|
Előzmény: elektron, 2018-04-29 16:06:23 [15290]
|
|
Előzmény: designr, 2018-04-29 15:29:38 [15288]
|
|
Előzmény: designr, 2018-04-29 15:29:38 [15288]
|
|
Előzmény: elektron, 2018-04-29 13:13:05 [15287]
|
|
Előzmény: szf, 2018-04-24 18:52:54 [15285]
|
|
Előzmény: elektron, 2018-04-24 17:10:45 [15283]
|
|
Előzmény: torrente, 2018-04-23 20:13:13 [15266]
|
|
Előzmény: hostya, 2018-04-24 17:04:12 [15282]
|
|
Előzmény: elektron, 2018-04-23 22:25:12 [15269]
|
|
Előzmény: szf, 2018-04-23 22:27:47 [15270]
|
|
Előzmény: elektron, 2018-04-23 22:35:27 [15277]
|
|
Előzmény: elektron, 2018-04-23 22:32:53 [15273]
|
|
Előzmény: Csikarc, 2018-04-23 22:33:10 [15274]
|
|
Előzmény: Csikarc, 2018-04-23 22:33:10 [15274]
|
|
Előzmény: szf, 2018-04-23 22:30:31 [15272]
|
|
Előzmény: elektron, 2018-04-23 22:25:12 [15269]
|
|
Előzmény: elektron, 2018-04-23 22:25:12 [15269]
|
|
Előzmény: elektron, 2018-04-23 22:28:27 [15271]
|
|
Előzmény: szf, 2018-04-23 22:27:47 [15270]
|
|
Előzmény: elektron, 2018-04-23 22:25:12 [15269]
|
|
Előzmény: torrente, 2018-04-23 20:13:13 [15266]
|
|
Előzmény: torrente, 2018-04-23 20:13:13 [15266]
|
|
Előzmény: PSoft, 2018-04-17 21:12:11 [15259]
|
|
Előzmény: jani300, 2018-04-17 23:08:26 [15263]
|
|
Előzmény: elektron, 2018-04-17 23:02:38 [15262]
|
|
Előzmény: jani300, 2018-04-17 22:57:11 [15261]
|
|
Előzmény: elektron, 2018-04-17 22:15:10 [15260]
|
|
Előzmény: sokimm, 2018-04-17 14:00:16 [15242]
|
|
Előzmény: sokimm, 2018-04-17 21:00:38 [15258]
|
|
Előzmény: sokimm, 2018-04-17 19:35:52 [15254]
|
|
Előzmény: sokimm, 2018-04-17 19:35:52 [15254]
|
|
Előzmény: sokimm, 2018-04-17 19:35:52 [15254]
|
|
Előzmény: sokimm, 2018-04-17 15:53:58 [15249]
|
|
Előzmény: Pali79, 2018-04-17 17:55:23 [15251]
|
|
Előzmény: sokimm, 2018-04-17 15:12:03 [15246]
|
|
Előzmény: happisusu, 2018-04-17 15:50:13 [15248]
|
|
Előzmény: happisusu, 2018-04-17 15:50:13 [15248]
|
|
Előzmény: zozo, 2018-04-17 14:50:07 [15244]
|
|
Előzmény: sokimm, 2018-04-17 15:12:03 [15246]
|
|
Előzmény: zozo, 2018-04-17 14:50:07 [15244]
|
|
Előzmény: sokimm, 2018-04-17 14:30:48 [15243]
|
|
Előzmény: sokimm, 2018-04-17 14:00:16 [15242]
|
|
▲
◊
|





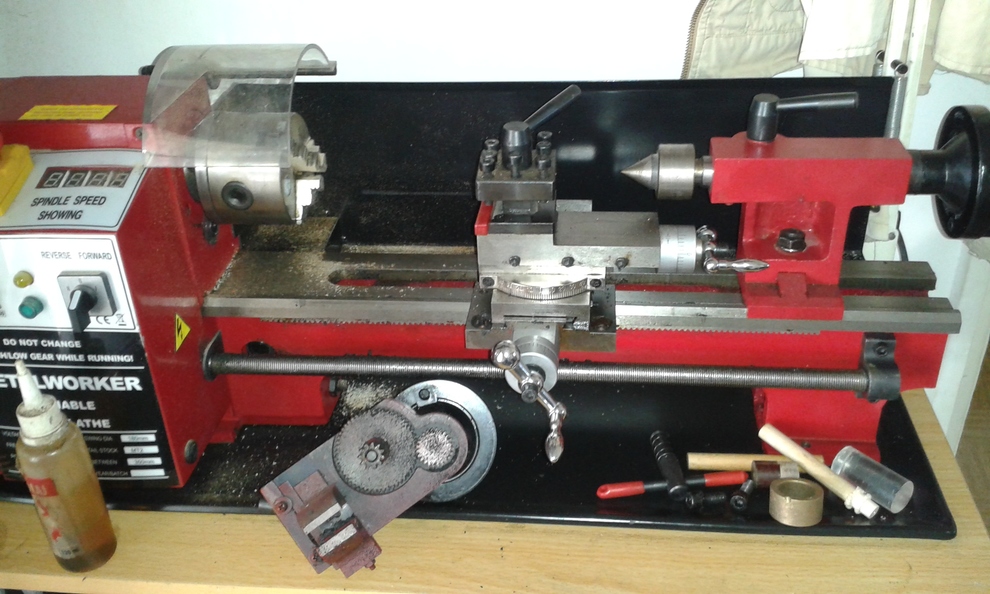







 végre tettél képet !
végre tettél képet !








