Szerintem ezt a programból lehetne kezelni. Kell egy késleltetés az indulásnál és az analóg értékeket átlagolni kell, illetve ha nem kell akkora felbontás mint amit a mikrovezérlő tud akkor lehet konkrét érték értékek helyett tartományokban gondolkozni.
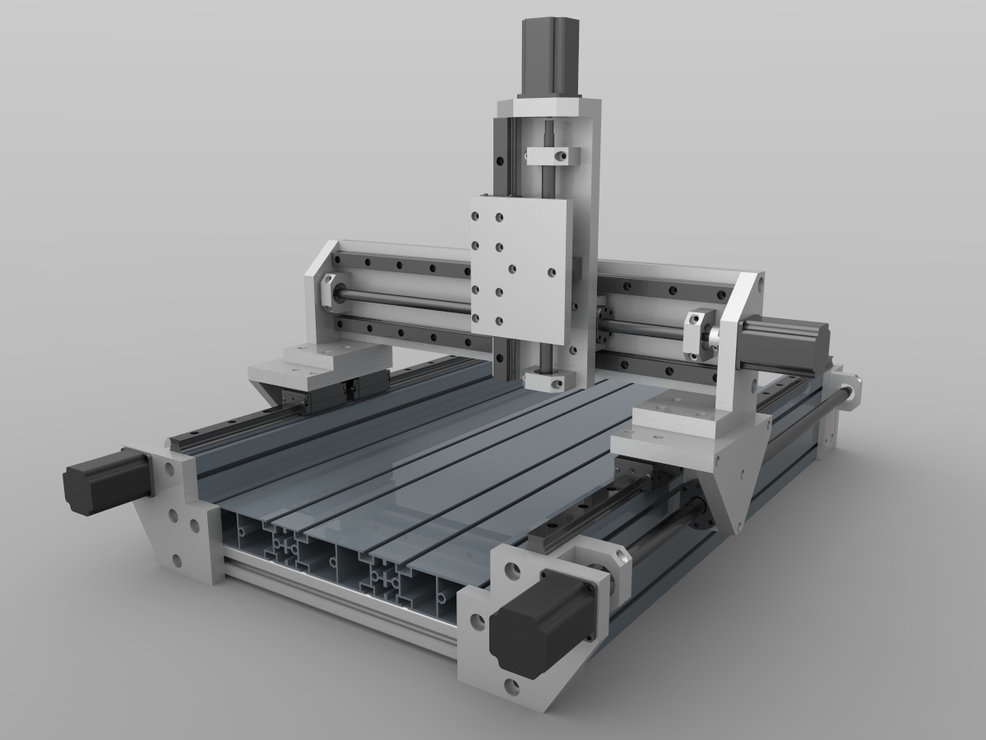
Még két dolgot gondolj át: - Ha felteszel egy satut, abba belefogsz egy anyagot, annak lesz egy magassága, aminek el kell férnie a híd alatt. Én ránézésre egy picit emelnék a hídon, akár hosszabb Z tengely nélkül. - Forgácsvédelem. Fához nem árt majd valami elszívás, a fém meg repül mindenhova ahova nem kéne. Kéne valami burkolat, porvédő a sinek-orsók fölé...
Nem ez a baj, hanem, hogy ezt anno mi is megcsináltuk és a probléma ott volt, hogy akármilyen joy-t használtunk az analóg jelben volt zaj. Ez a zaj viszont a nagyon alacsony járati motor forgásnál nagymértékben bezavart. Nekünk az lenne a jó ha az elindulásnál sem lenne ingadozás mert az a motor össze vissza ugrálását eredményezni.
Köszönöm a válaszokat. A motorok és a vezérlők témát egyelőre még nem feszegetném, mert nagyon korai. Gépterv ügyben nekem ez a favorit. Ha nincs racionális ellenérv, elkezdem beszerezni az anyagokat hozzá. Mellesleg a tervező nemcsak álmodozott, meg is valósította a gépet. A motorok elölről hátra kerültek, ez pozitívum. A Z tengelyhez kevésnek érzem az egy darab lineáris sínt, én kettővel akarom kivitelezni.
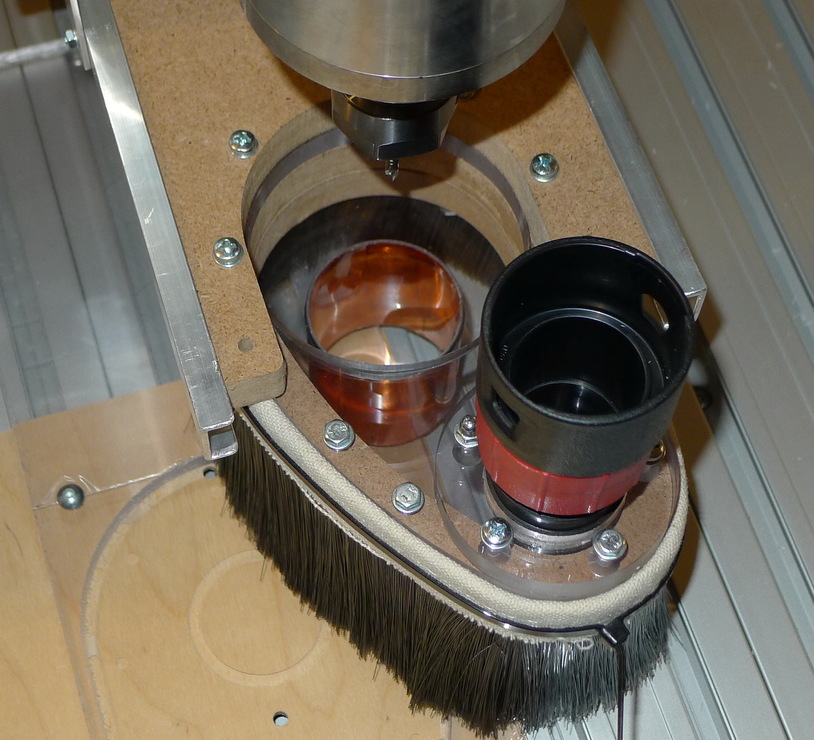
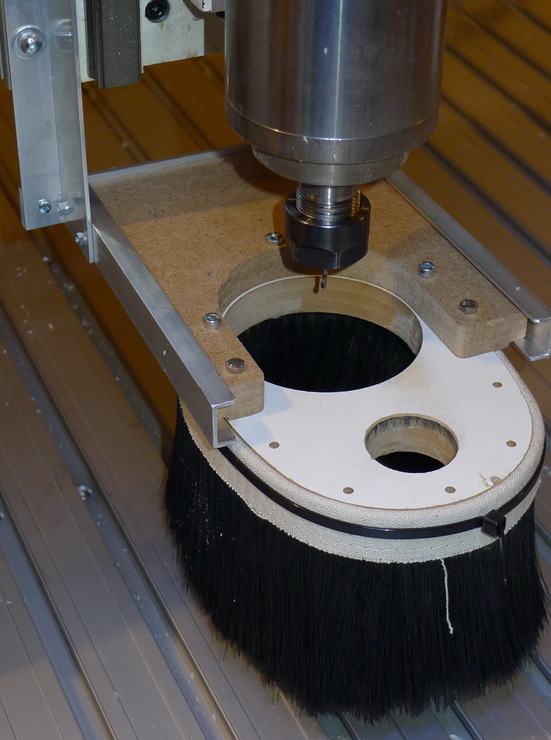
Azt mondják, a C vitamin segít a téli hónapokban. És valóban! A kiürült dobozából szűkítő lett, így a szívóerőt a szerszámra koncentrálja, plusz a kefe szoknya is megmaradt, ha netán valami makacs forgács messze akarna repülni. Az első próbák elég biztatóak, tiszta a felület is, és a mély hornyok alja is forgács mentes.
helló. szeretnék egy léptető motort joystikkal írányítani és még az lenne a lényeg hogy a joystikal a sebességét is tudjam fokozat mentesen vezérelni ha pedig nulla állásban van álljon. nem igazán értek hozzá de ha valami értelmes rajzot vagy nyáktervet lehetne szerezni valahonnan akkor megköszönném.
Pali79 | 711
2018-01-06 17:11:37
[10637]
Bevallom annyira nem vágom a dolgot, de 4,2A-es motorokhoz olyan meghajtó ami max 4,2A-t tud, ezekből 4db egy olyan tápra ami 10A-t tud.... Nem kellene egy kicsivel több tartaléknak lennie a rendszerben?
Előzmény: Szalai György, 2018-01-05 19:50:17 [10602]
jani300 | 12314
2018-01-06 12:47:56
[10632]
El kell indítanom a 800 as harántgyalum , úgyis padlón vagyok . 800X 800 at átfog simán . Nem engem kell meggyőznöd , hegesztett szerkezetben gondolkodom én is . Kis adalék . Az este toldogattam 90x90x 5 ös zártszelvényeket . Vannak azért egyben 3 méteres darabok is . Egymás mellett kettő , 2,6 méter körüli alátámasztással 2-3 milit simán hajlik a súlyom alatt .
Ha kis méretű gépről van szó(300 x akármennyi) nekem a 300-as U gerenda jött be, a legvékonyabb része is 10mm.a két oldalát belül összekötöm zártszelvényekkel, pár helyen odahegesztem a tetejét is,azután megmunkálás. 20ezer-ért szokták megcsinálni a 500-600mm hosszú darabot.
Pont éjfél fele tettem fel eladásra egy kb 670x 300 körüli öntvény lapot ... De nekem is van hasonló méretű hegesztett , két síkján megmunkált darukampóval ellátott ,asztal . Csiszológép asztala volt (célgép) De megértem az aluprofilt is , ha más megoldás nem elérhető .
Kínaiaktól 80ezerért vettem 4 motort, vezérlővel, tápegységgel. Amúgy a kláviós MSDD, ami egy fokkal komolyabb kategória. Durván jobb teljesítményt nyújt ezekkel a meghajtókkal mint az olcsó kínaiakkal.
De ha spórolni akarsz akkor meg ne ilyen nyomatékos motorokkal szórakozz, mert hiába nyomatékos a motor ha nincs teljesítménye. Vedd meg a NEMA17-esből a legerősebbet, a meghajtó bélyegek erre valók, és ezek sokkal fürgébbek mint a nagyobb motorok.
Serintem ezek az alu elemekből összecsavarozott vázak nagyon karcsúak, és nem is túl olcsó. Nemrég egy hirdetésből vettem egy öntvény azztalt,valami nyomdaipari gép alkatrésze volt, 500x800x60mm 5 oldala megmunkát sík felületű, nincs vele semmi dolog,csak furkálni kell. 12eft volt. Egy kis idő ráfordításal lehet találni hasonló cuccokat. Ha van egy jó alapod amire rászerelsz 2 lineárt + orsókat, motorokat, ha esetleg a többi része nem is lesz túl jó, vagy idővel kiderül hogy jó lenne pl. aluba 2-3mm-es fogásokat vemmi, akkor nem kell a nulláról kezdened.
Tudásban minőségben, megbízhatóságban a két vezérlő összehasonlíthatatlan. Megéri a többlet ár ! Kínából rendeled ugyanazt a vezérlőt akkor némileg olcsóbb, de garancia nincs.
Szerintem a TB6600 egy elég jó középút. Nem annyira drága, de az 5A annak is a vége, nem hinném hogy hosszú távon bírná. Rá pillantottam a klavió kínálatára, a legolcsóbb 5,6A-es meghajtó 24 pénz. Ez már szerintem túl van azon amit egy átlag ember hobbira költ.
Ez nekem nem jutott eszembe, de az 5A elég soknak tűnik. Majdnem 2x akkora meghajtó, 2x akkora tápegység. Nem tudom van-e akkora különbség, hogy megéri ennyivel többet beletenni az elektronikába.
Mondjuk sejtem hogy ezeket a filléres meghajtó bélyegeket használjátok, ami csak 2-3ampert tud, de ezek nem erre valóak. 2.8Nm-hez már rendes meghajtó dukál aminek 5A annyira nem sok.
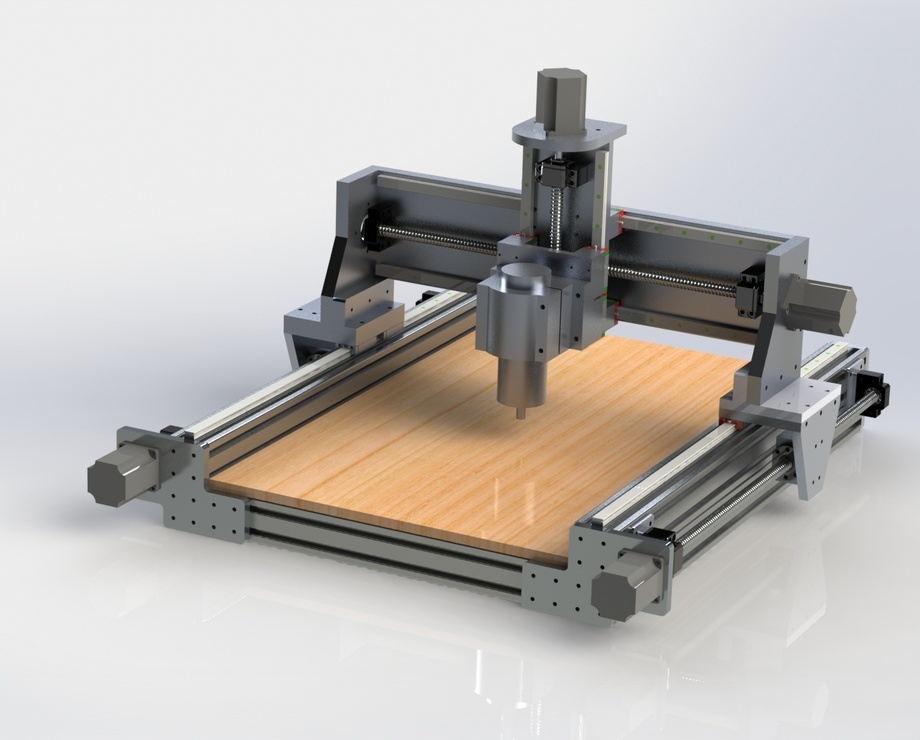
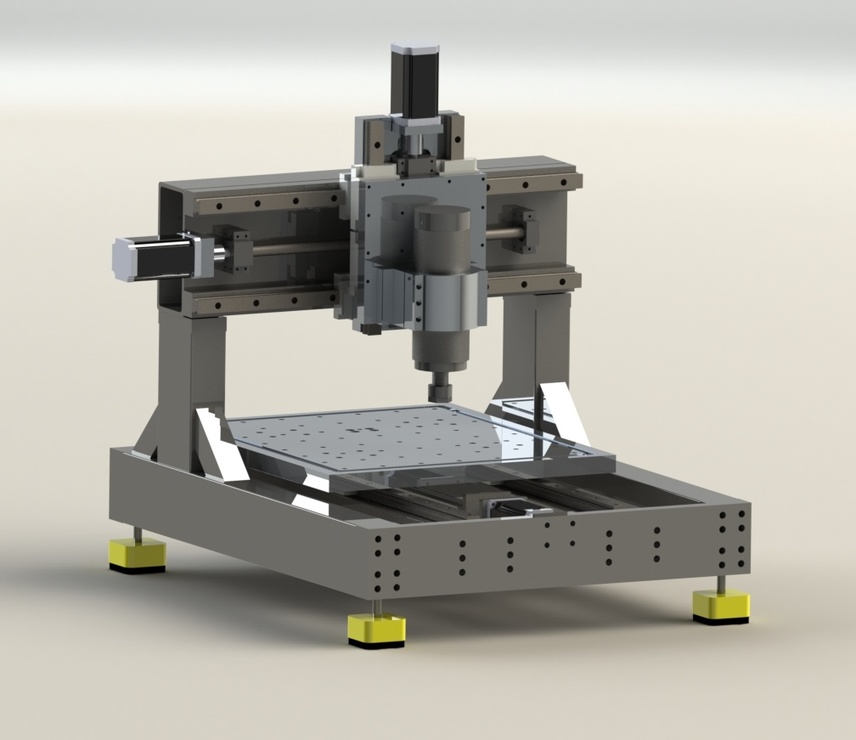
Ez felejtős, a látszat csal. A másik 4-ből 3 gyakorlatilag egyforma, azokból bármelyik jó lehet. Viszont ha aluprofilból csinálod akkor tök más lesz mint ezek, nem tudom miért rugózol ezeken a képeken. Az irány már megvan, el kell kezdeni. Főleg ha használt apróban kapható cuccokból akarsz építkezni akkor felesleges egy konkrét terv, mert mindig a kapható dolgokhoz kell igazolni.
Fordítva! Minél nagyobb áramú egy motor azonos nyomatéknál, vélhetően annál jobb. Persze ha a vezérlőd nem tudja akkor hátrány, de a nagyobb áram azt jelenti hogy kisebb a motor indukciója, azonos feszültségről nagyobb frekvenciát bír, azaz nagyobb fordulatszámot tud produkálni, szélesebb a használható nyomatékkal rendelkező fordulatszám tartománya, gyorsabb lesz a géped.
Amúgy sem volt valami jó fajta. 2,8Nm nyomaték ami nem rossz, de ehhez 5A áram kell neki ami nem kevés. Nekem vannak 3,1Nm-es motorjaim, de azoknak csak 2,8A kell.
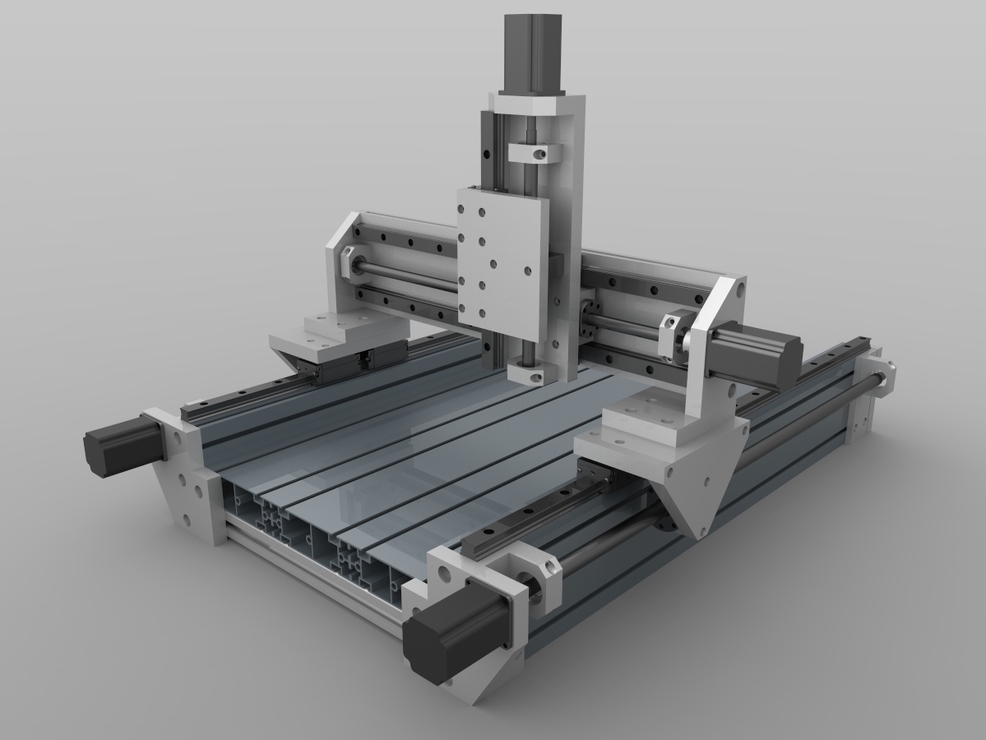
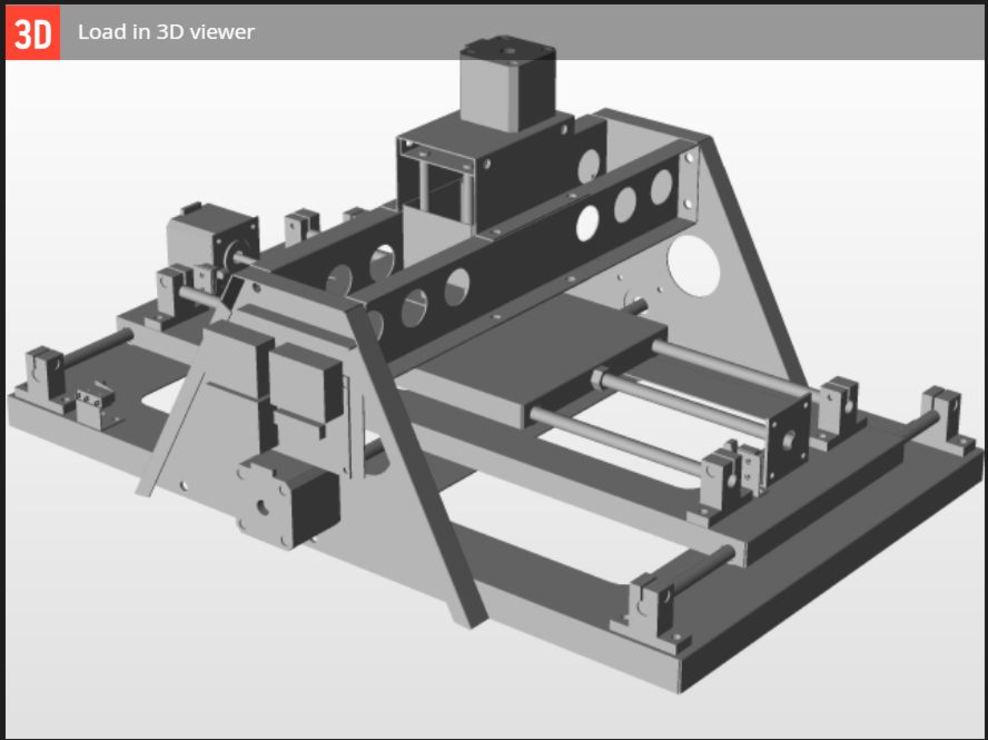
Masszívnak néz ki, de nem az A szabadon álló tengelyek a gyenge pontja ennek a gépnek, a váz ezek után feleslegesen masszív. Amúgy vannak ilyen X-Y irányba mozgatott asztalos megoldások, gyakorlatilag az összes fémipari marógép, csak ott jól van megoldva.
Hátránya a kicsi munkaterület. Fára jobb neked a mozgó hidas.
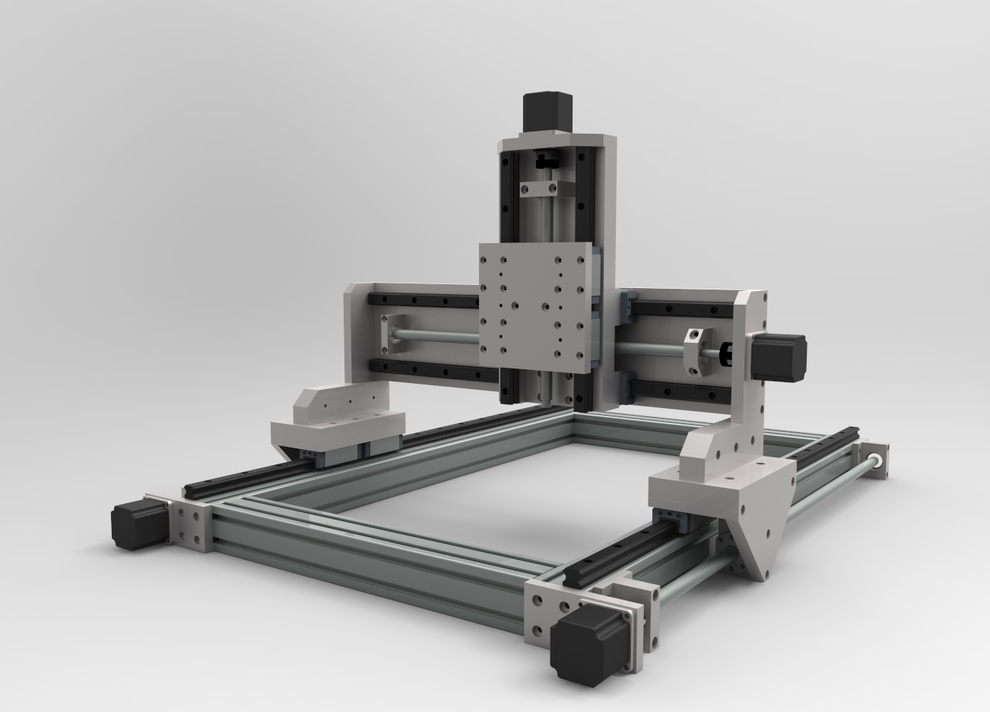
Találtam még pár géptervet, ami esetleg számításba jöhet építés céljából. Sokat, több száz képet néztem meg a neten épített gépekről. Csak pár jelölt maradt, tovább már nem keresek. Ezek közül melyik lenne érdemes a megvalósításra? Persze a szükséges módosításokkal (dupla lineáris sínek és dupla kocsik, golyósorsók, stb...). A cél: zsebmarás fában, relief készítés, plexi, műanyag marás és alkalmanként óvatos (mondjuk 0,2 mm fogásmélységű) alumínium megmunkálás. Marómotor van, KRESS 1050 FME-1 (5000-25000 RPM). Az építést masszív aluprofilból gondoltam. Zártszelvényből hegesztett vázat nem áll módomban feszültségmentesíteni és síkba maratni. Tehát a jelöltek (az utolsó kép csak egy kérdés miatt került ide: Miért nem láttam ilyen elven készült gépet? Ez azért elég masszívnak néz ki.)
DZ-CNC | 186
2018-01-05 23:22:34
[10610]
Mégsem... Sajna csak ER32/40-re van, nekem meg csak ER20
Ez amúgy magyar találmány. Ismertem a kitalálóját, ha jól rémlik repülőgép mérnök volt és csúnyán megszedte magát ebből. Csak amit ő eladott nyugatra azzal szenet, krumplit meg ilyesmit szivattyúztak, szóval nem ilyen játék méret volt.
Előzmény: Szalai György, 2018-01-05 20:57:05 [10604]
Meg valahol egyszer láttam egy olyasmi kefés feltétet mint a tiéd, csak a porszívó nyomó oldala is bele volt vezetve és kialakítva egy korrekt légcsatorna a szerszám körül. Azt nem találom.
Üdv! Az adásvételben látható 4 darabos stepper motor pakk alkalmas lenne a majd épülő CNC marógépem mozgatására? Nem szeretnék szakértelem nélküli felesleges pénzkiadásba bocsájtkozni. Hirdetés linkje (79456. post.)
Szalai György | 9544
2018-01-05 19:50:17
[10602]
Egyen feszültségre ez biztosan nem lesz jó, mert csak nulla átmenetkor kapcsol be.
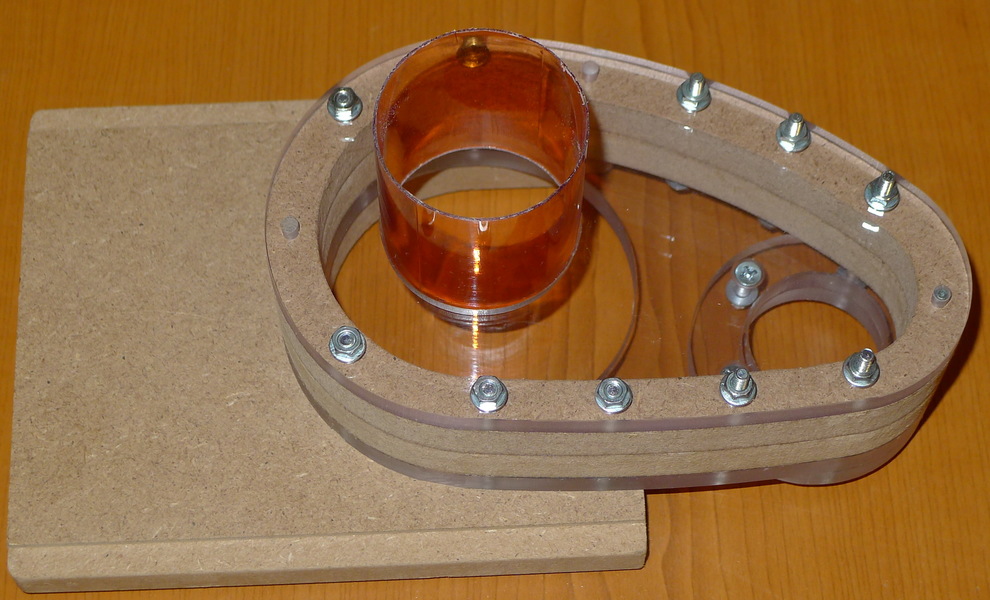
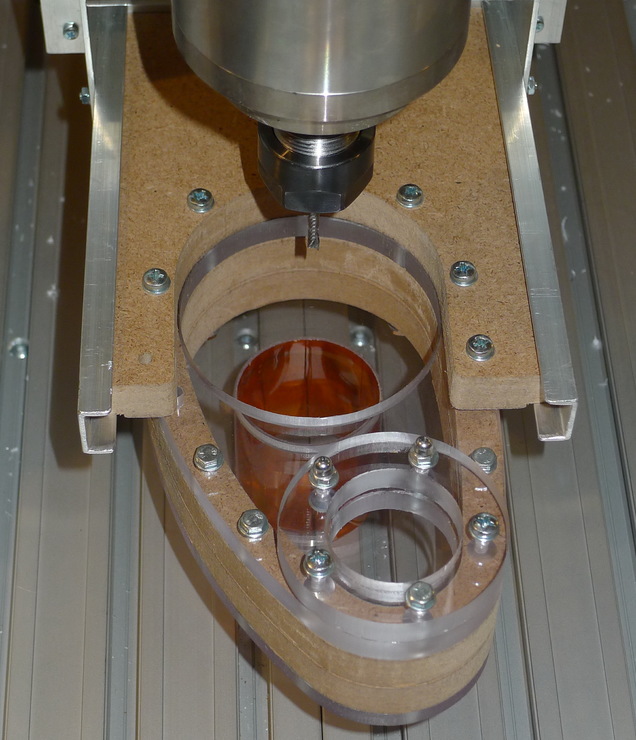
Meguntam a manuális porszívózást, nekiálltam egy porelszívó feltét készítésnek. Az 1.0-ás verzió egész jól működik, por-forgács gyakorlatilag nem jutott ki a kefe alól, viszont egy hátrányt egyből tapasztaltam: Amikor a porszívó "csőrös" végével közvetlen közelről követtem a szerszámot, a mélyebb hornyokból jobban kiszedte a forgácsot, így a következő fogásmélységnél könnyebb dolga volt a marónak. Így az "automata" verziónál, a nagy felület miatt nem olyan intenzív a szívóerő a szerszám közelében, és így a hornyokban ott marad a cucc. Van erre esetleg valami kiforrott megoldás? Egyelőre elkezdtem egy 2.0-ás verziót, hogy lássam munka közben a szerszámot, illetve csökkentettem a légteret is.
Pali79 | 711
2018-01-05 16:30:27
[10600]
Szerintem nem lesz jó. Az AC-ra valók figyelik a színusz hullámot és 0 átmenetnél kapcsolnak, de ebben én sem vagyok 100%
SSR-ben nem vagyok otthon, de azt hiszem, hogy van direkt egyenáramhoz. Én fognék egy megfelelő FET-et, védődiódát és előtét ellenállást, aztán hadd menjen. Ha szépen akarod csinálni, akkor le is választhatod egy optocsatolóval, nehogy valamit visszaengedjen. (A döntésben segít, hogy ezek vannak otthon, míg SSR nincs... ) Ötletek a guglin.