|
Előzmény: svejk, 2013-10-28 20:57:00 [2801]
|
|
Előzmény: Servo, 2013-10-28 20:53:00 [2799]
|
|
Előzmény: svejk, 2013-10-28 20:46:00 [2797]
|
|
Előzmény: Béni, 2013-10-28 19:06:00 [2796]
|
|
Előzmény: svejk, 2013-10-28 16:12:00 [2793]
|
|
Előzmény: svejk, 2013-10-28 16:12:00 [2793]
|
|
Előzmény: svejk, 2013-10-28 16:12:00 [2793]
|
|
Előzmény: sneci, 2013-10-17 18:27:00 [2767]
|
|
Előzmény: sneci, 2013-10-17 18:27:00 [2767]
|
|
Előzmény: bjam28, 2013-10-18 05:41:00 [2789]
|
|
Előzmény: HJózsi, 2013-10-17 22:30:00 [2785]
|
|
Előzmény: Servo, 2013-10-17 22:31:00 [2786]
|
|
Előzmény: Servo, 2013-10-17 22:31:00 [2786]
|
|
Előzmény: HJózsi, 2013-10-17 22:30:00 [2785]
|
|
Előzmény: HJózsi, 2013-10-17 22:04:00 [2784]
|
|
Előzmény: HJózsi, 2013-10-17 21:39:00 [2783]
|
|
Előzmény: KoLa, 2013-10-17 21:13:00 [2780]
|
|
Előzmény: KoLa, 2013-10-17 21:18:00 [2781]
|
|
Előzmény: Vetesi75, 2013-10-17 17:38:00 [2763]
|
|
Előzmény: Servo, 2013-10-17 20:40:00 [2779]
|
|
Előzmény: KoLa, 2013-10-17 20:13:00 [2777]
|
|
Előzmény: Servo, 2013-10-17 19:56:00 [2772]
|
|
Előzmény: KoLa, 2013-10-17 20:07:00 [2775]
|
|
Előzmény: Servo, 2013-10-17 19:56:00 [2772]
|
|
Előzmény: Servo, 2013-10-17 19:56:00 [2772]
|
|
Előzmény: Vetesi75, 2013-10-17 17:38:00 [2763]
|
|
Előzmény: Béni, 2013-10-17 18:06:00 [2764]
|
|
Előzmény: Béni, 2013-10-17 18:29:00 [2768]
|
|
Előzmény: Servo, 2013-10-17 18:13:00 [2765]
|
|
Előzmény: Vetesi75, 2013-10-17 17:38:00 [2763]
|
|
Előzmény: Béni, 2013-10-17 18:06:00 [2764]
|
|
Előzmény: Vetesi75, 2013-10-17 17:38:00 [2763]
|
|
Előzmény: Servo, 2013-10-17 16:01:00 [2762]
|
|
Előzmény: Servo, 2013-10-17 16:01:00 [2762]
|
|
Előzmény: Vetesi75, 2013-10-17 13:59:00 [2760]
|
|
Előzmény: KoLa, 2013-10-17 12:39:00 [2759]
|
|
Előzmény: KoLa, 2013-10-17 12:37:00 [2758]
|
|
Előzmény: sneci, 2013-10-17 07:47:00 [2757]
|
|
Előzmény: Servo, 2013-10-17 07:02:00 [2756]
|
|
Előzmény: sneci, 2013-10-16 23:31:00 [2755]
|
|
Előzmény: sneci, 2013-10-16 15:14:00 [2747]
|
|
Előzmény: svejk, 2013-10-16 22:11:00 [2753]
|
|
Előzmény: svejk, 2013-10-16 22:09:00 [2752]
|
|
▲
◊
|



 a videón így nagyon jól látni mindent ... Biztosan kap majd szekrényt és akkor nem kell esőkabát a kezelőnek ...
a videón így nagyon jól látni mindent ... Biztosan kap majd szekrényt és akkor nem kell esőkabát a kezelőnek ... 
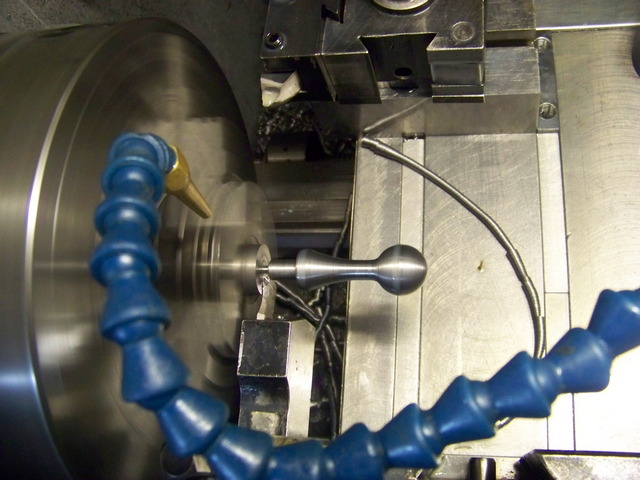

 Egy eszterga mindíg is veszélyes üzem!
Egy eszterga mindíg is veszélyes üzem!

