Mindenkinek egy jobb Újévet kívánok, de óvatosan a kívánságokkal, mert valóra válhatnak! A "demo" gépemmel bajlódok, ceruza van a "kezében" rajzolja amit írok (sajnos nem mindig azt amit szeretnék). No erre készült, látható lesz mit is fog marni, csak a Z-t kell módosítani. A bajom: a RESET állandóan villog, hiába kattintok rá, semmilyen végállás nincs! Hol- és mit kell állítanom.
Pali79 | 711
2017-12-31 09:58:32
[16437]
Köszönöm! Én léptetőket használok és az X tengelyem végén van egy fogazott tárcsa. Szerintem nem kínai utángyártott, mert a típusa is bele van gravírozva, HTD 3M típus. Most még agyalok rajta, hogy megmaradjon és akkor a híd mögé teszem a motort vagy maradjon a hagyományos tengelykapcsolós megoldás. Áttételt nem akarok feltétlen, mert az orsó is csak 2 mm emelkedésű.
Még valami,bár ez isnább Ac szervó topicba illene. A nem megfleleően beállitott szervómotort..legyen az 400-vagy 750w ha van rajta egy szijtárcsa kézzel ki tudod mozditani..1,34Nm ill 2,5Nm.. Ha az erősités rendesen oda van adva akkor ez már 750w-nál semmiképpen nem sikerül..képes a teljesitényének akér 2,5-3 szorosát odatenni,természetesen rövidtávon..akár a frekiváltók.. Ha a tengelyek PID beállítása nem megfelelő..általában a nagyobb nyomatékot igénylő tengely lemarad picit..ez szemmel nem látható de lézernél ha pl oda is és vissza is dolgozik a gép,szellemképes lessz.Marásnál pedig ugyanugy a lemaradt tengely hol nagyobb hol kisebb esetleg 0 fogást eredményez Minél nagyobb a sebesség ez a a lemaradás annál több. Szervók programja általában tartalmaz egy monitorozó funkciót..számos paramétert ki lehet iratni és ebből jól látszik van-e hiba. Általában a szervó erősítők manualja lirja a PID beállitás helyes menetetét,azonban sokszor elég nekünk az alapvető bekötési,beállitási funkciók leforditása,a nagy könyv szerinti PID beállitás bonyolult. De tapasztalati uton szépen be lehet lőnni,próbálgatni..tesztelgetni..
Létezik olyan amelyik igen.Nem nehéz kipróbálni..akár több tized mm is lehet a csúszás egy nem megfelelő..általában kinai,mostanában gyártott kerék-szij pároson. Ezért keresik a direkt erre a célra készült kerekeket..vagy készítik maguk a hobbisták. Ha ez párosul egy nagy menet emelkedésű orsóval akkor pár tized mm könnyen összejön irányváltáskor.Próbálni sem nehéz.. Ha a motor tengelyt fixen lerögzited(szervó az 1-2Nm fog azt esetleg el tudod tekerni) hanem leszoritod és az orsót próbáld megmozditani..Ha teljes erővel sem birod egy picit sem akkor valószinűleg visszafelé a hajtásláncon a motor sem fogja tudni. De az emlitett esetben(nem tudom meglett-e a hiba) a szervó PID beállítása sem volt tökéletes..ahogyan én olvastam. Pozition feedforward gain..mindenhol máshogy hivják..ezt állitva erősödik a pozicióban tartása a szervónak..csökken a pozició hiba. Tengelyenként a már kész mechanikán a lépésszám elektronikus osztó autotuning elvégzése után esetleg ezzel még lehet finomitani..
Lászlónál még a motortól 4 fogazottszij mire a nagy menetemelkedésű orsóig eljut a hajtás..Ha mind csak picit csal..már összejön jópár tized.. De gondolom lépésről-lépésre leellenörzött mindent..távolról meg csak ötletel az ember.
Furcsa sakkozás ez..de ha adott a mechanika,addig kell kisérletezgetni amig a legjobb eredmény össze nem jön. 1 W sok mindenre elég,de én a teljesitményben hiszek.Sokan elfelejtik hogy a szervóknak sokkal kisebb a nyomatékuk.Meg lehet mozgatni egy 80 kg-os hidat is 200-400w-al,de ne várjunk nagy dinamikát.Áttétel meg muszáj..
Ezért léptetőnél nincs is gond,de szervónál sakkozni kell,főleg ha nagy az encoder felbontás. Le szoktuk butitani 500-1024 körülire az encoder felbontást a beépitett váltóval,hogy azért sebesség is maradjon.
Az más kérdés, hogy nem érdemes a csúcsra járatni, inkább eggyel nagyobb kernelfrekit választani mint ami szükséges a tengelyvezérléshez. A max. kernelfrekinek a PC teljesítménye szab határt, a modern PC-ken már nem szokott gond leni a 100kHz-el sem.
Az itt beállított érték, a másodpercenkénti kiadható max. impulzusszám? Ha 25000 a freki és egy mm-hez 2500 impulzus kell akkor ha a motor bírja 10mm/s lesz a tengely sebessége? Ez a kernelfreki tengelyenként értendő vagy osztoznak rajta.
Elméletileg a sebességre. Nagy mikrostep-nél kellhet. Ha pl. egy mm megtételéhez kell 2000 impulzus vagy még több akkor oda kell a sebesség. Normál esetben a legalacsonyabb érték is jó és stabil.
Szia! Ez elég összetett dolog, de van magyar használati hozzá. Mach3 használati A leválasztó kártyád leírását keresgélni kell. ITT van egy, de ha jól látom a te kártyád nem egészen ilyen.
Nálam végigfutott hiba nélkül, persze szerszámgép nélkül. Egyébként szerintem ez nem számít túl hosszú kódnak. Egy hasonló méretű relief készítése nagyságrendekkel hosszabb kódot igényel.
Sinán gépen elkezdtem futtatni a kódot, kb. 1/4-nél tart, de eddig még pályán van. Te próbáltad simán PC-n futtatni a szerszámgép nélkül, hogy akkor is elcsúszik-e?
500 mm/min a max sebesség, futás közben kb 300-as előtolással dolgozik. Nem állítottam szándékosan magasabb előtolást, mert ezzel gond nélkül megyen, 1000 körül már lépésvesztés van, ami a 24V miatt lehet. A kódot Drive-ra feltettem. Sok soros, de nem csak ennél, bármilyen más hosszabb idejű kódót futtatok így végződik. Ugye jobb esetben az első fogás szépen hiba nélkül le fut, vagy akár a második is, de nem tudom pontosan mikor hülyül meg, teljesen változó.
Kezdő hobby CNC-s vagyok és akadt egy kis gondom a MACH3-mal. Praktikus lenne ha valaki aki itt él Miskolcon tudna segíteni. Előre is köszönöm.
Pali79 | 711
2017-12-27 20:49:35
[16406]
Szia!
Milyen sebességekkel dolgozol? Nekem akkor volt ilyenem ha túl nagy sebességgel akartam dolgoztatni. Nem biztos, hogy van hozzá köze, de egy NEMA34-hez szerintem nagyon kevés a 24V. Esetleg feltehetnéd ide a kódot.
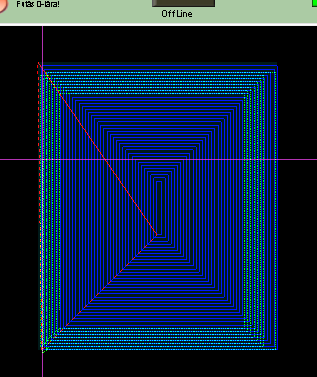
Sziasztok! Van egy CNC gépem, NVUM cnc vezérlővel, TB6600 steppervezérlő, Nema 34 stepper motor, 24 Voltos tápegységgel. Lenne egy problémám. Mikor hosszab idejű kódót akarok futtatni egy idő után gondol egyet és elcsúszik, viszont nem hinném, hogy lépésvesztés, mivel a mach 3-ban is látom ahogy elcsúszik az egész, a képeken látszik, hol kellene mennie és hol megy valójában, ez pár perces folyamatoknál nem fordul elő, hosszabb futtatásoknál is változóan bolondul meg, van amikor fél óra után megadja magát, van amikor 1 óra után kezd "félrejárni". Esetleg valaki járt már hasonlóan, vagy van benne tapasztalata, mi okozhatja?
svejk | 33157
2017-12-26 20:15:01
[16404]
Igazad van, én reliefet nem marok csak 2D ben gondolkodtam, természetesen a G kód miatt a raszter nő.
Ha adott a G-kód, amit korábban legeneráltuk adott szerszámmal optimálisra, de felnagyítjuk az új méretre, akkor az eredeti szerszámmal igen csak csíkos lesz. Meg kell változtatni az új mérethez, a lehető legoptimálisabban. Korábban próbáltam ilyesmit, nem nagy sikerrel. Legjobb eredményt az új mérethez az új G-kód generálása hozta.
Mindkét megoldás járható, de elegánsabb a Scale (G51) használata. (ne feljtsd el a kód végén G50-el kikapcsolni) Ráadásul így a felbontás is marad az eredeti finomságú csak a méret nő.
Egy sajátos/furcsa kérdésem lenne a hozzáértőkhöz..
Adott egy: 97x68mm méretű relief, aminek G-kódja megvan, és már ki martam. A kérdésem az, hogy fel lehet(ne)-e nagyítani valamilyen Mach beállítás manipulációval az elkészítendő munkadarabot, (pl. 2...3x nagyobb méretűre) úgy hogy az "eredeti" G-kódot használom. ========== 1. Először arra gondoltam hogy a mach képernyőn az X,Y,Z tengelyekhez tartozó SCALE értékét átállítom pl. +2,000 -re.. (vagy +0,5-re..??)
Ilyenkor vajon mi történik..? - Csak a DRO érték változik, a g-kódban megadott érték 2x-esére, vagy az adott tengely is 2x-es utat tesz meg? ============ 2. A másik ötletem hogy a motor-tunning-ban "becsapom" a Mach3-t, és olyan step/mm értéket adok meg,hogy az adott tengely(ek) épp a 2 szeres utat tegye meg...
Sajnos most semelyik lehetőséget nem tudom kipróbálni, mert energialánc beépítés miatt... el van választva a mechanika a vezérlőtől...
Előre is köszönök minden segítséget.
svejk | 33157
2017-12-26 15:48:35
[16399]
Persze mechanikai hiba ne legyen benn, ez alap. De úgy emlékszem elég jó orsó volt az X-en.
Ha megállítva sem húzza magát a helyére akkor valószínűleg főleg a Cn-1A-n kell majd állítani. De ezekre nem lehet tuti receptet adni, ki kell kísérletezni.
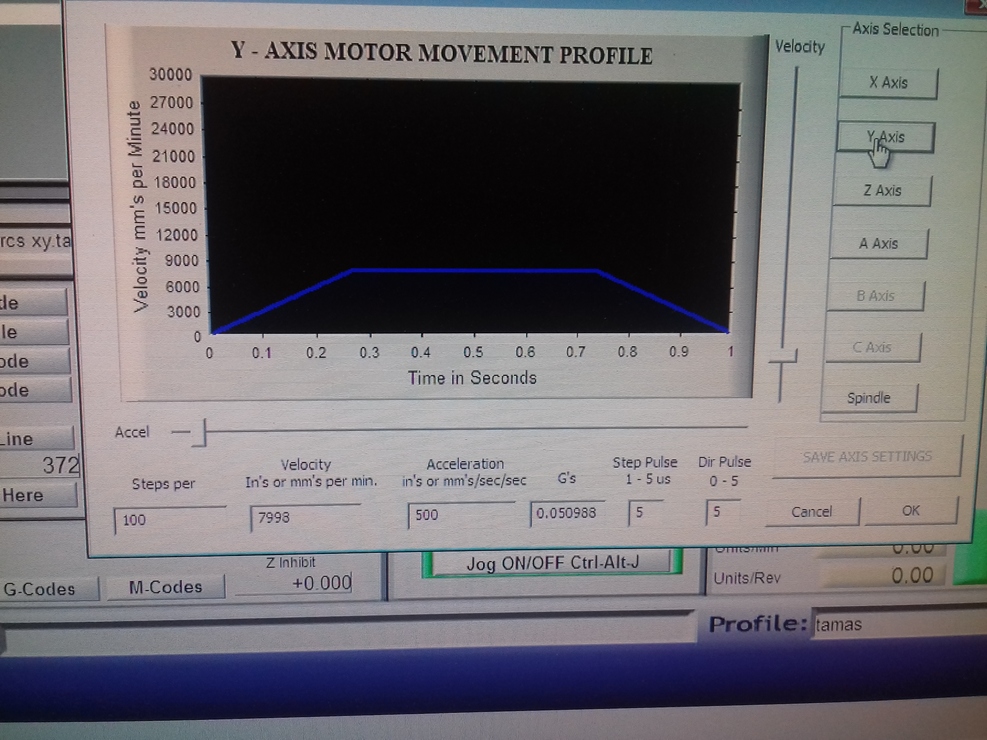
G kódban 5000mm/min elotolas van. A képeken látható motortuningokkal Utolsó képen a visszauton megallitott kes látszik. Ennyivel megy mellette visszafele holott 0.08-át mánia kellene.
Elég nagy munkaterület és mint Robsy szokta mondani a vasba bele van öntve a gép tulajdonsága. Sutyi kománk lassabban dolgozik, Brusz gépe viszont úgy rémlik tudja azt amit Te szeretnél.
Alapvetően a Cn-04, Cn-05 és a Cn-1A hármassal kell játszani, meg a feedforward-al.
Ezt az 5000-es előtolást megkívánja a maró/fordulatszám/alapanyag együttes? Ami persze nem baj, ha hozzá lehet állítani a szervokat... A gyorsjárat meg lehet sokkal több is, ott nem kell hű pályakövetés, ott lemaradhatnak a tengelyek.






 a Mach3-t, és olyan step/mm értéket adok meg,hogy az adott tengely(ek) épp a 2 szeres utat tegye meg...
a Mach3-t, és olyan step/mm értéket adok meg,hogy az adott tengely(ek) épp a 2 szeres utat tegye meg...