Mach3 as beállítási segítséget kérek. A dxf rajz alapján az aspire program által generált program fut rajta, megy is a maró, de valamilyen koordináta beállítás nem lehet jó mert kis területen mozog a maró, a Z koordináta lehet elállítva. Ha valaki Debrecenben járna és ránézne gyakorlott szemmel akkor azt megköszönném és nem kellene itt részletekbe menni.
Köszönöm
svejk | 33157
2018-05-23 09:51:19
[16888]
Első és legfontosabb, olvasd el TÖBBSZÖR a használati utasítást szinte mindegyik kérdésedre benne van a válasz:
1 - Az indítóikon paraméterezésével - /p kapcsoló és a megfelelő profil neve- tudod a megfelelő profilt indítani. (puskázz a telepítésnél felrakott ikonok tulajdonságaiból)
2 - A gyökérben a mach3mill.xml file-ban vannak a beállítások elmentve
3 - Config/general configban az initialization string mezőbe írd be a megfelelő F értéket.
4 - Lehet, lásd a fenti leírást
5 - ha nincs sok külső kimenet akkor lehet célszerű M kóddal kapcsolni G kódból, de ha valóban kell a Brain az is megoldható. Van itt fórumtárs aki vérprofi ebben, ha kell magánban megadom a nevét.
Nagy kéréssel fordulnék hozzátok, remélem segíteni tudtok!
Szál adagoló hajlitó gép mach3 alapon- sima egyszerü lpt port azt kész. Szeretnénk megoldani,hogy
1: amikor elinditom a progit ne kelljen kiválasztani, hogy default vagy mill vagy turning funkcio éljen csak rakattintok és elindul.
2: a beállításaim legyenek valahol elmentve, mármint melyik file-ba menti azokat? step/rev, sebességek, general stb
3:induláskor ne F6 legyen a feedrate, hanem mondjuk F1000.
4.Lehet-hotkey a start gomb és-vagy a X vagy Y zero? a button scriptnél nem villog. Esetleg OEM trigger el? nem tudom.
5.Hogy lehetne megoldani, hogy mint PLC is funkcionáljon Valami brain controll? példa- x lelépi az adott hosszt mármint beadagol, majd egy mágnes szelepet szeretnék meghúzni.
Egyenlőre hirtelen ez jutott csak eszembe nagyon megköszönöm ha valaki tud válaszokat adni! Köszi sziasztok!!!
Catia DS posztproceszor Mach3-ra ,nem éppen hobbi kategória de hátha valakit érdekel .Poszt-menüben ki kell választani a Fanuc0M(Generic) , a generált kod(C/ProgramFile/DassaultSystem/B20/..) átírni (a sor végéböl törölni ,,G91 G74 X0 Y0 ZO ,,)
farkastibor | 670
2018-05-18 23:41:37
[16884]
FeatureCam posztproceszor Mill.3/4Ax és Turn, Mach3-ra (Mill/Turn-funkcióra is)itt
ORCA17 | 605
2018-05-18 11:22:02
[16883]
Szia!
Köszönjük az infót, és a linket. Sok hasznosságot lehet olvasni!! A lényeg talán az, hogy az XP-vel nincs gond, még a WIN7 32 bites is eldöcög, a probléma inkább a 64 bites verzióval adódik. Olvasom, hogy céges géppark használ WIN7-t sok száz gépén. A hobbi kategóriában talán nem olyan gyakran váltogatjuk a verziókat, persze aki a minden napi munkájához használja az más kategória. A frissítésekre kell odafigyelni és előzetes mentéseket készíteni...csak zárójelbe: ezért nem luxus két PC, még ha "buta" is és lassú is. De tesztelni egy másik gépen sokszor kifizetődő
Gondolom ezt már itt mindenki tudja, de ha nem akkor ez fontos hír azoknak.
A Mach3 megállt és nem működik az utolsó Windows 10 verzióval (1803), amit én tegnap este töltöttem le. Ezt már az USA-ban kezdték indítani (szerencsére) és úgy néz ki hogy a napokban indult Európai komputerek frissítése. Tegnap ért el hozzám a Mach3 PC frissítése és utána nem lehetett a Mach3-t elindítani. Érről én tudtam meg nekem nem probléma mert UCCNC-t használok már, de azért ki akartam próbálni.
Itt volt a gikszer !!! -------------------------------------------------------- Code "G4 P1" 'Pause 1 second to give time to position probe plate Code "F4" 'slow feed rate to 4 ipm ---------------------------------------------------------
If GetOemLed (825) <> 0 Then 'Check to see if the probe is already grounded or faulty Code "(Probe plate is grounded, check connection and try again)" Else FeedCurrent = GetOemDRO(818) 'Get the current settings XCurrent = GetDro(0) YCurrent = GetDro(1)
Code "G4 P1" 'Pause 1 second to give time to position probe plate Code "F4" 'slow feed rate to 4 ipm
Rem Probe Left
XNew = Xcurrent - 3 'probe 3 inches to left Code "G31 X" &XNew While IsMoving() 'wait for the move to finish Wend XPos1 = GetVar(2000) 'get the probe touch location
Code "G0 X" &XCurrent 'rapid move back to start point
Rem Probe Right
XNew = XCurrent + 3 'probe 3 inches to right Code "G31 X" &XNew While IsMoving() Wend XPos2 = GetVar(2000)
XCenter = (XPos1 + XPos2) / 2 'center is midway between XPos1 and XPos2 Code "G0 X" &XCenter 'rapid move to the x center location
XCenter = (XPos1 + XPos2) / 2 'center is midway between XPos1 and XPos2 Code "G0 X" &XCenter 'rapid move to the x center location XPos1 = GetVar(2000) 'get the probe touch location XPos2 = GetVar(2000)
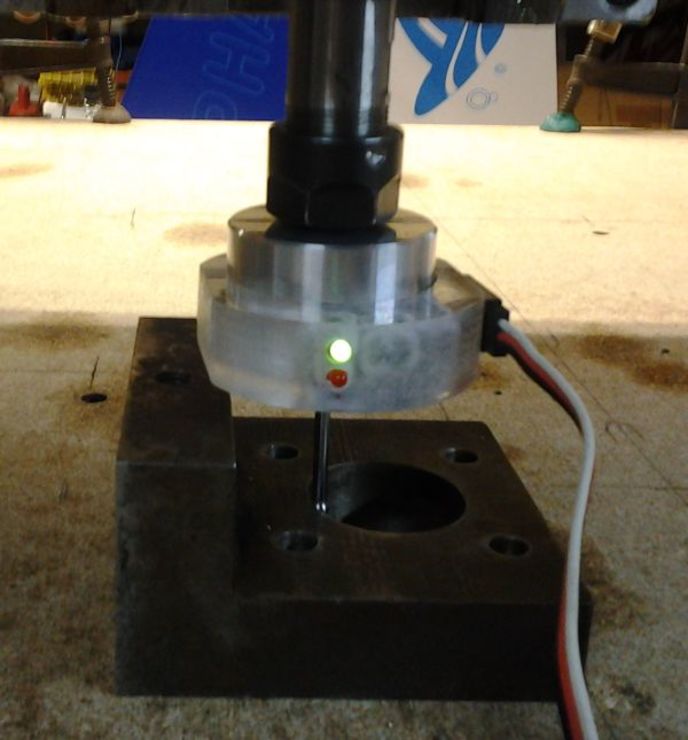
Bár néhányan segítőkészek voltak egy panel marása kapcsán a 3D tapintómhoz, de végül magam faragtam egyet mert még nem érkezett meg. 11 X 16 mm méretben. A vastagsága 6mm. Az egészet egy kimart plexi "gallérba" besűllyesztettem.
Az összeállításnál szempont volt a kapcsolódó vezeték csatlakozós kivitelű megvalósítása. Ezt egy, a modellezésben használatos szervó vezetékkel oldottam meg. Értelem szerűen, ha nincs a vezeték bedugva, nem világit egyik LED sem, viszon akadály nélkül körbe forgatható a tapintó fej századon belüli bekalibrálásához. Nagyon zavart a bolti fix vezetékes megoldás.
Továbbá ment a polémia a scriptet illetően a "duplázásról" -tulajdon képpen ez kapcsolódik ténylegesen a topic címéhez- végül azt is sikerült összeraknom - internet/agyalás útján.
Tökéletesen műxik
farkastibor | 670
2018-05-04 23:38:46
[16873]
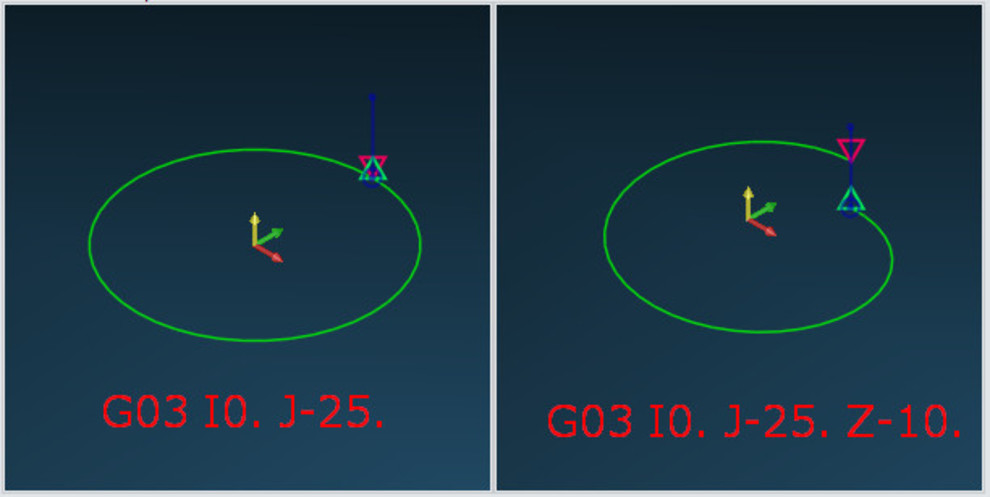
Méghogy a Mach3 nem olvassa be a I,J,K,R (protokollt) forrás tutorial (PDF) itt az én gépemen is....(Swiss_Screen)
Béni | 2078
2018-05-02 21:35:49
[16872]
Helyesebben: "... majd vissza mozogás után kisebb előtolással (Feed2) finom bemérést."
Nincs semmi varázslat a szkriptben. Az írója szándéka szerint először a gép dinamikai képességei és a bemérő működési határai szerint megengedhető nagy előtolással (Feed1) durva bemérést végez, majd vissza mozogva kisebb előtolással (Feed2) finom bemérést. Ezt mind a négy főirányban megteszi. Ez az ismétlés oka. Mivel G31-el működik, korlátolt a tapintó átmérő és a mért furat átmérő legkisebb különbsége. A helyes működéshez a G31-ben programozott valós mozgásnak meg kell haladnia az 1/100-ad inch-et. (0,254 mm). Ha a mérés pontosságát fontosnak tekintjük, akkor a szkript ennek a kitételnek nem teljesen felel meg, ha nem a középpontból indítjuk.
Elfogadom azt amit írsz, akkor nem a kódban kell keresni az "ismétlés" okát. Akkor a kérdésem félig megválaszoltnak tekinthető...de a videó alapján, elég látványos volt a két működés közötti különbség, már mint a videó és az általam tapasztaltak között.
Szerinted hol a plusz mozgást előidéző kód rész? Talán magában a .set fájlban?
Tudom, mi volt az eredeti kérdés, viszont ezt írtad:
"Ami különbség a két eljárás között - már amit én használok és amit Te megmutattál - lényeges. Én az elektromos megszakítás elvén működő eszközt használok és a videón az elektromos kapcsolás elvén működő eszköz szerepel."
Én erre válaszoltam, hogy a bemérő script szempontjából ez teljesen mindegy.
Köszönöm a válaszod. Tudom amit taglalsz, mert van mind a kétféle (zár ill. szakít) elektronika de nem ez volt az eredeti kérdés Az eredeti kérdésem azt próbálta felderíteni, hogy hol van az a kód(rész), ami az "ismétlést" határozza meg. Lásd alábbi bejegyzésem.
A script szempontjából teljesem mindegy, hogy NO vagy NC az érzékelő, csak a beállításokban kell a Probe bemenet Active low pipáját be- vagy kikapcsolni. Maga a G31 azt figyeli, hogy a bemenet aktívvá váljon, függetlenül attól, hogy ehhez milyen jelszint tartozik.
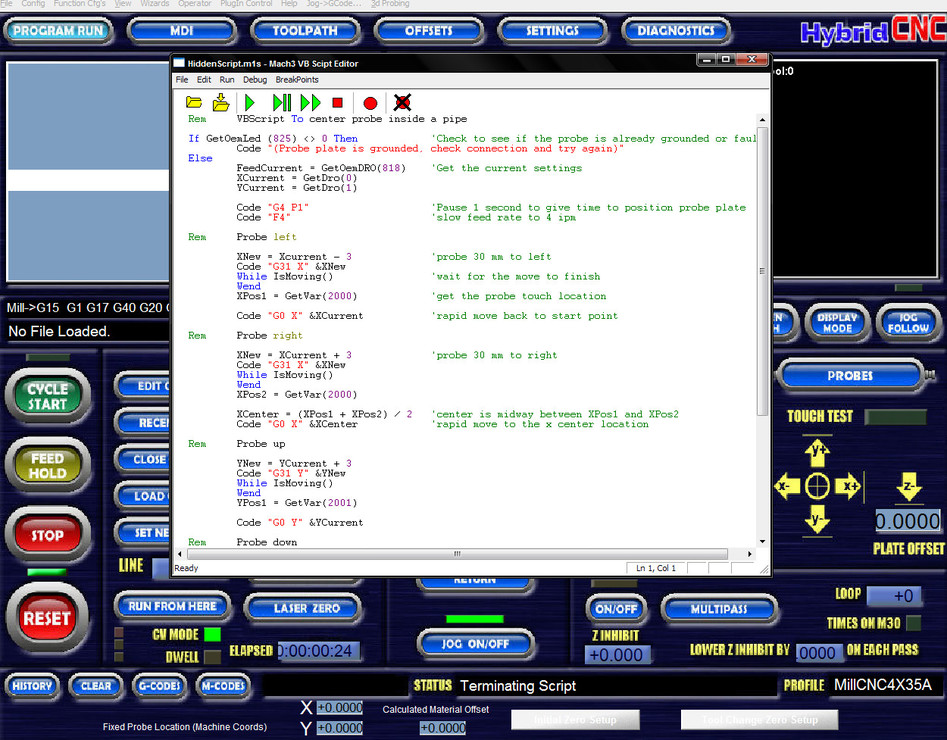
Az én ,,script 30-60mm-es átmérőkre. ------------------------------------------------------------
Rem VBScript To center probe inside a pipe
If GetOemLed (825) <> 0 Then 'Check to see if the probe is already grounded or faulty Code "(Probe plate is grounded, check connection and try again)" Else FeedCurrent = GetOemDRO(818) 'Get the current settings XCurrent = GetDro(0) YCurrent = GetDro(1)
Code "G4 P1" 'Pause 1 second to give time to position probe plate Code "F4" 'slow feed rate to 4 ipm
Rem Probe left
XNew = Xcurrent - 3 'probe 30 mm to left Code "G31 X" &XNew While IsMoving() 'wait for the move to finish Wend XPos1 = GetVar(2000) 'get the probe touch location
Code "G0 X" &XCurrent 'rapid move back to start point
Rem Probe right
XNew = XCurrent + 3 'probe 30 mm to right Code "G31 X" &XNew While IsMoving() Wend XPos2 = GetVar(2000)
XCenter = (XPos1 + XPos2) / 2 'center is midway between XPos1 and XPos2 Code "G0 X" &XCenter 'rapid move to the x center location
Ami a 3D-s tapintó praktikus oldala az, hogy nem fémes anyagok bemérésére is a jó. Készítettem már olyan szerelő sablont, ami festett alkatrészekhez készült nem nagy fizikai igénybevételre. Ott trükköznöm kellett(akkor még nem volt ilyen tapintóm) hogy egzakt módon vissza tudjak állni null pontra, tettem bele egy rézcsapot és kineveztem null pontnak. Az a bemérő az elektromos kapcsolat létrejöttének elvén működött.
ORCA17 | 605
2018-05-01 21:03:36
[16861]
Ez nagyon szuper, köszönöm a velem való törődésed Ami különbség a két eljárás között - már amit én használok és amit Te megmutattál - lényeges. Én az elektromos megszakítás elvén működő eszközt használok és a videón az elektromos kapcsolás elvén működő eszköz szerepel.
Ettől független nagyon praktikus, mert magával a szerszámmal is képes középre állni és rögtön képes a szerszám magasságát is bemérni. Letöltöttem a scriptet is. Továbbá nincs az az ominózus "ismétlés" és több dolgot is lehet beállítani a működést illetően.
ez nagyjából tiszta, világos...de azt nem tudom, hogy hol van, hol keressem azt a kód részt, ami az ismétlésre utal. Nem szeretem a "hályogkovács" attitűdöt
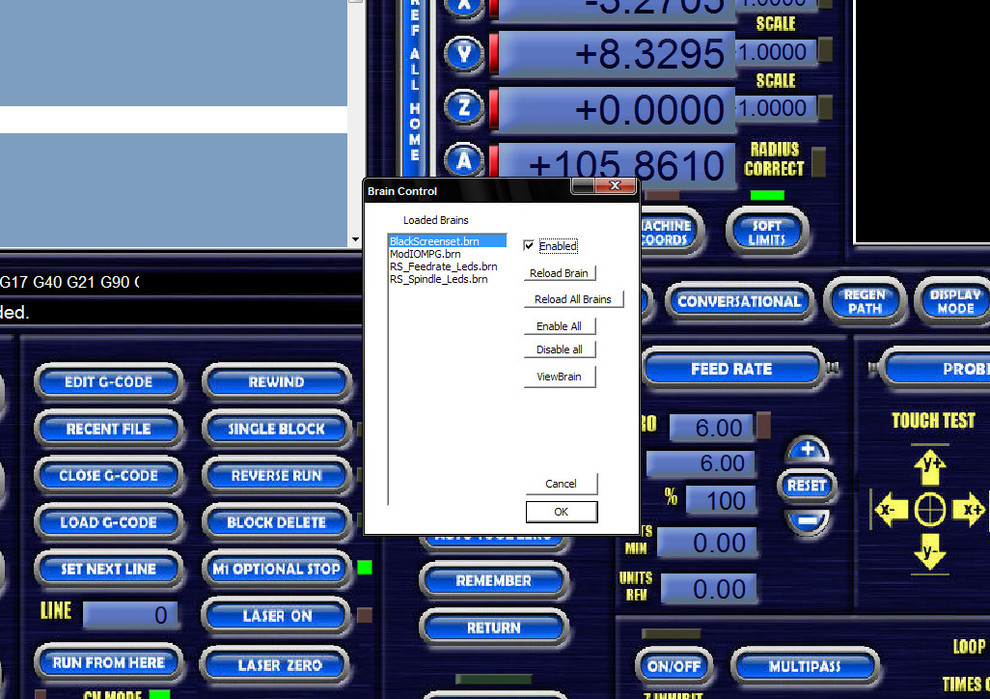
Ezt a ,,Scrennt,, nem ismerem DE , van egy funkciójá(update) ,,relod brain,.---enable(pipa) ---relod brain vagy relod all. Frissiteni---gondolom at írja( de azt meg lehet nézni a scriptben)
Ezeket az értékeket képernyőn keresztül tudom változtatni. Ettől függetlenül marad az "ismétlés" Valahol máshol van a kutyus elhantolva - lehet, hogy magában a .set fájlban?
Régen én is szembesültem ezzel a problémával , ha jól emlékszem a a zárójelbeni (értékeket)kell megváltoztatni.(X,Y,Curent) (Feed =sebesseg) (MoveX,Y).
Kérdéssel fordulok a script írásban járatos fórumtárshoz:
Van egy 1024TP képernyő felület, amin kezelni lehet a 3D-s, központ kereső, alkatrész pozíció bemérő funkciókat.
A gondom az, hogy furat központ keresésnél a pozíció felvétel után megindul (helyesen!)az ellentétes irányba, de 2-3 mm megtétele után "ráismétel" és csak utána indul el az ellenkező oldal pozícióját felvenni.
Nagyobb furat esetében ez nem jelent problémát, van hely a plusz mozgásokra, de kisebb furat bemérése ily módon lehetetlen. Elvileg a tapintó átmérőjétől (4mm) nagyobb furatban kéne tudni használni pl. 6 mm - gondolom én.
Egy megjegyzést én is fűznék hozzá. A szerszámcsere pozícióba mozgást szedd szét két sorba, mert ha egyszerre indul el minden tengely, abból szerszámtörés lehet. Először a Z-t emeld ki, aztán mászkálj a többi tengellyel. Tehát:
Code "G53 G0 X0 Y0 Z-1.0" ' Move z to tool change position in Machine cord. While IsMoving ' wait for z to move Wend
sorok helyett két lépésben:
Code "G53 G0 Z-1.0" ' Move z to tool change position in Machine cord. While IsMoving ' wait for z to move Wend Code "G53 G0 X0 Y0" ' Move x,y to tool change position in Machine cord. While IsMoving ' wait for z to move Wend
Sikerült elvileg így kapcsolja a portot míg szerszámcserét kéri ok gomb megnyomása után kikapcsolja a portot. Az nincs benne azt még nem tudom hova kellene beszúrni neki. Azért köszönőm
'Tool Change Macro For Manual tool change 09/14 CNC4XR7 OldTool = GetOEMDRO (1224) 'Tool In spindle DRO You must add this to your settings screen 'x = GetToolChangeStart( 0 ) ' Get x tool change start position 'y = GetToolChangeStart( 1 ) ' Get y tool change start position 'z = GetToolChangeStart( 2 ) ' Get z tool change start position Code "G53 G0 X0 Y0 Z-1.0" ' Move z to tool change position in Machine cord. While IsMoving ' wait for z to move Wend ActivateSignal (9) tool = GetSelectedTool() ' tool to be changed to NewTool = tool Call SetUserDRO (1224,NewTool) SetCurrentTool( NewTool ) ' input new tool into tool in spindle dro Code "G43 H" & tool ' Call tool offsets for new tool ' Verify Tool Change Complete Dim Msg, Style, Title, Help, Ctxt, Response,MyString Msg = "Please Insert Tool Number " & " ( " & GetSelectedTool() & " ) " & " " & GetToolDesc(tool) ' Define message Style = vbYesNo + vbCritical + vbDefaultButton2 ' Define buttons Style = 0 + 48 + 0 ' Define buttons. Title = "Tool Change Requested" ' Define title Help = "DEMO.HLP" ' Define Help file Ctxt = 1000 ' Define topic 'context. ' Display message. Response = MsgBox(Msg, Style, Title, Help, Ctxt) If Response = vbOk Then ' User chose Ok MyString = "Ok" ' Perform some action End If Message "Tool # " & GetCurrentTool() & " : " & GetToolDesc(GetCurrentTool()) & " Installed " & " Returning to Tool Change Start Position" 'Code "G00 X" & x & "Y" & y & "Z" & z 'Move back to where the tool change was prompted Code "G00 Z .25" 'Move Z back to .25" above zero in work cord. While IsMoving Wend DeactivateSignal (9) End
Szerintem egy kicsit túl akarod bonyolítani. Nem kell feltétlen a makróba mindent beleszuszikolni, főleg, hogy a főorsó megállítása sincs benne a makróba, legálábbis én nem látom. Inkább úgy csinálnám, hogy M5-tel megállítom a főrosót, M6-tal cserélem a szerszámot (ebbe megy az amit bemásoltál), ez után M3-M4-gyel indítom a főorsót.
Sziasztok Kicsi segítségre lenne szükségem Elakadtam a Macroban van egy szerszámcserélős főmotor kézi szerszámcserét szeretnék rá egy adott pontra pl ahol a referenciát felveszi onnan aktivál egy output 3 portot hogy engedélyezze a szerszámcserét majd ha a szerszámcsere megtörtént kapcsolja ki azt a output 3 portot mert ha nem kapcsolom nem indít a fő orsó. Nézegetem de sehol se akar összejönni. Válaszotokat előre is köszönőm.
'Tool Change Macro For Manual tool change 09/14 CNC4XR7 OldTool = GetOEMDRO (1224) 'Tool In spindle DRO You must add this to your settings screen 'x = GetToolChangeStart( 0 ) ' Get x tool change start position 'y = GetToolChangeStart( 1 ) ' Get y tool change start position 'z = GetToolChangeStart( 2 ) ' Get z tool change start position Code "G53 G0 X0 Y0 Z-1.0" ' Move z to tool change position in Machine cord. While IsMoving ' wait for z to move Wend tool = GetSelectedTool() ' tool to be changed to NewTool = tool Call SetUserDRO (1224,NewTool) SetCurrentTool( NewTool ) ' input new tool into tool in spindle dro Code "G43 H" & tool ' Call tool offsets for new tool ' Verify Tool Change Complete Dim Msg, Style, Title, Help, Ctxt, Response,MyString Msg = "Please Insert Tool Number " & " ( " & GetSelectedTool() & " ) " & " " & GetToolDesc(tool) ' Define message Style = vbYesNo + vbCritical + vbDefaultButton2 ' Define buttons Style = 0 + 48 + 0 ' Define buttons. Title = "Tool Change Requested" ' Define title Help = "DEMO.HLP" ' Define Help file Ctxt = 1000 ' Define topic 'context. ' Display message. Response = MsgBox(Msg, Style, Title, Help, Ctxt) ActivateSignal (9) If Response = vbOk Then ' User chose Ok MyString = "Ok" ' Perform some action End If Message "Tool # " & GetCurrentTool() & " : " & GetToolDesc(GetCurrentTool()) & " Installed " & " Returning to Tool Change Start Position" 'Code "G00 X" & x & "Y" & y & "Z" & z 'Move back to where the tool change was prompted Code "G00 Z .25" 'Move Z back to .25" above zero in work cord. While IsMoving Wend End
prinx | 203
2018-04-17 19:40:52
[16845]
Üdv, csak figyelés lenne célja én is gondolkoztam rajta hogy felesleges. Köszönöm szépen a válaszát! Üdv H.Attila
Előzmény: ANTAL GÁBOR, 2018-04-17 19:24:12 [16844]
ANTAL GÁBOR | 4685
2018-04-17 19:24:12
[16844]
Mi a célod az encoderekkel ? A kommersz vezérlők azt lépik le amit kapnak .Nincs visszacsatolás Ahhoz spéci vezérlő kell ( de minek? ) Ha jól van minden méretezve és beállítva akkor nincs lépéstévesztés . Ez a léptetők világa. A szervók működéséhez pedig elengedhetetlen az encoder , de annak a driverén ott is a hely a jel fogadására
Üdv, a léptető driverem nem alkalmas encoder fogadására, csak a léptecseket lehet bekötni illetve a jelet és a tápfeszt. Ezért kérdeztem hogy nincs valami bővítőkártya. Üdv H.Attila
Üdv Fórumtársak! Elnézést ha rossz topikba írok de nem találtam a helyét ezért talán itt tudok segítséget kérni! Adott egy Mach3 USB Motion Card (STB4100) v2.1 mozgásvezérlő, ehhez létezik I/O bővítőkártya encodert szeretnék még rákötni, de sajnos nem találtam vagyis lehet hogy rossz néven keressem, ebbe szeretném kérni a segítségeteket?! (Az is elég lenne ha tudom az eszköz megnevezését!) Segítő kész válaszotokat előre is köszönöm! Üdv H.Attila