Az általam kiválasztott 4 gép közül ez volt a legdrágább, de akik használják azok tapasztalata és a vágás minősége meggyőzött, hogy hosszú távon ez lehet a leggazdaságosabb. A gépet Kecskeméten a Synergic-nél vettem 5000 euróért. Ez az M-es változat melynek van gyárilag kimenete a cnc-gépkehez. (Ja és adtak hozzá ellenoldali csatlakozót is szerencsére így nem azzal kellett kezdeni, hogy vadásszam a spéci csatlakozót hozzá) 6m hosszú Hypertherm (kompatibilis) gépi munkakábel járt hozzá.
Most egész szépen haladok a hosszú hétvégén, végre kicsit előrébb jutottam. már látom a végét, talán, de mindig jön valami amin agyalni kell és az lelassít.
Nem a 15-ös anyagot fogom tesztelni, mivel az engem nem izgat. Hanem 0-3mm anyagokat A 15-ös lemezeket majd nálad tesztelem, tehát jó lenne, ha csipkednéd magad
A tűzrács nálam is egyenes fogazott lemezekből áll és ha egy kisebb darab lemezt dobok valahova az hajlamos mozogni így azt a 2-3 tűzrács lemezt kénytelen vagyok dobozos üdítőből vágott kis lemezkékkel kihézagolni arra az időre.
Az a baj, hogy ha alut is akarsz vágni, akkor egy erősebb gép kell, mert aluból kb a fele vastagságot tudja majd vágni szépen.Tehát ami vasból vág 4mm-t az aluból csak 2mm-t részlemezből még kisebb vastagságot, de ez a gépek adatlapján rajta van
Igen ez érdekes, én is nézem a gép súlyát, valamelyest azért lehet következtetni arra, hogy műanyaggal van-e tele, vagy aludróttal? Most az újépítésű gépekről beszélek, nem az őskori tonnás csodákról. Persze ha nem betonnal töltik meg.
Víz lesz alatta. THC is a Z tengelyre kötve. Levegő is elvileg adott lesz hozzá. Az ampert csak azért írtam, hogy képben legyetek a lemez vastagsággal együtt. Megnéznék egy hasonló vastag kész vágást, ami síma felületű amennyire lehet.
Szerintem nem ezt kérdezte a Béla. Azért van a tartólemezek ívesítése, hogy legyen előfeszítésük, ne legyen nyeklő-nyukló a lemeztartóban. Amit te írsz a fűrészfog az tényleg arra van, hogy kevésbé vágja át az ív a lemezt, de vízzel valamelyest csökkenthető az átvágás a sima tartólemeznél, a fűrészfogas vízhűtéssel az igazi.
Én elég sokat kutattam a plazmavágók között mielőtt vásárlás mellett döntöttem. Nekem fontos volt, hogy legyen rajta olyan csatlakozó ami alkalmasság teszi a távvezérlésre. (estleg egy 50-es osztású feszültség kimenet a THC-nek) A maximális áramerősség az egy dolog, egy szám mint a 600-as elméleti tűzgyorsaság az Ak-47-nél Igazából azt jó lenne tudni mit tud egy gép 100%-on. Az általad választott gépnél sehol sem találtam erre utaló információt de egy 45A gépnél ez 20A körül van. Én fontosnak tartottam a gép súlyát is (remélve, hogy nem betonnal töltötték ki az alját). Pl. a tiédnek a súlya 9kg, egy hasonló tudású CEA Shark 45 16kg. Ha tudsz vizet varázsolni a vágandó lemez alá az mindenképp jót tesz a vágás minőségének. A vágási magasság is elég sokat befolyásol merre lesz ferde v kúpos a vágás és végezetül a levegő mennyisége, hogy legyen állandóan elég (ami kb. 5,5 bar) Egy szuszra ennyi jutott eszembe aztán majd kijavítanak a tapasztaltabbak ha más a véleményük. Az én választásom egy CEA Shark 155M.
Szeretnék venni egy plazmavágót. Igazából az érdekelne, hogy mim vagy miken múlik, hogy a vágási élnek felülete mennyire "szakállas". Első körben kis gép (50A). Vékony lemezek vágására. Alu, saválló, acél max 3mm vastagságig. Persze CNC-be építve. Ebben gondolkodom most. Mastroweld CUT-50 NL
A bordák szétvágása miatt van, ha táblából dolgozunk akkor én pl fűrészfogast csináltam, tíz éve még nem fogytak el, fordíthatóak és áthelyezhetőek, egyedi daraboknál pedig spec beállító kell úgyis.
A víz felfogja a keletkező fém port és fém gőzöket. Mindkettő erősen káros az egészségre. A másik hasznos dolog, hogy a víz hűti a lemezt és így az kevésbé vetemedik a hő hatására. Persze ehhez az kell hogy a vízszint elég közel legyen a vágandó lemezhez, akár a lemez bele is érhet a vízbe, De ha nem is és bele a kifújó levegő és plazma hatására visszafröcsköl a lemezre, így hűtve azt. Nálam 5-10mm a szokásos távolság.
A hajlított bordáknak szerintem az a funkciója, hogy a vágások általában párhuzamosak az X vagy Y tengelyre így kieső kisebb darabok jó eséllyel nem billennek el és a fej így nem ütközik beléjük. Én legalábbis ezért tettem bele az íveket.
Nézegettem az oldalt és látom több gépnél is a munkadarab alatti kádban víz van, ez miért kell, és miért van meghajtva a munkadarabot tartó vaslemezek, miért nem lehet egyenesen lerakosgatni?
Az utolsó két hozzászólás és videó link nem sikerült valamiért . Jelöljétek már meg törlésre .Köszönöm .
Előzmény: Törölt bejegyzés
Csikarc | 5045
2018-10-29 06:00:40
[2112]
"ez egy állat! (szerintem)".. szerintem is !Már az sem tetszik mikor a centrál csatlakozót simán betekeri az aljzatba . Gondolom az aljzatban lévő biztosító tüskét kiszerelték , hogy kényelmesen lehessen használni . Vagy rosszul látom és valamit közben nem vettem észre ?? Amikor meg kalapácsként használja a pisztoly fejet no én ha mellette lettem volna akkor rögtön adtam volna neki egy "nyaklevest" !(Jut eszembe erről amikor régebben a "munkatársnak" a kezébe adtam a vízmértéket - állítgatott vele és ha nem volt jó máris kalapálta az ablak tokot a VÍZMÉRTÉKKEL !!! ). Tulajdonképpen egy 30 mm-es anyagot megerőszakolt a szaki egy teljesítményben kisebb tudású géppel és fejjel .
A 2:23 tól érdemes nézni, ez egy állat! (szerintem)
dezsoe | 2934
2018-10-28 23:40:47
[2110]
Szia!
Az Options - Machine options - Post processor fülön van egy Edit post gomb. Ezzel megnyitod szerkesztésre a postprocessor-t, ott a jelzett sorokat szerkeszted, mented és utána az új beállításokkal fog kódot generálni.
Én úgy csinálom, hogy az elején felveszem a nullát minden vágásnál, a programba meg az elejére beírom a Z10-et, meg az első M3 előtt a Z-7-et. Tehát nullától felemel 10 mm-t, ez az első lépés, elmegy így az első vágandó részhez, amikor a odaérek, ott az első M3 előtt 3mm -re lemegy és evvel a magassággal végigmegy a fej az anyag felett. Amikor vág, akkor bekapcsol, nemvág nem kapcsol, de a magasság végig uaz.
Az, hogy miért nincs feltöltve nem tudom a választ (aki felengedte eddig engedte és úgy maradt) pedig teljesen feltöltve van a tervekben. (holnap pótolom) Azok a felesleges kanyarok a darab sarkának a "letörését" hivatott volt meggátolni de nem látszik különbség akkor sem ha csak simán elfordul a sarkon így a nap végére már elmaradt a sok kanyar. A SheetCam programmal csináltam a pályát és amit találtam hozzá postprocessort az minden furat előtt felveteti a nullát fölöslegesen. (még nem tudom hogyan szoktassam le erről) Még egy apróság amit észrevettem a SheetCam programban, hogy egy kört kb 25 soros programmal (kis egyenesekkel) ír le ami nagyon durva. Érzésre kétszerese is lehetne a felbontás csak fogalmam sincs ezt, hogyan érhetném el vele.
A videón 15mm vastag lemezt vágtam 940 mm/perc sebességgel.
dezsoe írta nekem a következőt amivel ritkábban venné fel a nullát:
--this is the distance between each torch reference in MILLIMETRES refDistance = 250
--Put your switch offset value here in MILLIMETRES switchOffset = 1.5
csak még nem tudtam mit kezdeni ezzel az információval
Miért nem töltöd fel a medencédet? Ha a rácsok is a vízben vannak, akkor nem vágja át az ív őket. Miért csinálsz ilyen cifrangogat a kanyarodáskor a sarkokra? Miért veszed fel annyiszor a nullát? (Szerintem elég lenne egyszer felvenni ilyen közeli vágásoknál, mondjuk a legelején.) Hányas lemezt vágtál a videón?
Lassan használhatóvá válik a gépem. 1500 x 3000 a munkaterülete. Úszófejjel és THC-val és egy CEA 155M típusú plazmagéppel ellátva melyeket az UCCNC tökéletesen kezel. Lehet a rács kicsit "alacsony" lett. Olyan 100 mm lenne a kívánatos mert így néhol szinte átvágja ha lassabban halad a gép. Van egy kis videó is. (amin sajnos nem sok látszik, max a végén a végeredmény de megtanulok szépen videózni)
sufnituning | 3480
2018-10-26 23:23:15
[2104]
Grat. a géphez! Végre megint egy működő plazmavágó, talán egy kicsit "szűkszavú" a bemutató videó, a gépedből alig látszik valami, de nem is írtál róla túl sokat, remélem felrakod pár munkádat is majd. Nekem kicsit lassúnak tűnik, de nem tudom milyen vastag anyagot vágsz?? (arról sincs infó) Mindenképp azért sok szép vágást kívánok!
Folytatnám a THC építést is mivel jó lenne ha a fórumnak lenne legalább egy ( persze több az jobb lenne ) saját kis olcsó kikísérletezett kapcsolási rajza .Mivel eddig senki nem tett megjegyzést a rajzhoz én befejezettnek tekinteném akkor és jó lenne egy panelterv ami alapján könnyen megépíthető lesz bárkinek .Az "ARC OK" jel méréséhez a három ellenállás (R1 , R2 , R3 )értékét nem adtam meg . Akkor ezt pótolom : R1=2,1 Kohm , R2=3,3 Kohm , R3=10 Kohm . Ezzel a feszültségosztással és 1/100 feszültségosztóval a bemeneten 0,68 V és 1,75 V referencia feszültségek között lesz "ARC OK" jel ami a gyakorlatban 68 V és 175 V ívfeszültséget jelentene . A 3 darab optocsatolót is ki lehet felejteni a rajzból mivel az eredeti gondolatom az , hogy úgyis relézve lesznek a kimenetek a leválasztás miatt . Olcsón lehet venni több ( 4darabos ) 5 V-os relés modult készen amin rajta van a optocsatoló és a tranzisztor is és én ezt javasolnám a THC kimenetnek .
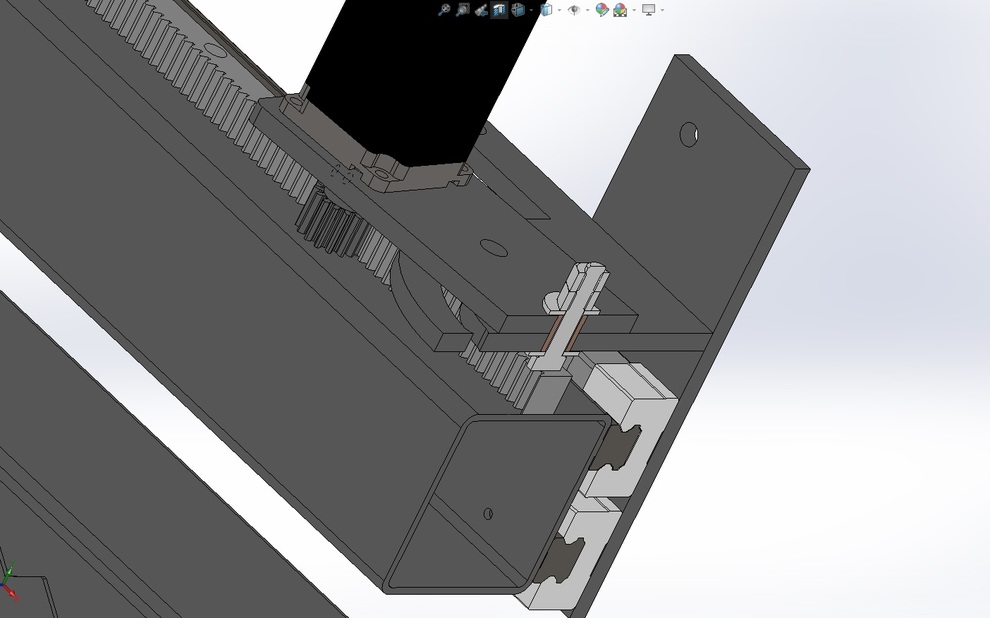
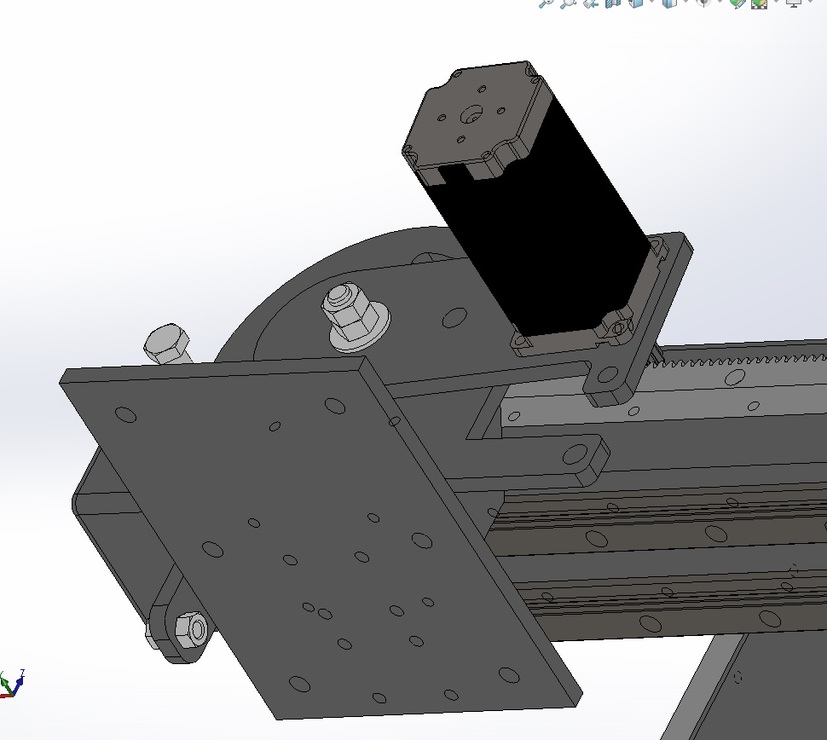
Köszönöm! Rajzról csináltam metszetet, de hétfőn csinálok közelit a gépről is. A forgáspontnál egy bronz persely tartja kottyanás mentesen a motortartót, amely 1 tizeddel vastagabb mint a 2 lap, hogy el tudjon fordulni. Egy rugó (ami a rajzról hiányzik) állandóan feszíti a fogaslécre de a mérések szerint erre nemigazán lenne szükség mivel kb. 12 század az egyenetlenség az y tengelyen.
Lassan célegyenesbe ér a gépépítés. Talán a hosszú hétvégén meg is teszi az első bizonytalan lépéseit
Csikarc | 5045
2018-10-18 08:35:04
[2087]
A "tizedekkel" ne foglalkozzál a mikrolépések lehetősége miatt . Nekem elég lenne az 5 mm-es emelkedés ami direkt hajtásnál tudná a 25 mm/sec-ot ... mondjuk egy 10 mm menetemelkedésű még jobb lenne de majd meglátom milyent tudok beszerezni .
Nem tudom, ez volt keznel. 5mm-es van meg, de az meg nem sokkal tobb, mint a 3-as trapez. Ha 200 lepessel szamolok egy kort, akkor tizedenkent tudom mozgatni a Z-t. Nem vagyok biztos benne, de talan eleg lehet.

 talán, de mindig jön valami amin agyalni kell és az lelassít.
talán, de mindig jön valami amin agyalni kell és az lelassít.

 (kipilinszkázza)
(kipilinszkázza)





 Amikor meg kalapácsként használja a pisztoly fejet
Amikor meg kalapácsként használja a pisztoly fejet  no én ha mellette lettem volna akkor rögtön adtam volna neki egy "nyaklevest" !(Jut eszembe erről amikor régebben a "munkatársnak" a kezébe adtam a vízmértéket - állítgatott vele és ha nem volt jó máris kalapálta az ablak tokot a VÍZMÉRTÉKKEL !!!
no én ha mellette lettem volna akkor rögtön adtam volna neki egy "nyaklevest" !(Jut eszembe erről amikor régebben a "munkatársnak" a kezébe adtam a vízmértéket - állítgatott vele és ha nem volt jó máris kalapálta az ablak tokot a VÍZMÉRTÉKKEL !!! ). Tulajdonképpen egy 30 mm-es anyagot megerőszakolt a szaki egy teljesítményben kisebb tudású géppel és fejjel .
). Tulajdonképpen egy 30 mm-es anyagot megerőszakolt a szaki egy teljesítményben kisebb tudású géppel és fejjel .