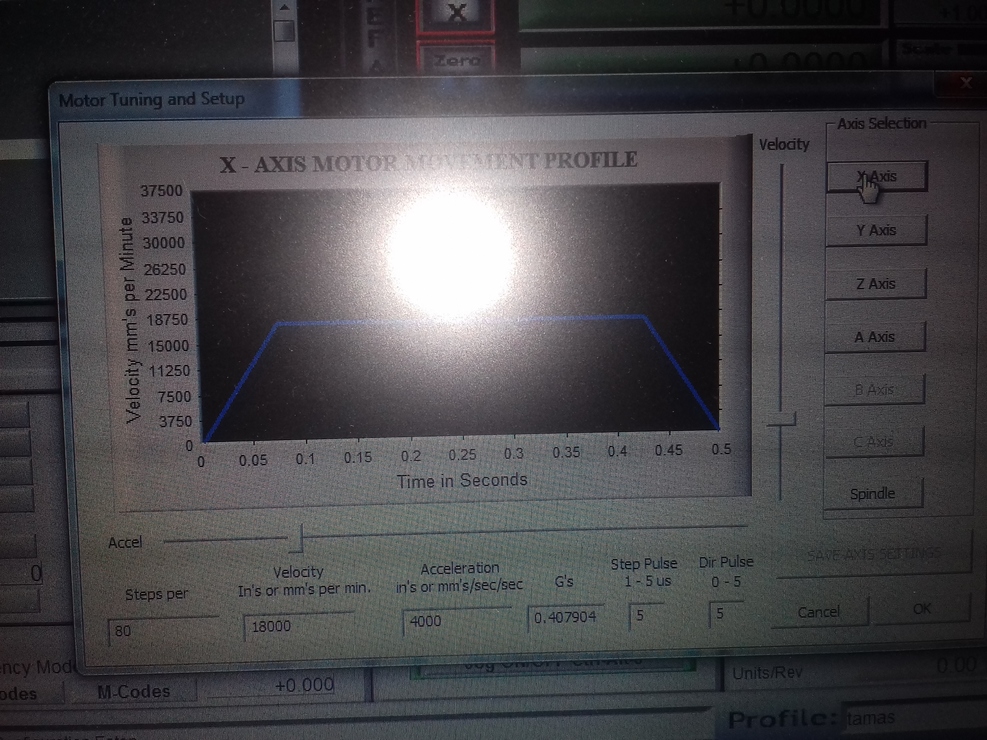
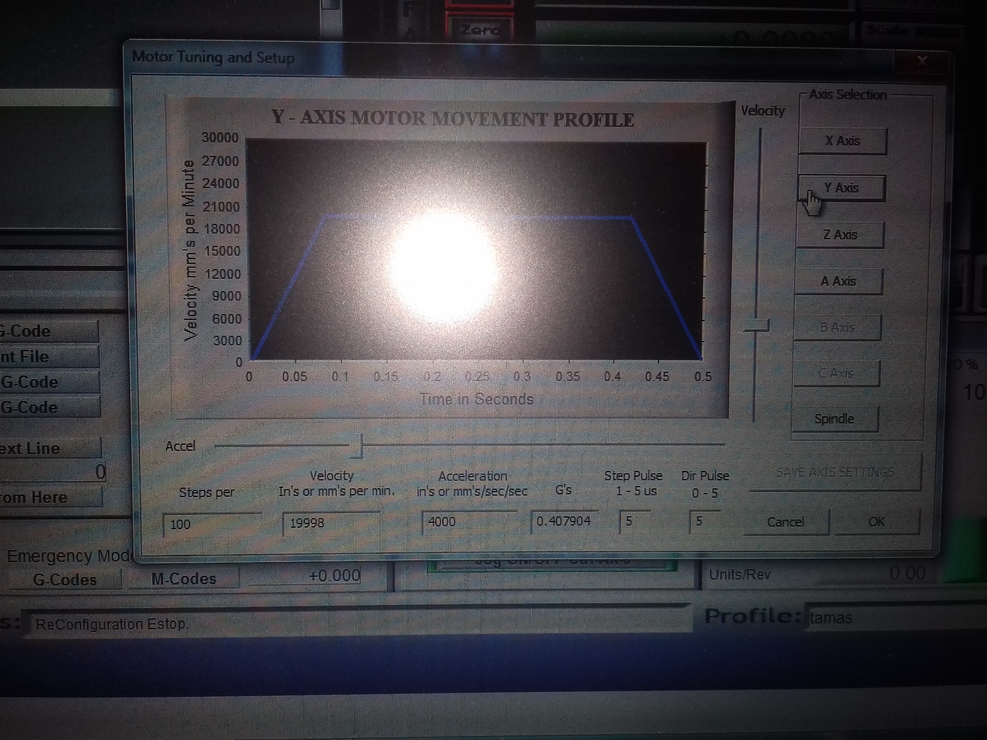
Látszik a videón is, hogy messze nem követi le a 10 ezret. Az csak látszat adat rajta. Így a videót elnézve max 10.000 / 2500 -ra állítanám a motortuningot. Vagy, arányosan az alá.
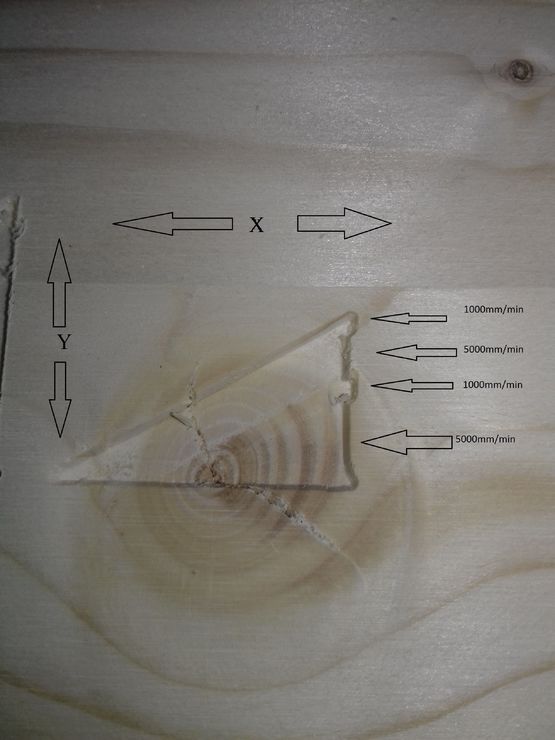
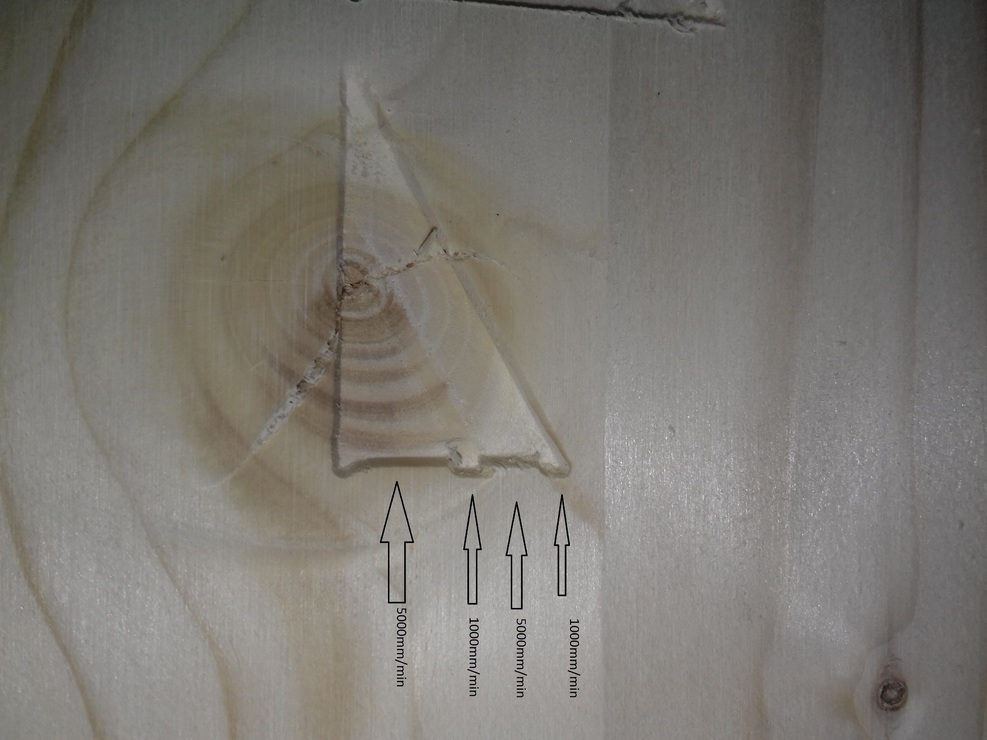
Na még mindig küzdök azzal a hibával hogy pl35fokos raszter marásnál visszafele nem mar. Exact stop pipával már nincs a végeken hiba, viszont 5000mm/min előtolásnál visszafele az eredeti nyomvonaltól kb 3mm-re megy, 1000mm/min előtolásnál meg csak kb1mm. Kottyanás szerintem nincs. X tengelyre backflash-hez beirtam 10-et és nem volt külömbség. Mintha nem tudná az Y tengely hogy az X még nincs pozízióban. Mi okozhatja még? Sima lpt vezérlésnél is ugyanaz mint uc100-al.
bocs ha volt már téma (nem találtam): MACH3-hoz milyen kontrollert használjak, aminek a kimenete +/-10V? 4 kimenet (XYZA) DC szervók hajtáshoz kellene. Több megoldást találtam neten, van ami bevált és elérhető áron van? Tapasztalatok, pro/kontra?
Köszönöm!
Pali79 | 711
2017-12-25 18:41:24
[16370]
Akkor sima ügy. Van pár lehetőség. Az M3 indítja a főorsót az egyik, M4 a másik irányba. M5 kikapcsolja mindkettőt. A másik használható megoldás a hűtés vezérlés. M7 és M8 kapcsolja be és M9 kikapcsolja mindkettőt. Mind a 4 kitehető külön kimenetre.
Még egy. Én csináltam, az elválasztás 74s245 i IC, ami ismétli a párhuzamos portot de nagyobb terhelhetőséggel, valamint 2 relé, egy-egy tranzisztoros illesztéssel. Az egyiket szánom a frekiváltó indítására, a másikat egyebekre, hűtés,laser stb.
Köszönöm próbálom, bár most kevés az idő: 7 undokkával is foglalkozni kell. Ha lézert akarok ki-be kapcsolni, hasonló elven tudok másik kimenetet rendelni pl. outut2-re? Válaszod köszönöm
Akkor a 17-es kimenet kell neked, de nem a motor tuningba kell hanem a pineknél az output #1-et állítod a 17-re és a spindle setupnàl a relay control résznél meg beállítod az output 1-et.
A pc békebeli LPT porton keresztül hajt meg egy "erösítöt", azaz 2db. 74 245-ös ismétlő IC-t, ennek a kimeneteiröl egyenesen a motor meghajtókra mennek a step-dir jelek. Próbálkoztam egy U100-assal, de nagyon utálta az öreg laptopomat, hát ráfanyalodtam a régi PC-re, az rögtön vitta a motorokat. Igaz ezek a meghajtók régi kinai kukázotttak, de csak az optokaput kellett cserélni, az ujonnan vásárolt meghajtók nagyon lassuak voltk, kis árammal (145mA)zrikálta a motorokat.
A Mach-ban lehet a marómotort be és ki- kapcsolni: M3 és M5-öt szeretném használni. A programban talán nem felejtem el beleírni, ahogy már többször megesett velem kézivel. Mi a megoldás??
Pali79 | 711
2017-12-23 15:47:23
[16361]
Kísérleteztem kicsit. Az optón átmegy a jel rendesen. Az adatlapja szerint egyébként 1MHz-et is tud kezelni, így a 400 Hz nem lehet gond. A zavar sem valószínű, mivel nem üzemszerű körülmények között próbáltam. Csak kíváncsiságból akartam használni, hogy lássam mennyit esik vissza a fordulat ha terhelve van a motor. De látom sok értelme nincs.
Szerintem ha beállítottad mint input is a Machban a 11-es pin-re a X+ Y+ Z+ bemeneteket akkor összeakad a program és nem tudja mit akarsz. ( szoftver bug )
De lehet szimpla bekötési gikszer is, ha az E stopbontó kontaktos és kisöntöli a többi kapcsolót.
Sehogy nem akar összejönni, leírom, hogy vannak a végállások: aHomeY megy a 15-ös lábra, a HomeY a 13.-ra, a HomeZ (ez a felső, az alsót nem kötöttem be) megy a 12. lábra. A másik oldal, valamint az E-Stop a 11-es lábat húzza a testre. Ez utóbbik nem mennek. Mit nem csnálok jól??
Használja valaki a főorsó fordulatszám kijelzését? Tegnap játszottam vele egy kicsit és azt tapasztaltam, hogy teljesen stabil jelnél is ugrál a kijelzett érték. De nem is kicsit, 24000 körüli értéket kellene mutatnia, ami úgy is van kb, de néha egy pillanatra felugrik 80000 körüli értékre. Kínai leválasztó kártyát használok, lehet attól is vagy más lehet a hiba?
Törölt felhasználó
2017-12-22 18:57:29
[16354]
Az összes végállás kapcsoló X+ X- Y+ Y- Z+ (Z- ez általában értelmetlen) mehet 1 azaz egy bemenetre (ha bontó akkor sorosan, ha záró akkor párhuzamosan kötve)
A Mach van olyan hülye, hogy felismeri ha 1 bemeneten van minden végállás ami egyben referencia is lehet.
Mikor felveszi a referenciát akkor ráfut az adott tengely a kapcsolóra és mikor lejön róla azaz állapotot vált a kapcsoló az lesz a refpont.
Minden tengely felvette a referenciát onnantól kezdve a kapcsolók már végállásként üzemelnek !
Melléket ábrán látható például 1 tengelyen, hogyan is néz ki ilyenkor az input-ok beállítása.
ég mindíg a végállásokkal bajlódok. Sokat segített "dezsoe", segítségével az X-Y-Z Home-t be tudtam állítani, de a másik oldallal nem boldogulok. Ezek a kapcsolókpárhuzamosan vannak az E-Stoppal együtt, az LPT 11.lábát húzza testre. A Diagnostocs ablakban jelzi is, a 7. led elalszik, ha kapcsolót. De ezen kívül nem történik semmi.
Törölt felhasználó
2017-12-21 13:10:11
[16352]
Vagy a General Config ba bejelölöd az Exact stop -ot.
Például így a N70-es sornál? Minden kódgenerálásnál írjam be? mach3-at nem lehet erre valahogy beállítani? Ha ez beválik akkor utánna hogyan optimalizálhatom a hajtásom és tuningolhatom a mach3 ilyen irányú beállításait?
Az alábbi marást végeztem. 30fok raszterban marva sarokból indulva 5000mm/min indulás majd ahigy a képen látszik az előtolás váltakoztatva lett. Az eredmény látszik. Lehetséges hogy a motorok nincsenek összhangban?
Törölt felhasználó
2017-12-20 01:00:13
[16345]
A Mach 4 elég érdekes logika szerint működik az már biztos !
Több éve csináltam már én sem emlékszem rá pontosan, de teljesen más mint a 3
Jaja, az UC300ETH is kompatibilis a mach4-el, van hozzá pluginunk, fent a weboldalunkon. Mach4-nél máshogy működik az I/O-k kezelése mint a 3-nál, több I/O-t több eszközön keresztül is hozzá lehet rendelni, bár szerintem veszélyes ahogy megcsinálták, de ebbe most nem mennék bele, mert hosszú történet és már késő esete van.
Eredeti license-nél nincsenek ezek a problémák, a problémát maga a crackelt license okozza. Vannak olyan crackelt vagy az interneten illegálisan publikussá tett kulcsok, amikről a fejlesztők is tudnak, hiszen nem vakok, látják, hogy mik mennek az interneten, ezeket a kulcsokat a mach3 felismeri mint érvényes license kulcs, viszont tudja a szoftver, hogy ez egy crackelt/lopott kulcs és ennek megfelelően "szórakoztatja" a felhasználót. Amiket személyesen láttunk eddig felhasználóknál problémákat amik ebből adódtak:
- Az említett 0x18/0x19 illegal character üzenet, ami miatt az xml fájl bizonyos részeit se olvassa be a mach ami randomnak tűnő gondokat okoz.
- A tengelyek random időközönkénti random irányváltása.
- Random alakzatok végrehajtása. Amiket mi láttunk az csillagok, ovális alakzatok voltak, amik amúgy a szerszámpályán, a g-kódban nem szerepeltek és a crackelt license eltávolítása után a hiba meg is szűnt a felhasználóknál.
Egyszerűen ki lehet egyébként deríteni, hogy az van-e amit írtam. Annyit kell csak csinálni, hogy a mach1lic.dat fájlt ami a license kulcs ki kell törölni a mach3 könyvtárból, majd elindítani a mach3-at kétszer. A második indulásnál már meg is szűnik a hibaüzenet, ha a gond a license kulccsal van.