Köszönöm mindenkinek a segítő hozzászólást és fáradságot. Közben még kísérleteztem a géppel, de módszeresen hibázik ugyanott, 5-dik próbálkozás után is. Ha csak egyszer van zseb a kódban, akkor az hibátlan, ha már kettő, mindegy milyen sorrendben, a másodikat elrontja.
Jelenleg nem linuxcnc-n fut hanem egy controller vezérli a gépet, de korábban is csináltam hasonló pocketezést és soha nem volt problémája.
Holnap még kísérletezek, megnézem miben tér el, ha külön veszem a zsebeket és nem egyszerre jelölöm ki a kettőt, majd generáltatom a zsebek kódját (V.János ötlete alapján)
Valamit utál a kontroller benne, rá kell jönnöm, hogy mit.
Törölt felhasználó
2017-05-02 22:13:13
[33381]
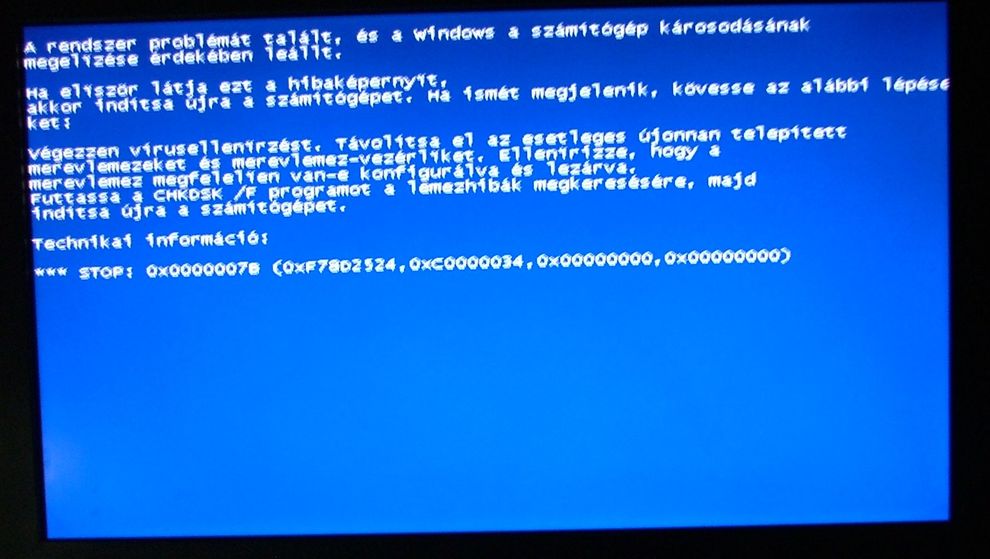
Akkor csinálja ezt ha az alaplapon be van kapcsolva az AHCI mode. Gondolom rest is volt vagy lemerült az elem az alaplapban és visszaállt minden alapba.
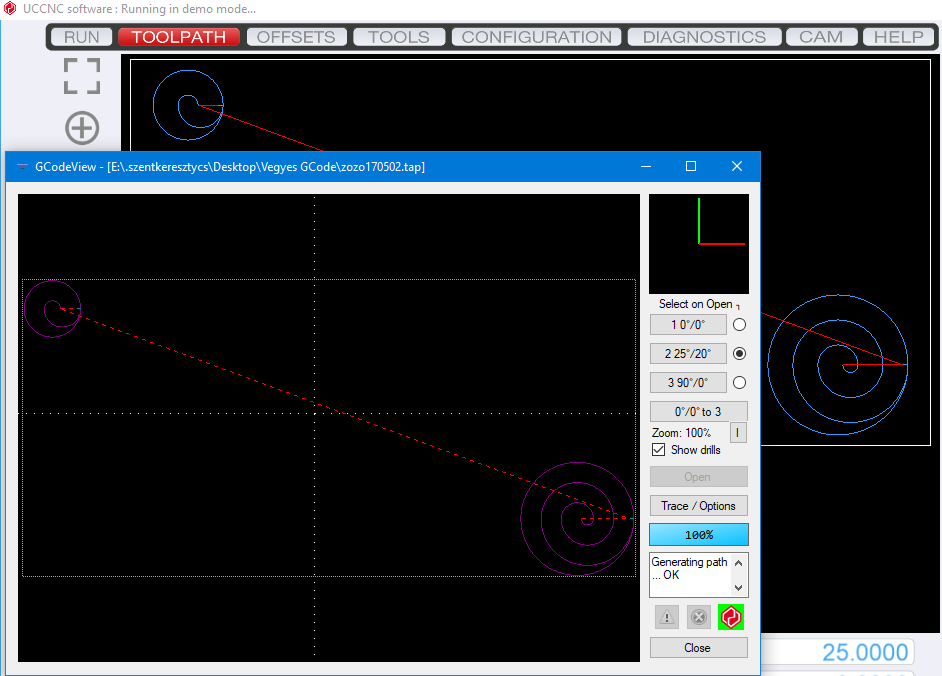
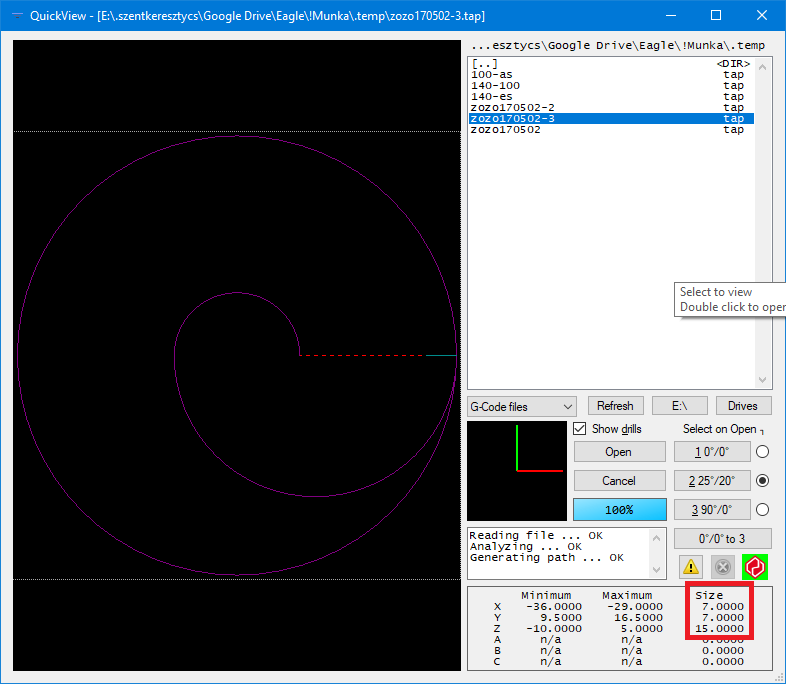
Nálad lesz valami mizéria. A kód úgy jó, ahogy van. Az első képen UCCNC és a saját megjelenítőm is szép körnek rajzolja. A második képen a kódból kivettem az első kört és a bekeretezett számokon látszik, hogy egyenletes a mérete. (Felülnézetben van, de ott van alatta az összes kör, látszik a Z méreten, hogy minden Z benne van.)
Azokat bizony még az öreg Fanuc bácsi hagyta ránk. (tényleg a FANUC mozaikszó vagy valami emberke neve?) Az OT-s vezérlőknél biztos de szerintem még jó darabig úgy volt, hogy ha nem raksz tizedespontpot akkor mikronnak értelmezi a számot.
Telepítsd fel a windowsodat a teljes területre, ahogy kiadja a particionálás, majd aztán ha életre kelt, utólag megcsinálod a partíciókat. Akár a linkelt progival, akár a win beépitett lemezkezelőjével.
Ez a linuxcnc-re generált kód. Én nem látok hibát, de hátha átsiklottam valami felett.
Nagyon köszönném, ha valaki esetleg végig futtatná akár diódás lézerrel rajzolva, hogy a 10-es furat ovális lenne-e. 90x50-es vízszintes téglalap befoglaló méretű lap elég, az X0 és Y0 a téglalap közepe.
Megáll az eszem...és egy helyben toporog! Nem értem az alábbi marási hibát.
Adott egy alkatrész, aminek a marása úgy indul, hogy készül 2db 10mm mély pocket, kör profil mindegyik, egy 17 és egy 10mm átmérőjű.
Elindul a marás, az első 17-es átm. pocket rendben lefut, a maró csigavonalban fut körbe, század pontosan. Utána átmegy a szerszám a másik helyre.
Az első kör 10mm, eddig OK. aztán a következő Z lépés után már y minusz irányba csal 0,2mm-t. Aztán minden Z lépésnél ugyanúgy minusz 0,2mm csalás Y-ban.
Az eredmény egy ovális lyuk, aminek a felső része ugye lépcsős.
A g-kódban természetesen nincs Y ellépés, valamiért az interpolácó hibás.
Fusion360-ban generáltam a kódot, linuxcnc postprocival, de próbaképp fanuc generic post-ot is megcsináltam, a helyzet ugyanaz.
Két lehetőséget látok. Az egyik, hogy a Fusion360 nem jól generálja ezt, vagy a kontrollerem hülyült meg. Eddig ilyen hibába sose futottam bele.
Ja és az érdekesség, hogy a hibás pocket után folytatva a munkát, minden további műveletet hibátlanul csinál, pontos pozíciókkal. Tehát a második zseb ami hibás, a további fúrások, kontúrmarás teljesen hibátlan.
Tiszta ideg vagyok tőle, beteszem mindjárt a g-kód részletet is, bár semmi hibát nem látni benne, sem Y sem I érték nem változik a Z lépések után.
A vinyót rakd be a helyére. Indítsd el az XP telepítését az csinál magának helyet, vagy kérdez. Amikor kész a telepítés, az XP vel tudod osztani tovább a vinyót.
Elhalálozott a műhelyi szgépemen a vinyó.. Vettem egy újat, de azt partícionálni szeretném,( c:,d: ) de nem tudom hogyan, mivel..? Nagyon régen csináltam ilyet.., akkor FDISK-el csináltam egy Win ME boot lemezről, de már az sincs meg. Segítsen valaki. Köszönöm!
Törölt felhasználó
2017-05-02 16:57:14
[33360]
Üdv!
Mi a véleményetek a tb6560-m meghajtorol? Menyire haszálható?
designr | 3621
2017-05-01 22:20:35
[33359]
Kérj kölcsön egy tusirlécet és ahhoz hozzáhuzatva illeszteni?
Nekem úgy rémlik az acélhuzalt szakirodalomban is olvastam . A 3 db tusírlapot , pedig végre nem nekem kellett írni Meg akkor miért is bénáznak a hántolással ? De csak viccelődünk ...
Több század. Síneket nem érdemes referenciának használni, éppen hogy azokat kell odahúzni a referencia felülethez, mert önmagukban pontatlanok...igaz én HiWin vezetékkel játszottam.
Én ezt úgy szoktam, hogy felteszem a rezsóra a blokkot, és amikor elérte a szükséges hőmérsékletet egy határozott fémes koppantással jelzi, hogy kiesett a csapágy
Köszönöm a kimerítő választ. Ha lenne újban kettő ilyen gondolkodás nélkül felszerelném, de nem tudok keresni hozzá istentudja honnan alkatrészeket. Mivel nincs minden pólusa kihasználva így nem dőlök a késembe ha ezt már nem tudom újjáépíteni, nem vagyok ellene a korszerűsítés ezen formájának. Sajnos az érintkezői olyan szinten be vannak égve, hogy van amelyik már nem is érintkezik csak éppen, meg szikrázik erősen kapcsoláskor.
Előzmény: Szalai György, 2017-05-01 06:23:13 [33345]
svejk | 33157
2017-05-01 10:40:21
[33351]
Szinkron hajtásra bármelyik, esetünkben a kétirányún van a hagsúly. Egyébként a hajtástechnikai boltok az AT-set ajánlják, de mint tudjuk hobbyban minden megengedett működik is.
Mivel a mezei T profil a legolcsóbb és leginkább ismert ezért ebből is lehet kapni a leggagyibbakat. Látatlanban nem ajánlatos ezt a fajtát vásárolni.
A HTD szintén közismert, az alapsorozat tartalmazz a 72 fogú tárcsát is, általában nem szokott vele gond lenni.
A ötlet: Egy jó erősen meghúzott rugóacél huzal, amit a kocsira szerelt érintkezővel, mikrométer pofával, vagy akár mikroszkóppal, webkamerával, vagy lézerpointerrel az árnyékot távoli falra vetítve letapogathatsz.
B ötlet: Ha valahol sikerülne szerezned három öntöttvas darabot akkor azokat egymáshoz hántolva egyszerű eszközökkel kézzel, piszok sok munkával tudsz házilag ezred mm pontos etalont készíteni.
Szia ! Köszönöm , akkor te is foglalkozol ilyennel ? Jó ez a fórum mert egy óra alatt megszerezhető az infó ( Kéri Lacinak itt is köszönök mindent ) Írtam egy privát üzenetet ....
Régi ismerős. Ez a svájci licenc alapú Terta (Telefongyár) Integra jelfogó. Rengeteget gyártottak belőle a hatvanas évektől KGST országoknak is. A „nagy megbízhatóságú” jelzőrendszerekben elterjedt volt, a vasút mag a villamos háza táján. A vasutasok XJ-nek hívták. (Integra dominó biztosító rendszer.) Az áramszolgáltatók is használták úgy a nyolcvanas évekig, a közvilágítás központi vezérlésében. Ott integratekercs volt a neve.
A kellemetlen, hogy az Integrára rengeteg kontaktus felpakolható. Rakható rá gyenge és erősáramú érintkező is. Nehéz olyan kisrelét találni, amelyiknek ennyi érintkezője van, ezért lehet, hogy egy integra kiváltására több kisrelét kell használni.
A kellemes, hogy ezek, rendeltetésszerű használat mellett, nem nagyon használódnak el, hanem csak oxidálódik az ezüstérintkezőjük felülete. Szerencsére minden része csavarozható, így akárhányszor darabokra szedhető és tisztítható, vagy cserélhető. Esetleg vasútközeli bontásból, korszerűsítésből nyerhetsz tartalék alkatrészeket.
Nem, úgy nem müxik. A testert állítsd manualra, majd csutkára tekerd le balra. Után rádugod az ESC-et, majd a tápot. Az ESC csipog párat (doksi írja, mit kell neki normál induláshoz) utána ha tekered a gombot indul és gyorsul a motor.
Az ESC csakis "lehúzott gázzal" élesedik, ez biztonsági dolog. Általában programozni is lehet a testerrel, ezt is a doksi írja (azt nem kerestem most meg).
Legtöbbnél a menübe lépés jobbra feltekert tester állással (full gázon) történik, aztán le-fel kell menünként tekergetni, van amelyiknél a félgázig kell csak.
A testeren a neutral középre állítja a szervót, az automata pedig folyamatosan mozgatja ide-oda. Ha ESC lenne, akkor a motor félgázon futna, illetve leállna-felpörögne folyamatosan.
Előzmény: ANTAL GÁBOR, 2017-04-30 18:52:57 [33329]
gusi | 33
2017-04-30 23:47:52
[33342]
Sziasztok! Szeretnék építeni egy síkköszörűt, és a hosszanti megvezetéssel van gondom. Sem mérni, sem beállítani nem tudom a pontosságot, etalon alkatrész kell. Mit gondoltok, vajon mennyi elhajlása lehet kiszállítás után egy WER27R sínnek? Szélességében persze, vastagsága irányában ugye mindegy. Olcsóbb megoldás esetleg?
Törölt felhasználó
2017-04-30 23:32:47
[33341]
Ha nekem nem hiszel akkor megadhatom Abay Nemes László mérnök és Loctite szakértő telefonszámát. Mikor Pécs közelében dolgoztunk ott volt nála szállásunk és az öreg esténként lejött sztorizgatni meg fejtágítani Loctite termékekből. Szerintem az összes termékismertető és adatlap megvan.
Loctite 243 180°C-on még csak a rögzítő szilárdságnak a 65%-ra redukálódik. 800 óra 180°C-os hőntartás után lesz 40%-a De idézhetem is a leírását. "Ahol kéziszerszámok nem alkalmazhatók (nagy hossz,vagy nagy átmérő miatt) ott alkalmazzon lokális hőközlést, kb. 250°C-on. Melegen kell szétszerelni."
Egy kis segitséget kérnék olyantól akinek van tapasztalata Loctite ragasztókkal és csavarrögzitővel. Van ugye a 638 as ragasztó,ami ugye pl egy csapágyat a helyére igen erősen ragaszt (igazit oda kell sózni ha az ember ki akarja szedni),ezzel ellenbe van a közepes szilárdságú csavar rögzitő a 243-as,ez milyen erősen fog meg egy csapágyat egy házban? A cél az lenne hogy ne 2 kilós kalapáccsal keljen kibombázni egy lötyögősebb házba beragasztott csapágyat,de mégis tisztességesen fogja azt a csapágyat. Köszönöm.