Én köszönöm nektek a segítséget!! Szerintetek jó lenne ez az SSR relé vezérlőnek, vagy inkább olyan kéne ami DC re lett direkt kitalálva.
dezsoe | 2934
2018-01-05 13:45:27
[10597]
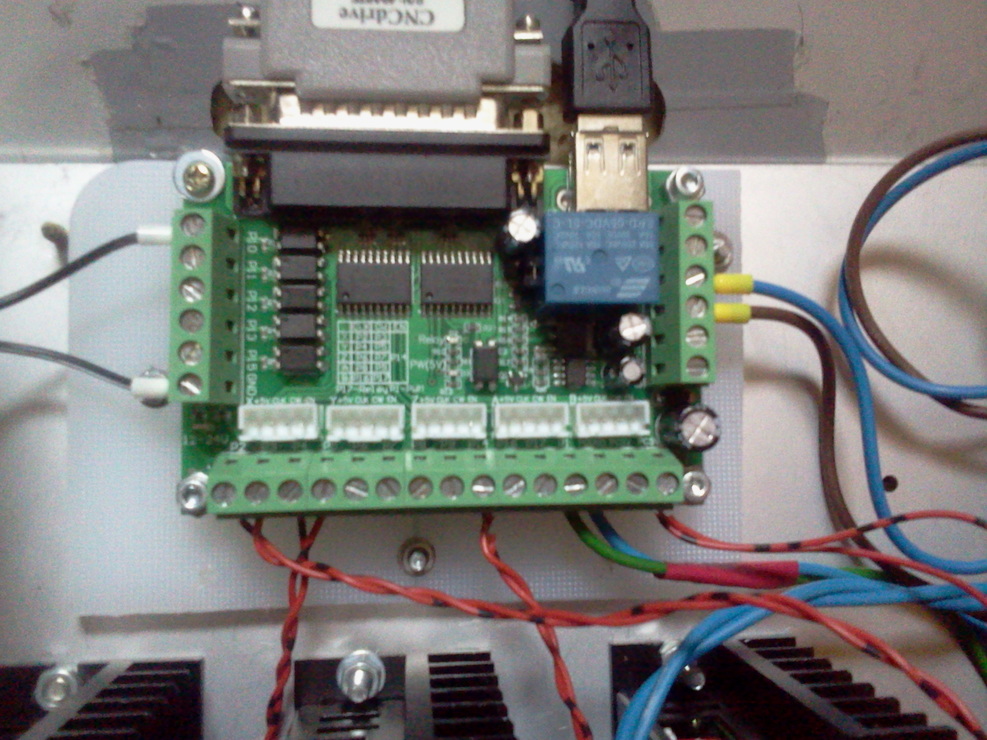
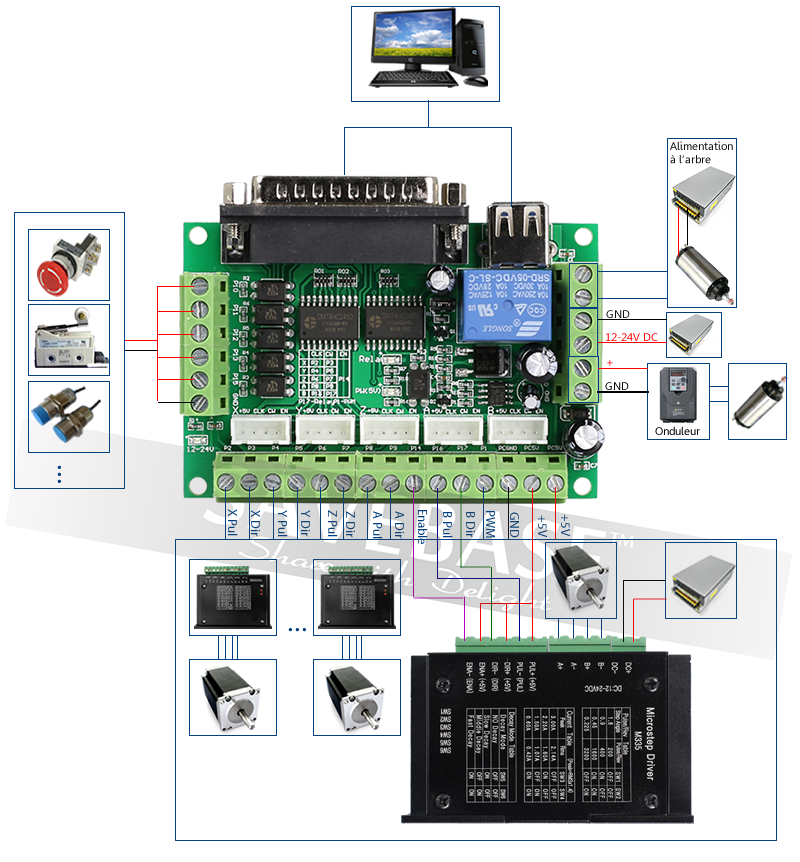
Remek, köszi. P6-P9-ig, P16 és P17 szabad, tehát bármelyikre rácsatlakozhatsz. Ha később bővítenéd a géped Z vagy A tengellyel, akkor inkább a P16-ra vagy P17-re kösd. A kiválasztott kimenetet beállítod M3 relének és a már leírt módon M3/M5 párossal tudod kapcsolgatni.
Szia! Légy szíves fotózd le a kártyádat, hogy lássam, melyik kimenetek vannak bekötve. Utána kitaláljuk, hogy hova kösd be a relét és hogy legyen az UCCNC beállítva.
Nem tudom olvastad-e az uccnc doksiját. Ha nem akkor ajánlom figyelmedbe. A 18. oldalon írja, hogy a főorsó működéséhez mit lehet hozzá rendelni. Elméletileg bármelyik szabad kimenethez hozzá lehet rendelni az M kódokat. Az 1. pin-t hagyd a csudába, biztos van azon a kártyán olyan amit nem használsz. Az estop és végállások nem használhatóak ilyen célre mert optocsatolóval le vannak választva, csak bemenetként működik.
Erre igazán egy UCCNC tulaj tudja a választ. A pwm jel kétféle lehet, analóg és digitális. Analógnál van a 0-tól 5 V-ig terjedő feszültség, digitálisnál egy 5V-os négyszögjel kitöltési tényezőjével operálnak. Gondolom a P1 láb utóbbit használja, de nem biztos.
Ja ,vagy akkor itt meg nem jó az M3, M5 -ös ki be kapcsolgatás.
sutyko | 297
2018-01-05 09:43:56
[10591]
Szia Pali79 és RJancsi! UCCNC progim van.A lézert vezérlő jelem a P1 lábra megy a kártyán ami PWM -nek lett direkt készítve. A lézerem jól működik vele. -Tehát lehet hogy csak a lézert le kell vennem és helyére tenni az ssr relé bemenetét? Engem aztán mondjuk még az zavar tudatlanságomban ,hogy ha ez a láb PWM jelet ad ki akkor ugye nem csak pl 0 és 5 volt van hanem pl 2,5, 3 Volt stb. vagy a kép előkészítésnél pl tükörre ,gránitra 1 bites és akkor csak 0 és 5 volt van?(Vagy bekapcsolt a relé vagy nem) Nagyon köszönöm ,hogy próbáltok segíteni!
Sziasztok! Egy kis segítségre lenne szükségem. Van nálam javításra egy ilyen gép,majd dolgoznom is kellene vele.Így néz ki. A gond az,hogy vagy 6 éve nem ment és nem igazán jól volt tárolva,ezen felül a motor vezérlő kompletten hiányzik. Az egészet át takarítottam és nem igazán tudom mivel lenne érdemes kenni az orsót és a tengelyeket. Gondoltam a műszerolaj nagy kárt nem tesz,így próbálgatni azzal kentem meg. Előszőleg zsírozták,de nem vagyok biztos benne,hogy az a megfelelő így inkább kérdezek tőletek.A lineáris tengelyeken nagyon szépen,könnyen mozog minden,de a trapézorsó nem túl könnyen forog. Jelenleg egy TB6560v2 boarddal próbálkozok,de azt már látom,hogy az X 2db motorját párhuzamosítva biztosan nem kell hajtani,így majd kap 2db vezérlőt.Ha tudtok ajánlani valami 4 axisos vezérlőt azt szivesen venném. Ebből 2 hajtaná az X és egy-egy az Y tengelyeket.
Ezt inkább sutyko-val beszéld meg. Arról még nem is volt szó, milyen programmal hajtja meg a vezérlőkártyáját. Ugyan van egy compact ipari számítógépem telepített Mach3-mal, de kb. 2 éve be sem kapcsoltam. Biztos nagyon jó, de nem tudtam megbarátkozni vele, és a kínai párhuzamos portú I/O kártyákkal is tele lett a hócipőm. Igaz, nem ők tehettek róla, hogy a gépem párhuzamos portja nem 5 hanem 3,5 V-os jelet ad ki, így gyakran volt jel ill. lépésvesztésem. Sokkal primitívebb, de atombiztosan működik a planet CNCUSB programom/vezérlőm.
Ezt a progit nem ismerem, de Mach3 alatt ettől egyszerűbb ha valamelyik #output kimenetet (célszerűen valamelyik hűtését, mert ha jól tudom ott nincs várakozás ha az jobb) ráprogramozod valamelyik nem használt tengely(A vagy B) kimenetére, de még az 1. láb is felhasználható. Erre egy TTL-szinttel vezérelhető SSR-t teszel és már jó is vagy.
Van valakinek tapasztalata hobby cnc-n fém fúrásban? 2 mm-es fúróval acélba 10 mm-es mélységig milyen fordulattal, és előtolással érdemes haladni? Mármint, hogy csökkentsem a fúró törési esélyét!!
Üdv. Zoli
RJancsi | 5811
2018-01-04 19:50:25
[10582]
Megfogtál. Nem ismerem ilyen szinten a kártyádat, azt hittem a jobb felső sarkában levő "Spindel ON/OFF" csatlakozó nem a relén keresztül kapcsolódik. Ha így van, akkor szerintem felejtős... A relé nem fogja szeretni a képpontonkénti ki/be kapcsolást, és valószínűleg a sebessége is kevés lesz. Marad a Z tengely DIR jele. Ez elvben csak a Z mozgás irányát adja, azaz amíg nem kell irányt váltani azonos jelszinten marad. Pl. ha le kell engedni a szerszámot a Z DIR felvesz egy jelszintet és úgy marad amíg a Z STEP annyi impulzust nem ad ki ami a mozgáshoz kell. A jelszint itt is TTL, tehát egy szilárdtest relé meghajtásához elég. Az nem tartalmaz mozgó alkatrészt, tehát kellően gyors és nem árt neki a sok kapcsolás. De azért jó lenne ha más is "megszakértené" a problémádat, nem biztos, hogy az én ötletemnél nincs jobb.
Köszi RJancsi!! az a cserélgetés jó, ezt nem tudtam, hogy így kell. A másik részénél a relé kapcsolgatást ott azt nem értem ha a marómotor reléje -a kártyán- vezérli a szilárdtestrelét,akkor az a kis relé gyors ki be kapcsolása miatt hamar tönkre megy nem?
A spindle ON/OFF port gondolom TTL (0V és 5V kb. max. 30 mA) jelet ad ki. Azzal simán tudod kapcsolgatni a tekercsedet, persze nem közvetlenül hanem egy szilárdtest relén keresztül.
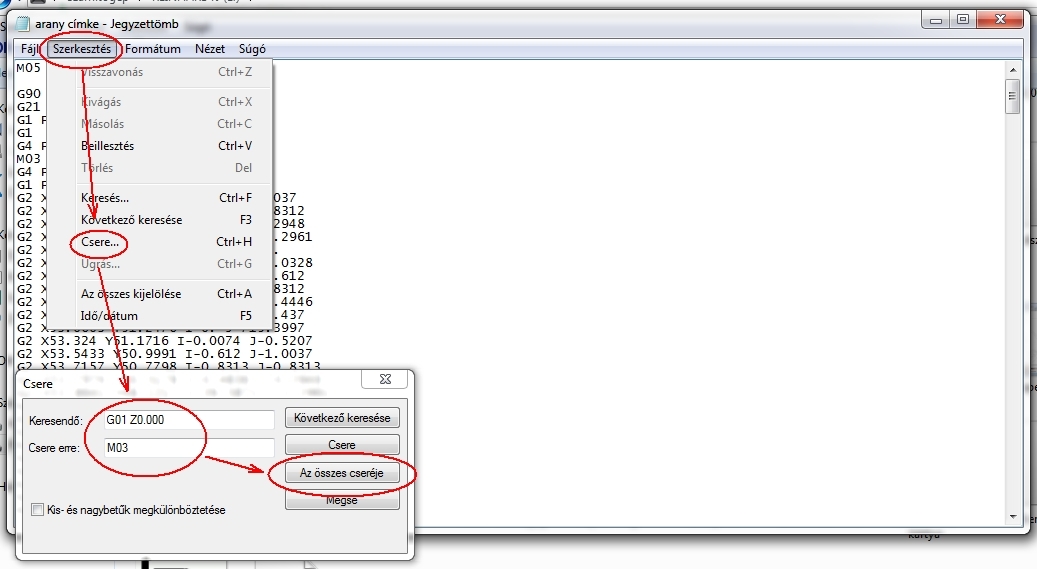
A g kód sorokat természetesen nem egyenként cserélem, hanem a szövegszerkesztő "szerkesztés" - "csere" opciójával.
5 tengelyes kínai vezérlőm van. -és ucnc progim. Talán valamelyik végálláskapcsoló helyről is le lehet venni a jelet .Most lézerezem a PWM kimenetről, de gondolom erre is lehet akkor kötni. Nem rég írtad hogy átírod a Z helyeket M3-ra ill M5-re, de ha nagyon sok sorod van ,akkor van valami egyszerűbb átírás vagy mindegyit külön külön kell?
Ja bocs: mi van a vezérlődön: relé vagy relé kimenet? Mert a relé mehet tönkre a sok kapcsolgatástól, de ha csak kimenet, akkor arra kötve egy szilárd test relét bármit tudsz kapcsolgatni vele.
Szia RJANCSI! Köszönöm válaszod! Az illesztőkártyámon van relé kimenet a főorsónak, de ha azt nagyon sokszor kapcsolgatná, akkor azért hamar tönkremenne ez a relé ?
Talán a z tengely dir lába lenne jó. A step kevésbé, mert ott sok impulzus jelenik meg. De közvetlenül biztosan nem kötheted ezekre a tekercsedet. Inkább valami relé kimenetet keressél, vagy be kell iktatnod egy ssr-t. Kicsit munkás, de én pl. úgy szoktam mechanikus gravírozóból lézerhez átalakítani a g kódot, hogy sima szövegszerkesztővel kicserélem a G01 Z"fent" sorokat M05-re a G01 Z"lent" sorokat meg M03-ra. Ezek eredetileg a főorsó (spindle) ki/be kapcsolását vezérlik, amire nálam a lézer van kötve.
Köszönöm válaszaitokat!-és valaki meg tudná mondani ,hogy pl az elektromágnes kivezetéseit hová kell kötni a vezérlőkártyára? A Z tengely kivezetésére? Valamint a kép 1 bites pont raszter?
Motoros | 5101
2018-01-04 13:05:05
[10571]
Amíg írtam Te megtaláltad az "ütvevéső" verziót. Ezt is lehet ragozni pneumatikával, szolenoiddal stb.
Szerintem a sírkövesek így módosították a klasszikus felületkövetőt aminek a használata itt a sok gránitpor és folyadék miatt akadályba ütközne. Alapvetően két állapot van, egyik a felemelt amikor csak forog a gyémánt fej, a másik a munka amikor dolgozik leengedve, de a felületet is tudja követni rugó ellenében arra az esetre ha a gránitlap felső síkja nem teljesen párhuzamos a marási síkkal. Ezt csak a videók alapján gondolom, lehet nem pontosan így van. A föl le emelés megoldható egyszerűen mágnessel, de akár léptetőmotorral is, kinek mi tetszik. A marófej gyémántos gömbfejű, de lehet piramid keményfém is. Dereng valami olyasmi is régebbről amikor a szerszám tulajdonképpen egy miniatűr ütvefúróba volt befogva. A lényeg hogy a bemutatott módon tudják tompítani a gránittömb tömegéből adódó visszahatást, másrészt a felületet is követik.
Talán így. Bocsánat,annyira nem nézegettem ,hogy így is lehet.
Pali79 | 711
2018-01-04 12:02:42
[10567]
Itt nem a sínhosszról volt szó. Abban megegyezhetünk, hogy egy 500mm-es asztal másik oldalának eléréséhez 500mm elmozdulás kell ez így 1000 mm akárhogy is számolom. Ha a mozgóhídnál maradunk az általad említett 200 mm-nél akkor annak csak 500+200mm hely kell, hogy elérje az asztal legtávolabbi pontját. Hogy ezt milyen sínhosszúságokkal lehet elérni, már más kérdés.
Ez úgy szokott menni, más helyen, hogy ha HTTP benne van a sorban, akkor magától linknek tekinti, ha felismeri hogy YT, akkor magától beilleszti mint video. Persze nem panaszkodok, jó nekem ez a fórum motor, de nem is reklamálok ha valaki nem ehhez szokott. Ahogy igazából én sem.
Ez nem biztos, hogy igaz. Ha szigoruan vesszuk a 2/9-7/9 szabalyt, akkor ha jol szamolom 80mm-es kocsikkal 500mm asztal eseten a kocsik kozepe 110 es 390mm-re lesz. A kocsik haszontalan (kulso szeleik) tavolsaga 80mm-es kocsik eseten 360mm. Igy a teljes sinhossz 860mm. Ha szabadabban ertelmezzuk a dolgot es a kocsik kulso tavolsaga lenne 2/9-7/9, akkor az -80mm sinhossz. Mozgo hidas gepnel is kellene 200mm tavolsag a kocsik szelei kozott, igy az is legalabb 700mm.
Egy műköves ismerősömnek van olyan karos csiszológépe, ahol a motortengely egy belső bordás cső és abban szabadon csúszkál fel-le a csiszolófejek kívül bordás tengelye. A csiszolóerőt egy kettős működésű pneumatikus henger adja. A légnyomással tudja szabályozni milyen erővel nyomja a csiszolófejet a kőhöz. Itt a cél nem a pontos mélység hanem a felületkövetés. Nem egy pontos cnc technika csak ötletelésként írtam le.
Két dolgot tartok elképzelhetőnek: 1. Egy nagyobb elektromágnes húzza fel ha szükséges. Ez elég valószínűtlen, mert csak a motor súlya befolyásolja a marás mélységét. 2. Egy a modellezésből ismert szervóhoz hasonló dolog tartja pozícióban a motort.
Sziasztok! Érdeklődni szeretnék. Láttam külföldi oldalakon gránit gravírozást olyan marófejjel ami 1 részt forog-nem csoda hisz az a neve- illetve valami relé kapcsolgatja, hogy az anyaghoz érjen- gondolom így a z tengelyt meg sporólják. Tudna valaki ennek a működéséről többet, esetleg kapcsolási rajzot?
Pali79 | 711
2018-01-03 17:51:46
[10559]
Nézd vissza az előzményeket, nekem válaszoltál....
Én PallMallMan-nak válaszoltam, hogy aki épített már itt valamilyen gépet házilagosan, az tudja, hogy szóba nem jönnek a százados megmunkálási pontosságok.
Nem mondom, hogy nem lehet, épített is 1-2 ember nagyon durva sok 100 kilós acél szörnyet vér profi módon, de az komoly szaktudást és ipari hátteret feltételez.
Csak a mozgó asztalos meg sokkal nagyobb. Mondjuk egy 500 mm-es Y tengelynek dupla akkora hely kell, hogy ki tudd használni teljesen. Erről nem szabad elfelejtkezni. Ha ez nem gond nálad akkor ez is egy jó megoldás. Ha megnézed majdnem az összes kézi vezérlésű marógép így működik, csak ott nem egy irányba mozog az asztal.
Köszönöm szépen a választ. Ha annyival egyszerűbb és stabilabb a mozgó asztalos gép, akkor nincs kizárva az sem.
Előzmény: Szalai György, 2018-01-03 06:14:09 [10554]
Pali79 | 711
2018-01-03 07:02:21
[10555]
Ne csináld már! Nem a komplett gépről van szó csak néhány alapanyag cseréjéről. Számoljunk kicsit: Ha az Y-ra dupla trapézmenetes orsót számolunk akkor is a 3 tengelyre az összes orsó 24.000.- 4db 700mm körüli lineár 32.000.- a két rövidebbel együtt legyen 40.000.- Ha gépépítő profilokat használunk akkor egy ekkora géphez ami kell legyen egy 20.000.- Ez nagyjából 120.000.- Ha azt nézem, hogy eredeti elképzelése is pénzbe fog kerülni akkor csak az árkülönbséget kell figyelembe venni, legyen mondjuk ez a megoldás 50%-kal több, de szerintem nincs annyi. Persze mindent az apróhirdetésekből összemazsolázni, nem bemenni a boltba aztán bevásárolni.
De én a tiszta szívből jövő jó szándékkal tanácsoltam amit írtam. Ha marad az eredeti tervnél, nekem az is megfelel, csak gondoltam miért kellene a meleg vizet újra feltalálni.
Az utolsó képeden lévő szerkezet már elég stabil konstrukciónak tűnik. Eddig mozgóhidas gépekről kértél véleményt, de abból, amit a feladatról idáig írtál, inkább egy mozgó asztalos gépet képzelek el. A legegyszerűbb szerkezet mellett a legstabilabb konstrukció, kevesebb a költsége és a hibalehetősége is. A kis munkaterület miatt nem zavaró a mozgó asztal helyigény többlete.
Szia! Igen, alapvetően fával dolgozom. A gépet majd a markolatok belső kimarásaira is szeretném használni. Továbbá relief készítésre is. Illetve ha netán kellene pl. egy alu csapágyház, akkor tudjam már megcsinálni rajta, ne csak pénztemető legyen a gép.
-Nem akarok servo motorokat, csak léptetőket -15mm-es lineáris sínekben és -használt golyósorsóban gondolkodtam eddig. Ez a 2014-es hozzászólás viszont elgondolkodtatott. Sz.József-féle trapéznemetes orsókkal nem fognék mellé, de ott nagyobb a súrlódás és kisebb a sebesség, mint golyósorsónál. (Hogy ez a gyakorlatban mit jelent, arról fogalmam sincs...)
Komplett gépre és kitre nem akarok egyszerre nagy összeget kiadni, apránként nem "fáj" annyira.
Amit igazán mérlegelned kell az a használat gyakorisága. Ezek a szakik, itt a fórumon megrögzött 0,001 ezredesek. (kivétel a kivételnek) Neked viszont nincs szükséged erre a pontosságra, ha jól sejtem. Sőt még sose találkoztam gépen tervezet markolattal amit utána még ne csiszolgattak volna itt ott még egy kicsit.
Feltétlen fontos viszont egy relatíve stabil masszív szerkezettel rendelkező gépvázat építened. Egy legalább középkategóriás martómotorral. Lineárisok szempontjából te szíved ügye. (csak ne fióksínt!) Meghajtás minimum trapézmentes orsó. (nem mentes szár):) Léptető motor elég hozzá. (Nem kell szervó)
Mozgás szempontjából jobb ha az asztal FIX. Hidas megoldásnál ajánlott mindkét oldalt hajtani. (még ha egy motorral, akkor is!) A középen való meghajtás, csak rengeteg problémát okoz.
Z Axis-t a tervezet marómotorhoz kell szabni, felesleges masszívabb erősebb, de alul méretezni se szabad.
A Szlovákok gyártanak néhány olyan gépet amire te vágysz. CNC1.eu És ahogy látom az előttem szólónak teljesen igaza van. Olcsóbb venni egyet mint építeni kísérletezni! Vagy ha építgetni akarsz akkor egy KIT-et vegyél és azt építsd. A fenti szlovák cégtől már többször is rendeltünk, nem nagyon volt velük még gond, segítőkészek, magyarul beszélőek! :D :D :D De itt a fórumon is árulgatnak elég jó majdnem kész gépeket!
Én személy szerint imádok építgetni, kísérletezni.
Ez az én véleményem.... De hallgass meg másokat is. (Megéri!)
Hát, nem tudom, ha akkor azt mondja neked valami, hogy vásárolj össze közel fél milláért dolgokat és lesz egy jó géped, biztos nem ezen a vonalon indulsz el. Mert nem akarsz Te profi gépet csak egy jó gépet, ami nem kerül egy használt autó árába. Hobby-ra kell, nem tömeggyártásra. Szinte mindenki, aki új hobby-ba kezd mindig végigjárja a szamárlétrát. Ezért hobby, szabadidős elfoglaltság.
Én is pont ezért kérem ki a tapasztalt fórumtársak véleményét azokról a konstrukciókról, amik a látómezőmbe kerülnek. Inkább tartson tovább az álmodozás, nézelődés, mint olyan gép építésébe fogjak, ami eleve kudarcra van ítélve.




 Sz.József-féle trapéznemetes orsókkal nem fognék mellé, de ott nagyobb a súrlódás és kisebb a sebesség, mint golyósorsónál. (Hogy ez a gyakorlatban mit jelent, arról fogalmam sincs...)
Sz.József-féle trapéznemetes orsókkal nem fognék mellé, de ott nagyobb a súrlódás és kisebb a sebesség, mint golyósorsónál. (Hogy ez a gyakorlatban mit jelent, arról fogalmam sincs...)