Igen, elismerem igazad van, arra csak 20 másodperc kell rá, de úgy néz ki nekem hogy a program elég egyszerű, mintha hiányai lenne. A FreeCAD-on is többfajta megoldás van erre, mint írtam, "Chamfer" is nagyon gyors '3D nyomtatás' téma, 28777. hozzászólás meg a "Loft" is '3D nyomtatás' téma, 28779. hozzászólás egyszerű és gyors. Ne de mindegy, az a jó ha van valim program amit az ember tud használni.
Na meg ez az információ szerint nem igazán ingyenes, mert vannak részei amire fizetni kell. De mindegy, mert jónak néz ki akinek nem kell komolyabb, vagy több programot tölt le különböző munkalépésekre. Én azt sem szeretem hogy licenchez van kötve, regisztrálni kell. Na meg regisztrálás után meg jön a levélszemét... Ilyen programokkal már régen nem foglalkozok. Az az igazság hogy amit ingyen tudsz használni az nem a teljes komplett verzió, mert az pénzbe kerül.
Én a FreeCAD-be az irigylem, hogy sok formátumot tud kezelni. File konvertálásra szoktam használni ezért. Én nem azt akartam írni, hogy a Design Spark Mechanical a legjobb program, mint tudjuk ez is ingyenes program. Csak annyit, hogy ezt a billentést egyszerű vele megcsinálni. Próbáltam nem túlozni.
Találtam egy videó, amiben csinálja az illető (4:20) ezt a funkciót.
„Ez a módszer csak a hossz alapján kalibrál, ha a filament nem pontos akkor ott szintén lehet +-5% eltérés a mennyiségben ami már tuti látszik a nyomaton...”
Pont ezért nem kalibrálom behúzott filament hosszra az extrudert.
Nem a legjobb fotóalany ez a szín, de az alsó falrész nyák határánál lévő részen mintha átsejlene az alatta lévő réteg. Nem lehet hogy a fal is foghíjas?
csak annyit tennék hozzá a témához, hogy ha a kalibráció során kijönne hogy rossz mennyiséget tol az extruder, akkor csak annyit kell csinálni, hogy ki kell adni még pár további g-code parancsot. igaz az módosítja a firmware által használt alap értékeket, de azért nem egy firmware update ről van szó szerintem... én ez alapján csináltam https://all3dp.com/2/extruder-calibration-6-easy-steps-2/ szerintem tuti jó kis leírás... a lényeg ha az jön ki hogy nem jó a kitolt anyagmennyiség akkor sem kell megijedni, ha sikerült odáig eljutni, hogy számítógépről indítva tudsz g-code ot futtatni a gépen akkor a kalibrálás során is csak annyit kell, hogy kis számolgatás után pár további parancsot is ki kell még adni... én amúgy ezzel csináltam: https://chrome.google.com/webstore/detail/gcode-sender/ngncibnakmabjlfpadjagnbdjbhoelom?hl=en
Nem feltétlenül a kaibrációban van a hiba. A 4 rétegből álló külső fal rendben van. Ott én nem látok semmilyen problémát. Lehet, hogy szeletelő beállítási probléma. A Curából a 4.8.x az utolsó verzió.
A kalibrálás amúgy nem túl komplikált. A filamenten fel kell jelölni egy ismert hosszt mondjuk 50mm onnan mérve, hogy befut a szál az extruderbe. Majd PC-ről USB-n keresztül vezérelve fel kell fűteni a fejet aztán egyesével ki kell adni a következő parancsokat: M83 G1 E50 F50
Az első "nullázza" az extrudált mennyiség értékét a második meg 50mm filament extrudálására parancs. Ha pont a jelölt mennyiség tűnik el az extruderben akkor jó a beállítás. Ha nem akkor módosítani kell az firmware-t vagy ha ezt nem szeretnéd akkor a mennyiséggel lehet játszani. Nyilván a ha 50 mm helyett csak 40 mm ment az extruderbe akkor valami nagyon nem jó. Ekkora hiba esetén már mechanikai hibára is lehet gyanakodni. Normál esetben pér % lehet az eltérés. Mondjuk 100mm esetén csak 99 mm-t extrudál. Ez a módszer csak a hossz alapján kalibrál, ha a filament nem pontos akkor ott szintén lehet +-5% eltérés a mennyiségben ami már tuti látszik a nyomaton...
A FreeCAD hátránya hogy elején bonyolultnak, nehéznek tűn, de az elsö akadályok után minden nagyon gyorsan megy, legala´bb is nekem így van. Ilyen egyszerű dolog 1-2 perc kell megcsinálni ha nem kell videót csinálni megmutatni másnak. Így kilenc perc kellett rá, de abba az időbe hiba javítás is volt meg csomó (felesleges) forgatás.
Lehet hogy te gyorsabb vagy, de annak ellenére hogy ezt te 10-20 másodperc alatt meg tudtad volna csinálni a Design Spark Mechanical programmal azt nehezen tudom elhinni, szerintem az kicsit túlzás. Ott is kell az egeret ige oda mozgatni, kattintani meg mindent beállítani stb. stb. Az ott is ugyan annyi időbe telik.
De mindegy, mert igazad van, az a program jó amit az ember tud használni és ismeri. Én többfajtát tanultam és próbáltam, de erre ragadtam, ezt használom ma már majdnem mindenre. Még fizettem is érte mert nagyon megéri szerintem, sok és komoly munka van mögötte.
Na itt vagyok bajban, nem kalibráltam, mivel nem is tudom hol-hogyan tehetem meg. Azt beírtammekkora a filament, a fufóka, 0.2 mm-es réteg. Valószínű, valahol itt van a hiba. Mellékelten küldök egy képet.
Fénykoromban az AutoDesk regisztrált oktatója voltam még az AutoCad12 idejében. Főiskolán oktattam is a használatát. Évekig aktívan terveztem vele pl. közúti és gyalogos hidakat elsősorban fából. Saját megítélésem szerint kb. 20%-át használtam ki a programnak. Minap szembe jött velem egy példány de már alig ismertem rá. Kb. 15 éve nem foglalkozom vele, olyan helyeken dolgoztam, ahol nem volt AutoCAD. Én meg vagyok olyan "hülye", hogy soha egyetlen feltört programot sem használtam, inkább a butább de ingyen letölthető változatokkal küzdöttem.
Előbb utóbb úgyis megkel tanulni egyet mert a több kis tudású programokkal zavar és káoszt teremt a tudási szintel! Vannak magyar diákverzios megoldások (free) cad nagy rendszerek siemens,solidworks,fusion 360..stb csak használni kellene de eröl kevesen tudnak úgy látszik több helyen is mert akkor használnák....
Nagyon tisztelek mindenkit, aki a FreeCAD programot tudja használni.
Nekem egyszerűen nem állt rá az agyam. Én vizuális típus vagyok inkább, és sokkal egyszerűbb, amikor látom, hogy egérrel tudom mozgatni a síkokat.
Ezt a billentést a Design Spark Mechanical-al kb 10-20mp alatt meg lehet csinálni, persze van, amit meg sajnos nem tud, és a FreeCAD tudja jobban.
Szoktam mondani, mindenkinek az a jó program, amit jól ismer és tudja is használni.
Törölt felhasználó
2021-02-10 22:04:37
[28799]
Szívesen. Örülök hogy segített. Sok szerencsét a FreeCAD használására. Én szeretem mert mindent elég könnyen lehet csinálni vele és nagyon komoly program.
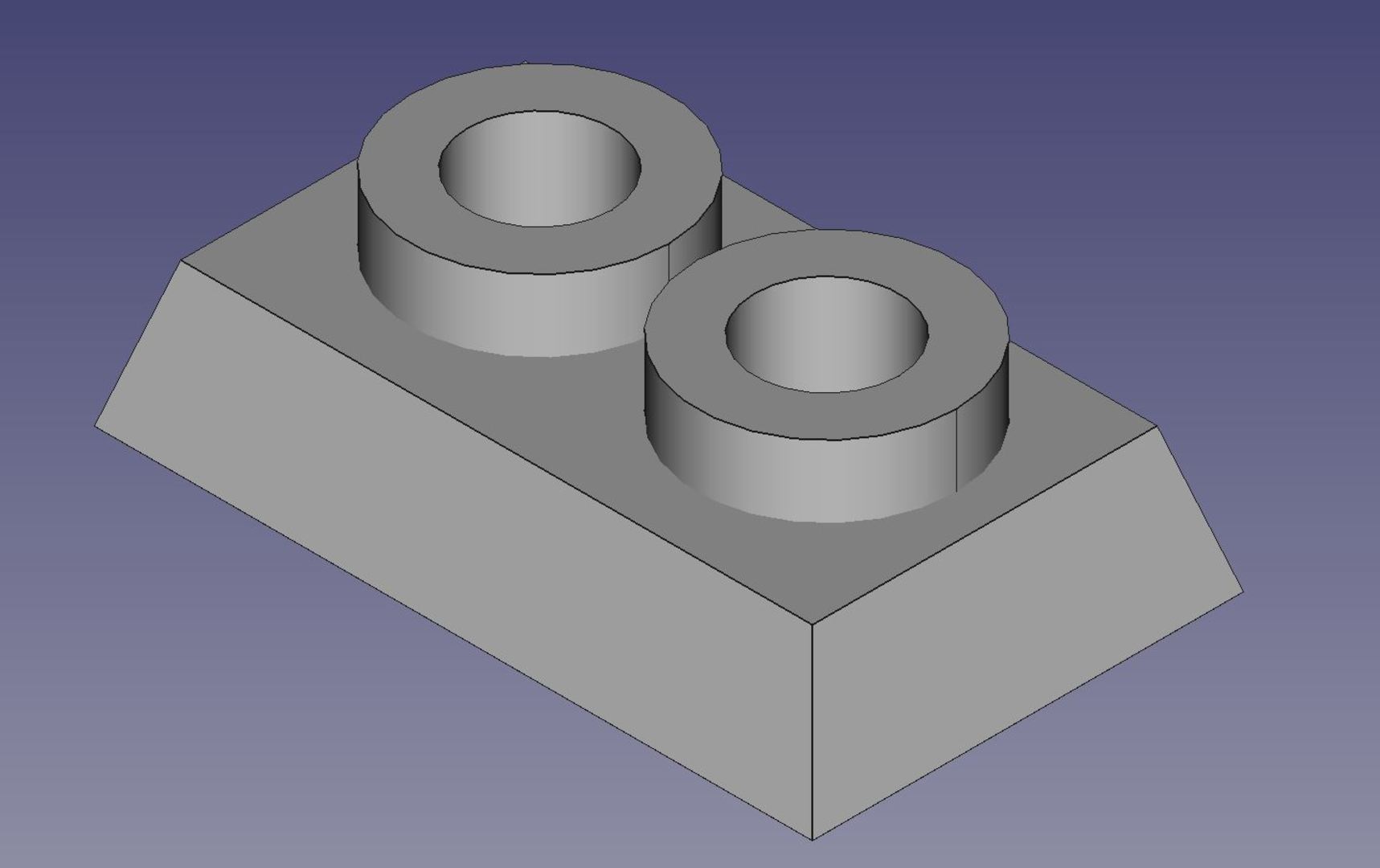
Nem tudom mi a probléma a Pocket-et használni, de csináltam gyorsan egy rövid videót, azon megmutatom hogy csinálom Pocket segítségével. Nézd meg, de ha nem segít elküldhetem a fájlt neked, azzal tudsz játszani.
Az is előfordulhat, hogy vékonyabb a filament a névlegesnél. Esetleg magyobb a fúvóka furata, de keveset használt nyomigánál ez nem valószínű hacsak nem gyári hibás.
Én se régóta nyomtatok, de saját tapasztalat (is), ha nem kalibráltad le az extrudered akkor lehetséges hogy kevés anyagot adagol azért van hézag a csíkok között. Olyankor a belső "hálót" se nagyon tudja normálisan átfedni a felső (teli) pár réteg.
Szeretnék segítséget kapni. Kövezzetek meg, de csak egy a nyomtatót alig használó vagyok: egy Ender3-at, Skethhup-ot,és egy Cura3.2-őt használok. Távtartóket, egyéb egyszerű idomokat készítek. A darabokat a Sketchup-pal rajzolom, a Cura a g-kódot. A darabok megfelelnek arra amire használni akarom. De!! Az munkadarabok oldalát elég simára csinálja a 0.4 mm-es , de az alja-teteje nem tömör, különösen ha a kitöltési tényező nem 100%. Olyan "hálós". Mit nem állítok jól.
Pisti21 | 11
2021-02-10 14:07:15
[28791]
Szia! A siker az 1/3! A "Pocket" azt nem értettem, hogy hol s mit kell keresnem. A "Part" "Chamfer" esetében maradt egy pici rész. Nem engedi a teljes testmagasság értékét. Eltűnik a test, ha azt adom meg. A "Pocket" az érdekelne
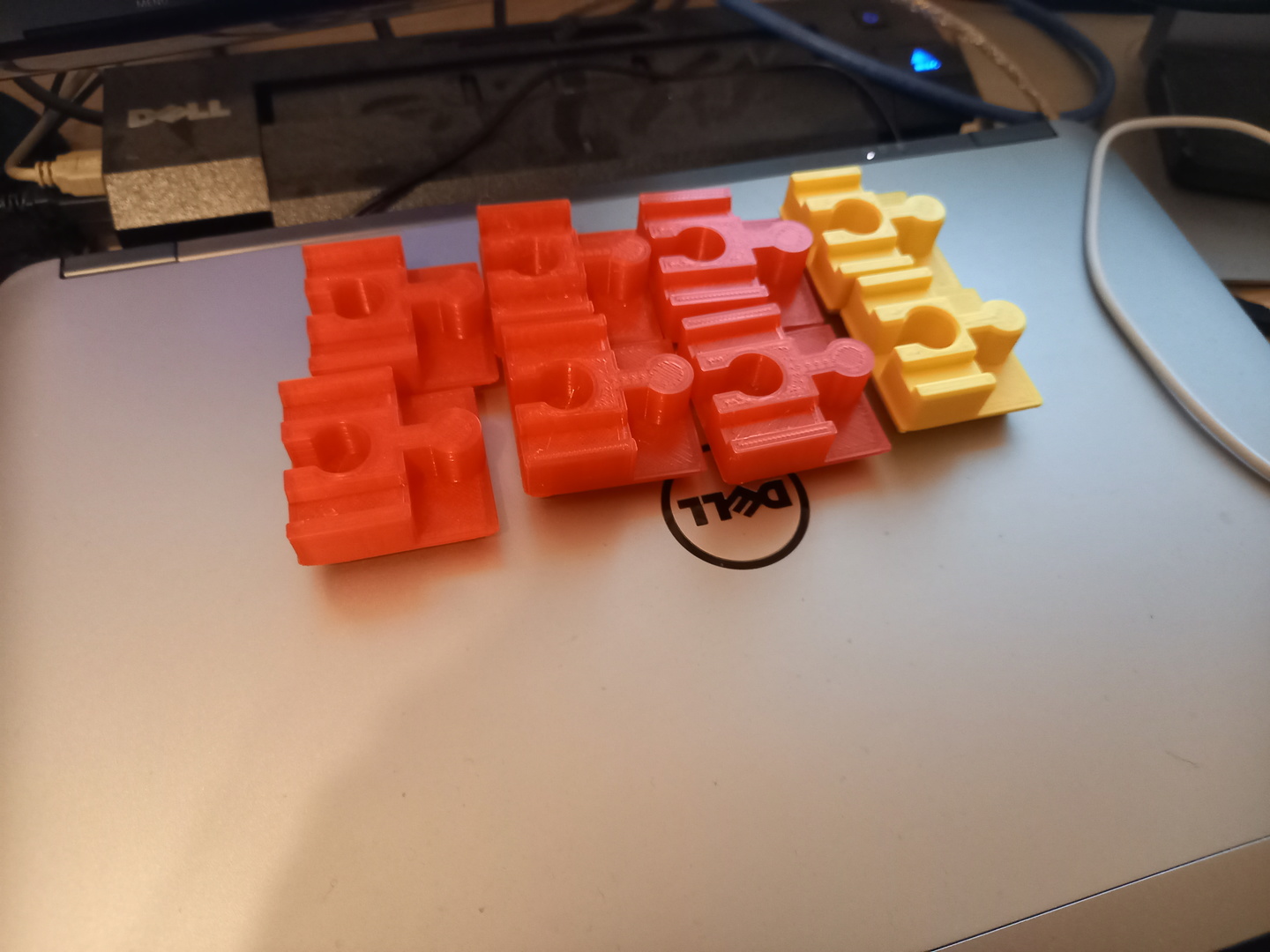
Nem a toldás a lényege... hanem hogy az alja az lego duplo kompatibilis... szóval egy lego duplo házra vagy alapra rá lehet vezetni a sínt. Vagy lego duplo elemekből lehet építeni alagútnak lábazatot.
Nem kötekedés, de mire jók ezek a pár centis "toldók"? Azért kérdezem, mert az unokámnak is van ilyen vonata, de még nem jöttem rá mennyivel lenne jobb a pálya ezekkel a nyomtatott adapterekkel.
Amit thingiverse ről kaptam, hogy ezt kellene nyomtatni nekem nagyon nem akart működni... szorult a duplo oldali része, ha simán megnöveltem volna akkor meg a favonat oldala lett volna túl nagy... így csináltam egy saját scad file-t egy duplo lib segítségével (szintén thingiverse es találat). Ha kell akkor a scad file -t feltölthetem valahova... abban lehet játszani a tűrésekkel, meg külön állítani a duplo dolgait meg a favonatosat... ha csak egy két darab kellett volna lehet tojok rá és megreszelgetem az alját, de a barátom kért vagy 20at így inkább szenvedtem kicsit az OpenScad el
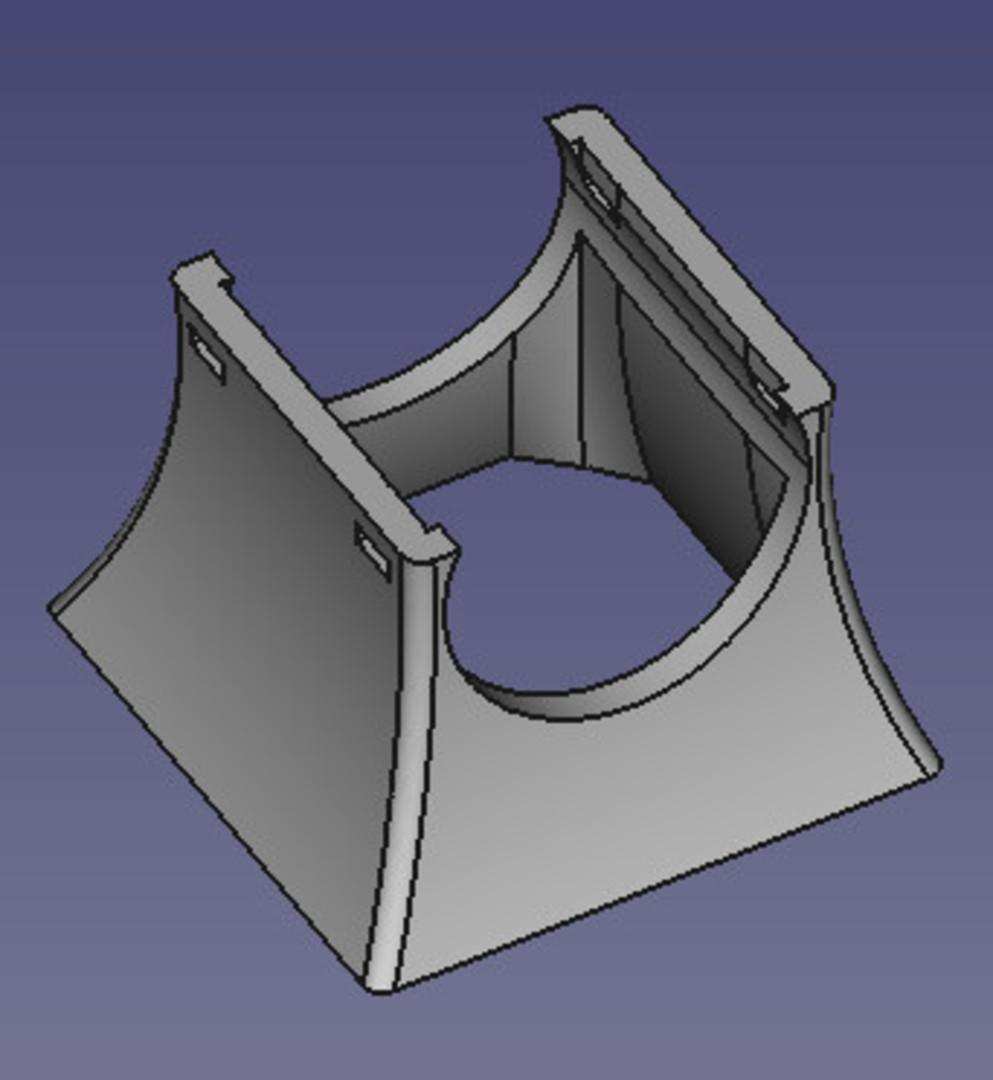
Én a "loft" funkcióval csinálnám meg. Ez a "part" felületen található meg a FreeCAD-ban. Két rajzot (sketch) kell gyártani a megfelelő távolságban és a loft összeköti őket és kitölti anyaggal, ha úgy kofigurálod. Az egyik rajznak nagyobb területűnek kell lennie, a másiknak kisebbnek. A mellékelt képen 3 sketch-ből van egy test gyártva, majd még 3 sketch-ből még egy loft és a kettő kivonva egymásból. Ha valakit bővebben érdekel gyárthatok oktató videót loft témában.
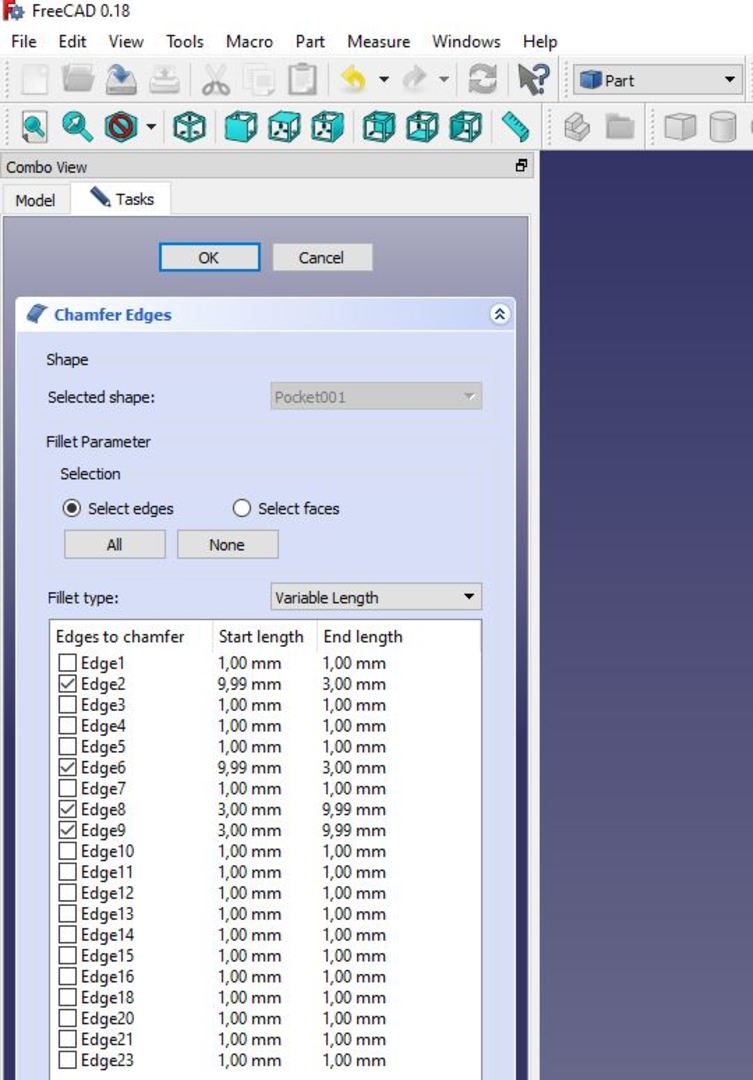
Azt legalább két különbözőn lehet intézni, egyik a "Pocket" forma rajzolás után (ez az egyszerűbb szerintem) a másik pedig a "Part" "Chamfer" alatt kell csinálni.
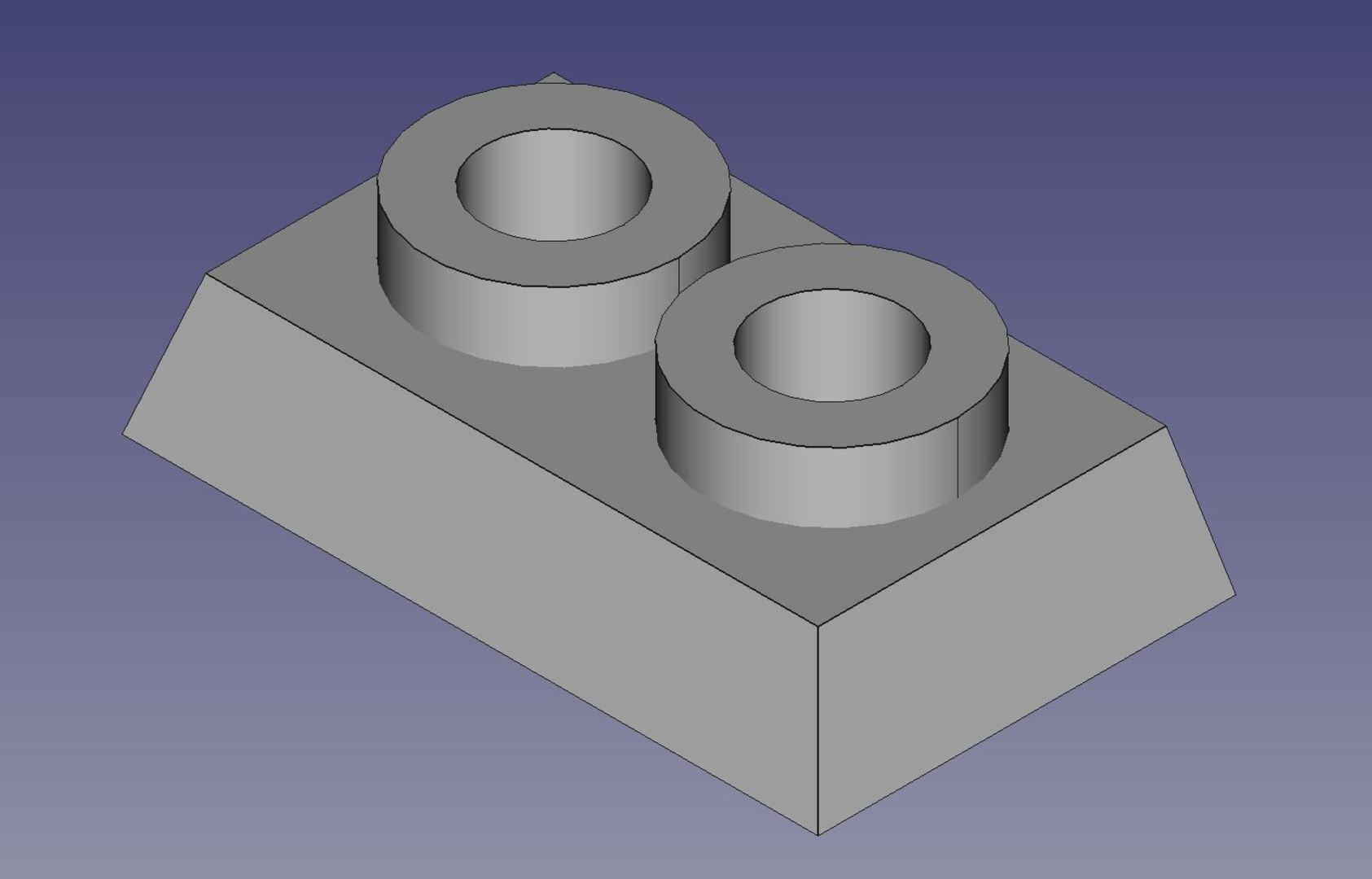
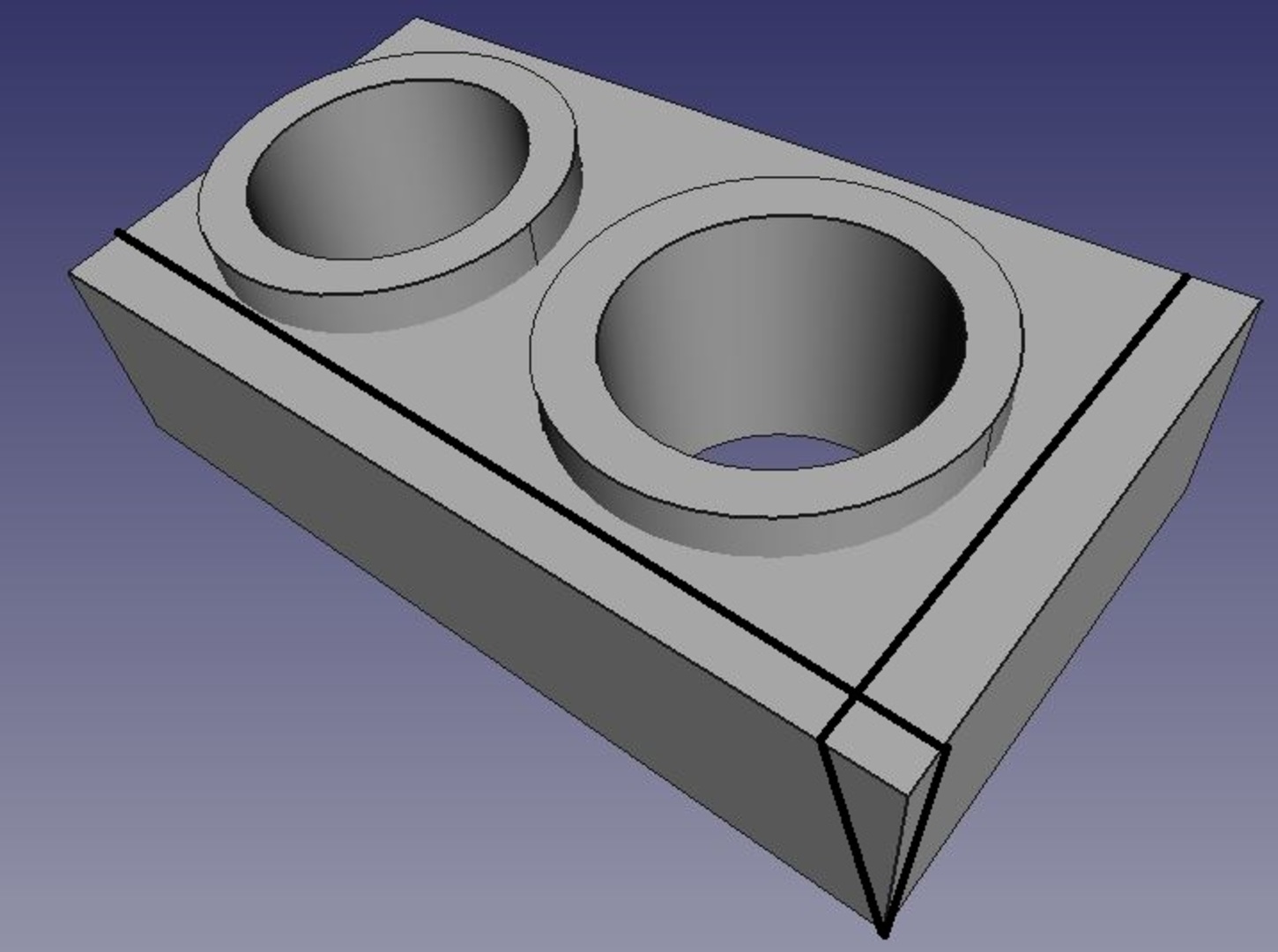
Jól látod, az oldallapokat szeretném döntenin nem csak az élt lehúzni. A két oldalt azt kis mértékben a két végét sem egyformán.Szeretnék maradni a Freecad programnál, ebben próbálkoznék. Bitos ebben is valami egyszerű lehet a megoldás csak nem találom. Eddig ilyen dolgom még nem volt.
Ahogy Pisti21 ábráját nézem, ő nem 45°-os élletörést szeretne, hanem az oldalfalakat "bedönteni". A FreeCAD-et nem ismerem, de egy ilyen egyszerű testet a SketchUp-al érdemes megtervezni. Ott simán ki kell jelölni az élt és a move paranccsal elmozdítani. Viszi magával az összes kapcsolódó élt és oldalt.
A "chamfer" beállítás kell. Nem tudom magyarul mi, mert én angolul használom. Csináltam egy példát, ha akarod elküldöm az FCStd fájlt, de nem tudom hogyan. Azzal tudnál játszani. Nem tudom méreteidet, azért nem ugyanaz.
Sziasztok! A FREECAD-ban terveztem meg az alkatrészt, de nem találom arra a megoldást, hogy az oldalakat ferdére vágjam. Olyan legyen, mint egy csonkagúla. Mind a négy oldal más ferdeségűre szeretném (meg majd még az alját is). Szeretném, ha lenne segítő javaslat!
Törölt felhasználó
2021-02-07 12:05:34
[28772]
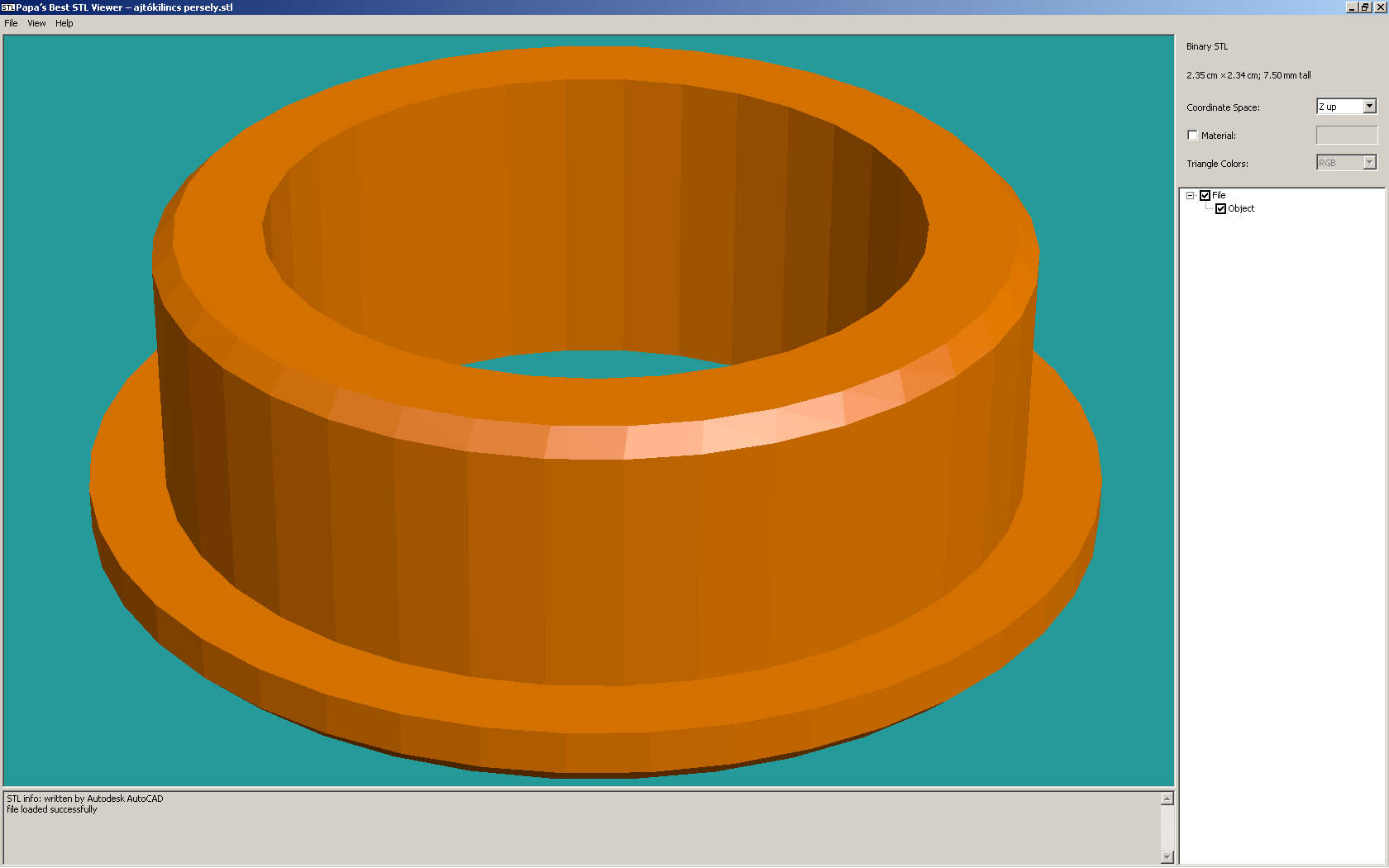
stl exportnál ved fel traster étéket 0,001 re nem lessz sokszögű....
Kollégám, AutoCAD-ben rajzol...Ő rajzolta a kilincsperselyt.
Nézem a rajzot, meg a nyomatokat is, mikor kész lett... Mondom Neki másnap... -Te, abban a cad-ben nem lehet "hengert" rajzolni, csak "sokszöget"?... Mit nem csinál(t) jól?

 az AutoDesk regisztrált oktatója voltam még az AutoCad12 idejében. Főiskolán oktattam is a használatát. Évekig aktívan terveztem vele pl. közúti és gyalogos hidakat elsősorban fából. Saját megítélésem szerint kb. 20%-át használtam ki a programnak. Minap szembe jött velem egy példány de már alig ismertem rá. Kb. 15 éve nem foglalkozom vele, olyan helyeken dolgoztam, ahol nem volt AutoCAD. Én meg vagyok olyan "hülye", hogy soha egyetlen feltört programot sem használtam, inkább a butább de ingyen letölthető változatokkal küzdöttem.
az AutoDesk regisztrált oktatója voltam még az AutoCad12 idejében. Főiskolán oktattam is a használatát. Évekig aktívan terveztem vele pl. közúti és gyalogos hidakat elsősorban fából. Saját megítélésem szerint kb. 20%-át használtam ki a programnak. Minap szembe jött velem egy példány de már alig ismertem rá. Kb. 15 éve nem foglalkozom vele, olyan helyeken dolgoztam, ahol nem volt AutoCAD. Én meg vagyok olyan "hülye", hogy soha egyetlen feltört programot sem használtam, inkább a butább de ingyen letölthető változatokkal küzdöttem.