a mach 3 ak vaam valahol beállítási utmutatója? vagy lehet valahonnan letölteni olyan mach 3-at ami alapból megy? az a gondom hogy újra kellet teéepítenem a gépet ami volt csa a mach 3 van rajta de ,eg sem mozdítja a marógépet. várom az ötéeteket köszönöm.
Törölt felhasználó
2018-01-07 17:48:21
[16486]
Van olyan szoftver amit konkrétan a tűzfalban 127.0.0.0 IP-re kell címezni különben baj lesz.
Névre szóló a MACH engedélye. (ami látható is a bal felső sarokban) Szerintem azt láthatják, ha 1 névre szóló engedéllyel egyszerre több százan lógnak a NET-en. Valószínű ezeket az engedélyeket listázzák és az új verziókba "turpisságokat" raktak ellenük.
Úgy látja, hogy a lopott kulcsok némelyike ismert a szoftver készítői számára. Például XY névre kiadott kulcsot felrakták valamikor cracker oldalra, ezt a Mach készítői látták és a következő verziókba már beleépítették a védelmet, hogy ha ez a kulcs van telepítve, akkor "szórakoztassa" a szoftver a felhasználót. Tört kulcsoknál is hasonló a helyzet. Tört kulcsoknál spéci karakterek vannak a névben, amiket amúgy a license-elési rendszerük nem is engedélyez. Például a 0x18 és 0x19 karakter kódok. Ha ilyen van a kulcsban, akkor biztosra tudja a szoftver, hogy tört a kulcs és ismét csak tudja szórakoztatni a felhasználót.
Általában a törött kulcsoknál a Mach3 nem mondja azt a kulcsra, hogy az nem helyes, okosabb annál, hanem elfogadja helyesnek, de cserébe a felhasználó "kedvességéért", különböző random dolgokat fog csinálni random időkben, random jeleggel. Azt hogy pontosan mik az algorithmusok, azt csak a fejlesztők tudnák megmondani, de értelemszerűen nem céljuk ezt elárulni. Mindenesetre én személy szerint találkoztam felhasználóknál ilyenekkel, amikor egyértelműen bizonyítható volt, hogy a tört license kulcs okozta a random gondokat.
Nem, az UC driver/plugin mit sem tud a Mach3 license kulcsáról, illetve annak az ellenőrzési mechanizmusáról. De még ha tudna is a plugin az ellenőrzési mechanizmusról, nekünk (az UC fejlesztőknek) semmi érdekünk nem fűződik hozzá, hogy bármi extra védelmet építsünk be, nem is tettünk ilyet.
Viszont a Mach3-ban vannak extra védelmek beépítve, ha mozgásvezérlő plugint futtat a user. Vagyis tört license kulcs ami látszólag jól működik LPT porttal nem biztos, hogy jól fog működni mozgásvezérlőkkel.
A Mach fejlesztői sem hülyék, ők is látják az interneten a tört kulcsokat és ezek ellen védelmeket építettek a szoftverbe. Vannak amik akkor aktiválódnak, ha mozgásvezérlő plugin van használatban, például UC100 plugin. Hogy pontosan mik ezek a vedelmek és hogy pontosan mikor aktiválódnak, azt teljes egészében, teljes részleteiben mi sem ismerjük, de amit tudunk javasolni, hogy használjatok hivatalos license kulcsokat. Ha már a szoftvert használjátok, akkor annyival tiszteljétek már meg a fejlesztő céget, hogy kifizetitek és nem pedig ellopjátok a munkájukat.
Vagy az UC driver figyeli ha nem jogtiszta a szoftverkulcs és csinálja az anomáliát ? Érdekesen sok információt olvashatunk a Mach és UCCNC topikokban régebben erről. Lehet nem a Mach csinálja a fesztivált hanem az UC driver ?
Sziasztok A gondom hogy szépen fut a mach3. Amint felrakom az uc100-at már csak 200 sort olvas be. Mi lehet a gond?
logen-20 | 44
2018-01-05 17:14:42
[16476]
megpróbálom újra tenni hátha segít a dolgon.
Pali79 | 711
2018-01-05 16:58:44
[16475]
Hát első tippre azt mondanàm, hogy programjába. Ez lehet vírus vagy valami más. Eredeti vásárolt Mach3? Talán az sem véletlen, hogy a gyártók azt mondják hogy a vezérlő gépen ne legyen más program telepítve.
sziasztok, olyan kérdésem lenne,hogy veletek fordult már olyan elő hogy aspire 4 és 8 , egyik sem tud rendes g kódot generálni? a gépem mach 3 vezérlés van, az lehet hogy az zavarodott be? olyanokat csinál a gép hogy ggy esetleg sikerül g kódot generálni hogy a 3 ezeredig sor után a végére ugrik a programnak . vagy megjelenik a g kód, de el sem inditja a gépem. ötleteket javaslatokat előre is köszönöm.
Kedves mindenki!! Nagy szükségem lenne hozzáértő emberekre (mivel mi nem vagyunk azok:) )Egy LUX-TURN típusú gépnek lett vezérléssel probléma. Azt tanácsolták keressek ezen a fórumon olyan embert vagy embereket akik segítenének új vezérlést rakni a gépre. Sajnos a gépet így vettük még 3 éve a párom gyártott rajta. Most mikorra végre sikerült megvenni ez derült ki. Mac3 vezérlést ajánlottak a használók. Ha valaki tudna segíteni vagy ajánlani valakit nagyon megköszönném. Várom a hozzászólásokat! Egy okoskodó anyuka
Pali79 | 711
2018-01-03 12:51:40
[16471]
A bemenő jelet akkor veszi ha a magas és alacsony szint között változik. Tehát valaminek először fel kell húznia magasra. A kínai leválasztó kártyák úgy vannak megcsinálva, hogy egy ellenállással magas szinten tartja a bemenetet. A kapcsoló - legyen az bármi, Estop, végállás, home, stb - ezt a magas szintet húzza a GND-re, ezért kell "Active low"-ot beállítani. Tehát ha egy bemenetet minden közbeiktatott elem nélkül földre húzol, nem történik semmi. Ha magasra húzod akkor látni kell a változást a diagnosztikai ablakban, ahol egyébként a STEP, DIR jelek nem jelennek meg, csak a többi.
Sziasztok! A y tengelyemet 2 motor hajtja, a comfig, slave axis-ba kijelölöm az y tengelyhez az A-t. Amikor rányomok az OK-ra, a settings, inhibits ablakba kialszik az x tengyely ledje, ha visszajelölöm, müködik a gép,de ha gondol egyet megint kialszik, jobban mondva átugrik az A tengelyre a kijelölés. Mi lehet a baj?
sokimm | 261
2018-01-02 21:15:10
[16466]
Most jut eszembe: A Diagnostics ablakban látható Output Signals-ok közt kellene látni valahogy a kimenetet? (ha nyomkodom a nyilakat pl?)
Vagy pl ha input jelet lekötöm föld-re, akkor elméletileg jelezni kéne mint "kapcsolt" állapot nem? Ha a logika nem jó, akkor invertálom a jel igényt "active low"-ra, de így sem jelez bejövő jelet.
Üdvözletem mindenkinek! A párhuzamos porttal játszok, és LPT port test programmal szépen billegnek a kimenetek (manuálisan kapcsolva), de Mach3 ban nem akar kimenetre jelet adni.
A config/ports and pins ablakban az első port engedélyezve van, és helyes a cím is (ez a cím, amin a teszter is megtalálja a portot).
Motor output DIR pin-jére állítok egy 2-est (D0). Apply. OK. Reset gombra kattintva (nem villog már): A billentyűk jobbra ballra nyomkodva nem világít a "debug led", csak az érték növekszik a Mach kezelőfelületén.
Gondoltam arra, hogy a teszter program "használja" a portot, és mint erőforrás nem elérhető a mach számára, de ha csak a mach fut, akkor se világít a debug led-em.
Mit rontok el?
svejk | 33157
2018-01-01 21:38:21
[16462]
Ennek függvényében a #16457 utolsó mondata is így alakul:
Csak itt a hobbyban szokás 1 meg 10 mm/osztással szórakozni MPG esetén.
Most látom csak, hogy hülyeséget írtam egy osztás szokott lenni annyi a Fanuc vezérlőknél mint amiket lentebb írtam, tehát legdurvább állásban az iparban is 1 kézikerék fordulattal általában 10 mm elmozdulás jár.
Itt két dolgot hiányolok: 1. A végállásokat. Akár csak szoftvereket, hogy nem tudj túltekerni. 2. Igaza van a kollégának, ha nem tudod, hogy egyáltalán melyik koordinátákra tekerted akkor nincs értelme ilyen gyorsan tekerni. Kellene a visszajelzés az aktuális vagy a programozott koordinátákról.
Jelezheted csíkkal is. Akár olyannal is, ami középről indulva balra mínusz, jobbra plusz lemaradást jelez, grafikusan. Lehet ez a képernyőn vagy a tekerő mellett valami kis kijelzőn. Satöbbi. (Marha nehéz úgy ötletelni, hogy semmit nem tudunk a gépről, csak annyit, hogy - bár a Mach3 topikban vagyunk, de - nem Mach3 vezérli. )
Az MPG kerék arra való, hogy finoman ráállj a munkadarabra. így az ipari gépeken eleve csak 0,001 0,01 és 0,1 mm/fordulat felbontás van így nem tudod olyan gyorsan tekerni, hogy a gép - mely tud 20 m/percen felüli gyorsjáratot 1 vagy még nagyobb G-t - ne tudná lekövetni.
A Heidenhain vezérlők meg főleg más tészta.
Csak itt a hobbyban szokás 1 meg 10 mm/fordulattal szórakozni MPG esetén.
Igen, az fontos kérdés, hogy az ember pozíciót vagy sebességet akar-e tekerni. A sebességnél az a baj, hogy nem olyan pontos. Ha belegondolunk, a kézzel kurblizott ősi marógép is egy olyan szerkezet, ahol pozíciót tekerünk, csak az a különbség, hogy ott van "force feedback" (erővisszacsatolás) aminek köszönhetően nem lehet gyorsabban tekerni mint amilyen gyorsan az asztal mozog. A CNC technikában a kézi tekerő már nem erővisszacsatolásos, szabadon tekerhető, ezért ott valamilyen megoldást kell találni erre.
A kérdésem az volt korábban, hogy az ipari gépek ezt hogyan oldották meg. Erre kaptam választ, és ezt építettem be a második videóban.
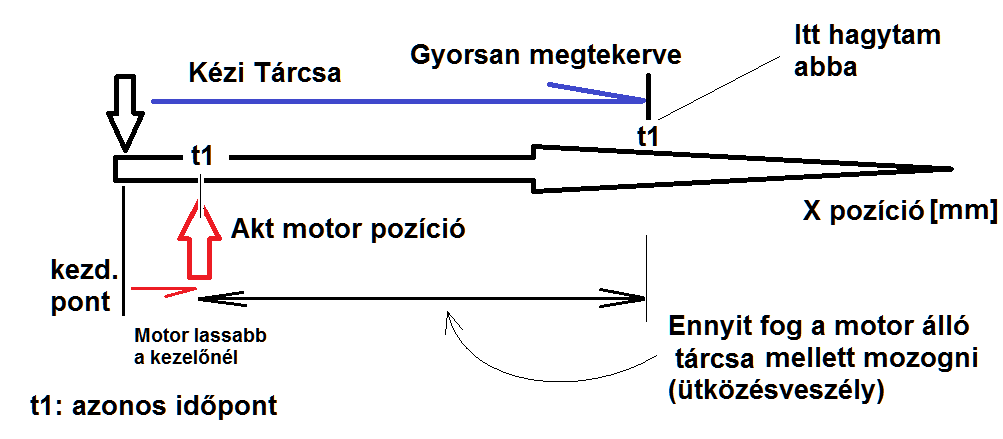
Lent készítettem egy móriczkarajzot. Kezdetben minden nulla. A motor áll, a tárcsa egyhelyben van.
Elkezdem tekerni az encodertárcsát (kívánt pozíciót változtatva), gyorsabban mint a motor azt elérni (követni) tudja. Ezután leállok valamikor. A motor folyamatosan megy tovább, de fogalmam sincs mikor fog megállni. Ezt veszélyesnek tartom, ezért kédeztem, hogy ipari gépeknél ezt hogyan oldják meg.
Ezt fogom kézi módnak használni egyébként, mert kézzel odatekerem a marót, ahova akarom.
Én azt vettem észre, hogy nagy gépeknél a visszacsatolás nagyon fontos, mert véletlen ütközések javítása nagyon drága. Ezért ha nem tekerem nem is megy elv egyfajta védelmet biztosít.
Ha egyedi rendszer, akkor olyanra csinálod, amilyenre szeretnéd, te határozod meg a működését.
A piacon található kézitekertyűk már csak azért sem annyit lépnek, ahányat tekersz rajtuk, mert többféle üzemmódban is működnek. Egyrészt van a folyamatos és lépéses üzemmód, aztán meghatározható, hogy lépésnél mennyit is lépjen stb. Ha ennyi változó van benne, akkor már nincs értelme, hogy abszolút értékben számolja az utat, éppen ezért szokták úgy megcsinálni, ahogy írtam. Tulajdonképpen a felhasználás módja sem az abszolút útszámítás mellett szól, hiszen általában nem fixen vannak felszerelve (kézi eszközök), hanem egy vezetéken lógnak, fogod a kezedben és az asztal körül mászkálva próbálsz valamilyen pozíciót felvenni vele. Ehhez a felhasználáshoz pedig az a praktikus, hogy a tekerés iránya és sebessége számítson, nem a beosztások száma, ha lassan tekered, lassan megy, ha gyorsan, akkor gyorsan. Ha pedig abbahagyod, akkor a gép is gyorsan megáll.
Szerintem ez így nem jó. Az encoder tekerésének a koordinátáját kellene léptetnie majdnem mindentől függetlenül. Ha változik a koordináták a tengely a megadott gyorsulással és sebességgel követi az értéket. Ha sok az impulzus akkor azt tárolnia kell és sorban végrehajtani.
Készítettem videót. Ez egy egyedi rendszer. Még fapados. Annyi megjegyzésem van, hogy ez nem Mach3, nem USB-s hanem hardver alapú, tehát itt a válasz azonnali.
A videón pozíciót tárcsázok. Nálam egy tárcsakörülfordulás kb 16mm mozgást okoz. Ezt úgy kell elképzelni, mintha a kívánt pozíció mezőbe beírnánk, hogy hova kell mennie a motornak. De mivel ez egy encodertárcsa, ezért ezt az értéket folyamatosan változtathatom. Itt nincs indító jel, a mozgás azonnal próbálja felvenni az új kívánt pozíciót.
Mivel a motor sebessége korlátozva van, az eszeveszett tárcsázás után továbbmegy, ami szerintem veszélyes. Látszik, hogy visszafele tekeréskor egy idő után vált csak irányt.
Olvasva a korábbi hozzászólást, annyit csináltam, hogy a tárcsázáskor csak max. egy körülfordulással járhat a tárcsa a valódi pozíció előtt. Ha ennél több, akkor szünetelteti az encodertárcsa feldolgozását. Így ha a tárcsázást abbahagyom, az motor is megáll. Ezt majd később paraméterezem a felbontás és feed rate szerint. Ezzel elkerülhetem a balesetet.
A motor pozitív és negatív fogásának határolása nem azonos sebességgel történik. Ennek itt nincs is jelentőssége.
dezsoe | 2934
2018-01-01 15:05:34
[16449]
Igen, ezért írtam, hogy nem ipari. A gyári gép beépített tekerővel egy másik kategória. Gondolom, hogy a Mach3 topikban nem egy gyári csúcsgépről van szó. Aztán lehet, hogy tévedek. (A PC-hez írt pendant-kezelők lelkivilágában most éppen eléggé otthon vagyok, mert jó párat megnéztem, pl. több XHC verziót is.)
Szerintem itt a tekerő használata volt a fő kérdés. Több gyári CNC esztergán láttam ilyet a vezérlővel építve. A lényeg megszámolni, hogy hány impulzus érkezett annak megfelelően mozgatja a tengelyt. A mozgás sebességét a vezérlő adja és nem a tekerés sebessége.
Nem akarok beleokoskodni, de egy-két dolog nem stimmel. Egyrészt, nem tudom elképzelni, hogy ipari környezetben bárki használna egy kb. 3m hosszú USB kábellel rendelkező tekerőt. Plazma mellett akár egy 50cm-es is gond lehet. (Lehet, hogy a kép csak illusztráció.)
A másik, sokkal lényegesebb dolog, hogy a nem ipari környezetben (pl. Mach3 használata) a kézitekerőket csak a legritkább esetben használják abszolút pozíció adására. Magyarul, a tekerőt kezelő program nézi, hogy merre tekered és milyen gyorsan. Ebből az adatból generál mozgást, így ha abbahagyod hirtelen, akkor általában a rendszerben beállított tengely lassítással meg is áll. Ha van rajta szoftveres filter, akkor egy kicsivel lassabban áll meg. Egy kicsit konkrétabb kérdésre lenne szükség, hogy pontosabban tudjak válaszolni.
Én nem használtam még ilyet, de logikusan végig kell csak gondolni. A tárcsa csak a pozíciót szolgáltatja a léptetési sebességre nincs befolyással. Tehát teljesen mindegy milyen sebességgel tekered a tengely ugyanazzal a sebességgel fog mozogni és ott fog megállni pozicionáltad hiába végeztél már rég a tekeréssel.
Attól szeretnék most kérdezni, aki már dolgozott ipari CNC géppel, és rendszeresen használja a képen látható (vagy ehhez hasonló) kézi vezérlőt: Mi történik akkor, ha a legnagyobb léptékben eszeveszetten elkezdem tekerni (gyorsabban mint a gép max mozgási sebessége) majd hirtelen megállok. Megáll-e az adott tengely, vagy addig megy amíg a tárcsázott pozíciót el nem éri?
 köszönöm.
köszönöm.