, máskor is! Érdemes kiírni Excelbe. Használd kedvedre. Üdv!
Előzmény: Takács István, 2020-12-02 11:11:10 [45615]
Lacibácsi | 239
2020-12-02 16:37:21
[45616]
Sziasztok!
Emlékszik-e valaki hogy régebben volt szó itt a fórumon egy furcsa élkiképzésű gyorsacél esztergakésről, amivel puha, kenődős, pucu anyagokat lehetett jó felületi minőséggel esztergálni. Ferde volt a kiképzése, inkább hántotta, hámozta az anyagot, és a forgács hasonlított a racka juh szarvához Remélem érthető volt a nem túl szakmai megfogalmazás Nem találom a bejegyzéseket, pedig nagyon sokat kerestem. Ha valaki elmentette, vagy tudja hol találom kérem írja meg. Köszönettel: Lacibácsi
Takács István | 95
2020-12-02 11:11:10
[45615]
Szia Gyula! Megkaptam kicsit jobb a kép. Még egyszer köszönöm szépen a segítséget. Üdv. István
Előzmény: Takács István, 2020-11-30 19:40:58 [45613]
Takács István | 95
2020-11-30 19:40:58
[45613]
Szia Gyula! Ezek a furatosztások megvannak az én tárcsáimon is. A fotó amit küldtél elég homályos nem minden látszik rajta. Esetleg ha időd engedi megtennéd, hogy küldenél egy másikat ami élesebb. Köszönöm. Üdv. Takács István
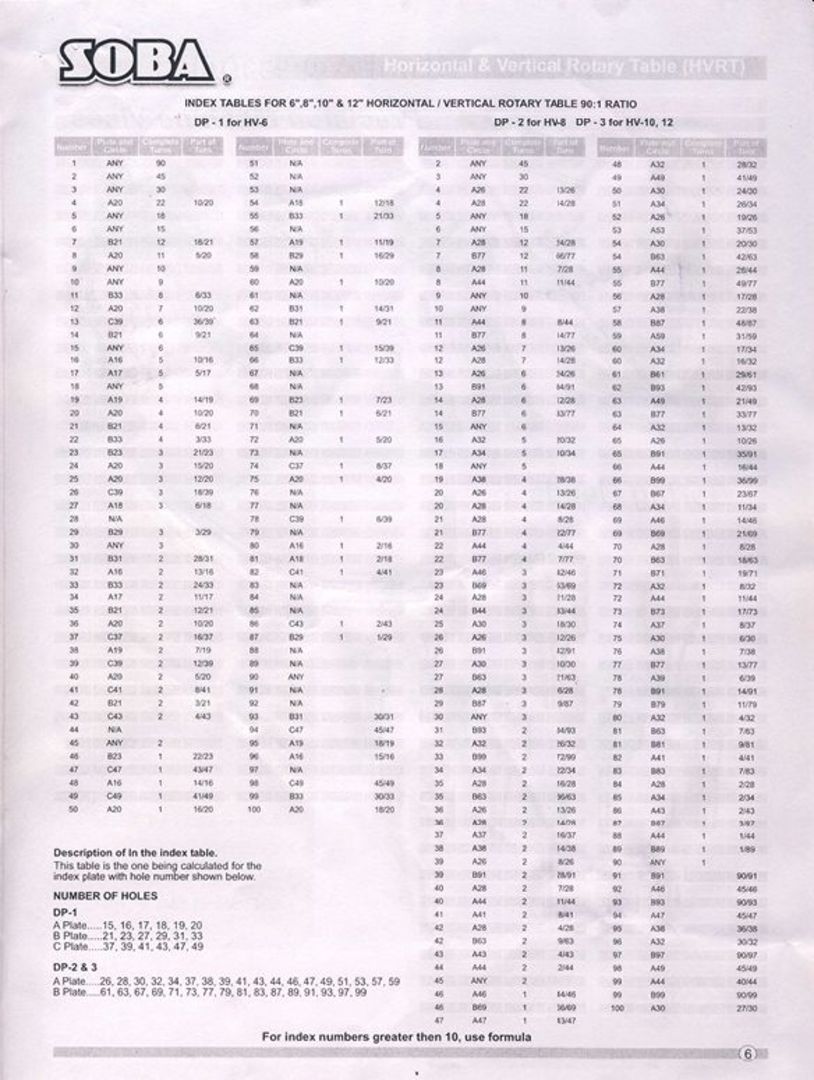
Kiegészítés! Ezek a furatsorú osztótárcsák kellenek hozzá: 15,16,17,18,19,20 21,23,27,29,31,33 37,39,41,43,47,49 Extra 26,28,30,32,34,37,38,39,41,43,44,46,47,49,51,53,57,59 61,63,67,69,71,73,77,79,81,83,87,89,91,93,97,99
A táblázatban a kivitelezhető lehetséges osztások, ezek használatával valósíthatók meg. Nem tudom milyen osztótárcsáid vannak. (általában kétoldalasok) A rendelkezésedre álló osztótárcsáid furatsora, határozza meg az osztási lehetőségeidet. Üdv!
Előzmény: Takács István, 2020-11-28 06:46:15 [45608]
Gyula65 | 303
2020-11-29 06:00:03
[45611]
Soba osztófej 1:90-es áttételű. Nem használ cserekereket. Cserekerék nélküli adatlapja megfelelhet neked.Extra osztások nem kivitelezhetők vele, viszont nem kell számolni. Nyugodtan használhatod! Üdv!
Előzmény: Takács István, 2020-11-28 06:46:15 [45608]
Esetleg nem-e összehasonlítottad már az ugyan csak Danúvia álltal gyártott Tkg 355-ös körasztallal? Az fent van csuhásnál,letölthető.
Előzmény: Takács István, 2020-11-28 06:46:15 [45608]
Takács István | 95
2020-11-28 06:46:15
[45608]
Szia KoLa! Van osztótárcsám hozzá mint a fotón is látszik. Az áttétel 1:90 hez tudom hogy kilehet számolni a különböző osztásokat.De nekem az osztófejhez is megvan a gyári gépkönyv és csak fellapozom kikeresem a táblázatból a kívánt osztást és már tudom is a beállítást, nem kell számolgatnom. Ezért szeretnék a körasztalhoz is egy gyári gépkönyvet.
Látom nincs hozzá osztótárcsád, pedig az kéne. Nem nehéz használni! ez egy csiga hajtás, tudnod kell az áttételt! mondjuk 40 ( nekem ilyen van ) Egy z40 fogaskerékhez mindig egyszer kell körbefordítani az osztó kallantyút, a többi már matek, ha lesz hozzá osztótárcsád. 40 szer az osztótárcsa osztás, osztva a fogszámmal maradék nélkül kell hogy legyen.
Előzmény: Takács István, 2020-11-14 19:34:41 [45604]
Leves | 3
2020-11-27 22:37:22
[45606]
Kedves Csuhas,
Nagyon erdekelne h mibol csinaltad a meroeszkozod en is szeretnek egyet csinalni vagy ha van neked elado az ia erdekelne
Főorsóház két szélső részét összeköti egy kis furat - 0.8 -as hegesztő huzallal szépen ki lehet takarítani (ha koszos) - amin az olaj áramlik. Érdemes ránézni, mert nem fog átfolyni az olaj rendesen. Felső részén ugyan kap némi olajat a csapágy a rézcsövön keresztül is. A lyuk miatt elég jól be kell lőni a helyzetét mert ki is tud folyni a hátsó részből az olaj és akkor kevésbé hatékony a kenés.
Sziasztok! Keresek danuvia 250mm-es körasztalhoz kezelési könyvet ha esetleg valakinek van ötlete kérem ne tartsa magába.
svejk | 33157
2020-11-13 18:00:01
[45603]
BT30-es szerszámbehúzó, benne 6 db 5/32"-es golyó. A 20-30 Ft-os csapágyboltos állítólag crómacél golyók 2 hónapot bírtak, általában kettétörtek vagy ahogy írod sokszögek lettek.
Most az Exist-től vásárolt 100Cr6-osak vannak benne 4 hónapja, még szép a felületük.
Igaz meg kellett venni 100 db-ot és 0,528 Euro volt darabja, de remélem tartósabbak lesznek.
Előzmény: ANTAL GÁBOR, 2020-11-13 17:28:27 [45601]
"Így múlik el a világ dicsősége " Valóban a mai golyók kéregedzettek . ( minthogy 90% uk szénacélból készül ) A klasszikus csapágygolyó anyag a 100Cr6 ( régi nevén Go3)
Rendesen megszívtam pár éve . 20 tonna megfogására alkalmas 3 soros ( sum golyó 18 db ) rudazatmegfogókat csináltam egy geofizikai szondázógépfez . Aztán pár hét múlva visszaküldték azzal a kéréssel hogy kényelmi okokból még egy rugót építsek be a megfogóba . No a golyók úgy néztek mi mint ha hógolyók lettek volna ( össze vissza lapultak mint egy dodekaéder ) Aztán egy erre szakosodott kereskedőnél sikerült a klasszikus 100Cr6 os golyókat beszereznem . Azóta minden OK
esztergályozni még bírtam, mert a betétes kés vitte, óvatosan persze, belefúrni már nem tudtam... elvetemülten ráhegesztettem avi-val... nem a legszebb, de egyenlőre megteszi
Nem kell lágyítani, fúrtam már golyót csak kéregedzett. A hőtől befeketedik pikkelyes gusztustalan lesz. Mint Gyula írja köszörülj rá egy kis platformot aminek a lehető legnagyobb legyen az átmérője. Aztán eszterga...központfurat és egy jó fúró (jó ha 130 fokos a kúpszöge és a keresztél is ki van véve...jó a HSS ) A menetnél viszont jó lötyögősre fúrd pl M6 nál legalább 5.2 vagy 5.4 re de ezt csak halkan mondom mert kapok majd hideget meleget...azért az alapanyaga a golyónak elég szívós tud lenni. Mivel 25 mm az átmérő ezért a lapolást is már az esztergán kellene elkészíteni egy keményfém késsel, és mindent ugyanabból a befogásból végigcsinálni. A menetfúrást viszont úgy hogy kézzel forgatva a tokmányt és ha érzed hogy már törni akar..szorul akkor fúrd még nagyobbra nyugodtan, így is kibírja ...gondolom nem hídalkatrész lesz hanem egy gomb valaminek a végére. A központfúró is nem baj ha rövidre köszörült, sőt egy rövid 6 mm-es keményfém fúró is megteszi.
Ahol kovácsoltvas kerítéselemeket forgalmaznak, vannak golyók "vasból", különféle méretben. Ez erre a célra tökéletes lenne, és még gond nélkül menetelhető is.
jó az ötlet, mivel ma nem jutottam odáig hogy golyót fúrjak így most meglesem a neten van e ilyesmi készen, nekem is egyszerűbb lenne az életem... de sajna az átmérő 25 -től nem tudok tágítani, olyat kell találnom
Előzmény: Varga László, 2020-11-12 15:32:28 [45592]
lovas gyula | 1877
2020-11-12 15:57:22
[45593]
A menet sem probléma ha már sikerült kifurnod. Egy kis kezdő platformot köszörülj kb 1mm . Hsse fúroval ki tudod furni . Ha a furót szeretnéd megmenteni a kimenő oldalra is köszörülj egy hasonló kis szigetet. m6 menetet már furtam egy hasonló méretű golyóba. egy vadonat uj menetfuróval ami túlélte, de már több menetet nem csinált. kb 10 éve raktam képet ide a fórumba, de ha érdekel megkeresem . szerintem egy délelőtt alatt meg is találom
Gömbcsukló esetleg nem alkalmas?,az már kész van , vagy van nyele, vagy lyukas. De ha elhozod kifúrom neked,csak a külseje kemény- nem átedzett.-persze méret függő!
de jól gondol, menet is kell bele, bár nem fontos, de jó lenne.. Szóval homokban lassabban hűl le gondolom, és emiatt forgácsolhatóbb lesz... na akkor homok az van, kipróbálom, köszi!
hát ha lehet kapni minden bizonnyal meg csinálnék is ha lenne gömb kanyarító az esztergához, de annak most nem fogok nekiállni, már mint készíteni egyet...
Egy 25mm es csapágygolyóba kellene furatot eszközölni.. hogy érdemes nekiesni, meg mivel? Gondoltam hogy kilágyítom, felmelegítve majd hagyom visszahűlni saját ütemében, utána leszúrok egy kis részt és oda már a sík felületbe könnyebben lehet fúrni, de vajon kilágyul e az anyag?
Nem szükséges a keménysége, inkább a gömb forma ami érdekes, egy állítható tartó része lenne...
Előre is köszönöm!
R.
wolfthomas75 | 229
2020-11-11 18:06:35
[45586]
Kedves kollégák! Tudtok olyan szakít Dunakeszi vonzaskorzeteben aki egy szalagcsiszolo alumínium görgőibe csapagyakat esztergalna?
Köszönöm, már meg is kaptam!! Hétvégén vettem a gépet, de nincs magyar leírás a könyvében. Átolvasom. Megért 200eFt-ot? Annyit adtam érte. Megkímélt gép, az előző tulaj vette újan.
Ferm FMD-500N esztergához keresek használati utasítást, magyarnak örülnék a legjobban. Megvan valakinek? Pdf-ben e-mail címre vagy ide egy link is jó lenne. Köszi! Tomi
Csuhás | 6750
2020-11-07 21:17:33
[45581]
Kiegészült a emu250 gépkönyv az itt emlegetett rajzokkal:
18 Kart EMU250 eszterga gépkönyv http://data.hu/get/3661873/EMU250_gepkonyv.ZIP https://data.hu/get/12661275/emu250rajz.zip