ABS azért nem szeret annyira tapadni, mint a PLA. Ott indokolt lehet a rásegítés. De van olyan hogy furatos lap, arra minden tapad. Illetve a PEI-vel is jók az eredmények.
POM műanyagot én úgy tudtam nyomtatni, ami nem tapad semmihez, hogy egy vékony PLA réteggel indítottam és erre nyomtattam ár. Feltépte az üveget, mert nagyon deformálódik, de a köztes réteggel legalább a tapadás nem volt gond.
POM esetén rájöttem amúgy hogy két fejes rendszerrel kell nyomtatni, és csak oda kell vékony réteget nyomtatni ahol a tényleges koptató hatás van. Hordozónak meg ABS vagy Nejlon, ami bírja a hőt.
Miért lakkoztok vagy ragasztóztok üveget? Bár nem vagyok profi de nem értem. Én csak sima üvegre nyomtatok (PLA) és azt csak meleg csapvízzel tisztítom és papírral szárazra törlöm naponta egyszer. A PLA nagyon erősen tapad rá, nem lehet levenni amíg le nem hűl 35-40 fokra, de még akkor is nehéz, csak szoba hőmérsékletnél lehet könnyen levenni. Még a Youtube-on olyant is láttam aki ragasztó szalagot rakott üvegre... Miér? Semmi értelme nincs üvegre nyomtatni ha ragasztószalagot raknak rá...
keri | 14086
2018-04-10 11:49:17
[18163]
Mondjuk én hajlakkal vacakolni sem szoktam, mivel a sima üveg nagyon tapad
keri | 14086
2018-04-10 11:47:55
[18162]
Próbálták. Pocsék a tapadása. Sima üveg jobban tapad.
Én sokáig használtam homok szórt üveget, amíg ki nem szakítottam a felületéből egy darabot. Most még nem jutottam oda, hogy csináljak újat. Nekem is az tetszett benne, hogy a lakk benne marad a homok szórt felületbe.
Én az üveget nagyon felhígított nitrolakkal kenem be most, így az ABS is nagyon jól tapad. Ha nagyon híg a lakk akkor egy vatta csomóval is könnyű át törölni az üveget, én már nem fújogatom csak át törlöm néha néha kis lakkos vattával.
Az üvegnek ABS-nél infra hőmérővel mérve nekem nem szabad 85 fok fölé menni mert akkor képes kitépni az üvegből darabokat. Nekem az asztal ABS-nél 105fok PLA-nál 70 fokra van állítva, ami az üvegen mérve 85-90 ill.55-60 fok körül adódik.
Húú ez nem is rossz ötlet Én a hajlakot szoktam olyan vastagon befújni, hogy szinte rücskös, érdes legyen a felülete. Sokkal jobb a tapadása mintha vékonyan fújnám le. Ezt a réteget nem is szoktam minden nyomtatás után lemosni. Igaz lehet azért tapad jobban mert szinte beleolvad az első réteg, de egy próbát mindenképp megérne szerintem.
Építek egy DLP nyomtatót. Lassan össze áll a technika, de egyenlőre még nem találtam megfelelő slicer progit. Tudnátok ajánlani egy szabadon paraméterezhetőt, aminél a nyomtató méreteit és a kép felbontását is be tudnám állítani? Ha csak kép file-okat ad, az sem gond, sőt!
Segítségeteket előre is köszönöm!
gab
morvfer7 | 2578
2018-04-09 21:59:47
[18158]
Próbálta már valaki a homokfúvott üveget tárgyasztalnak? Érdemes vele kezdeni, vagy felejtős?
Kiss Zoltán | 325
2018-04-09 13:18:08
[18157]
Üvegszál erősítésű neylon nyomtató (2 fejes) 20-30 szor erősebb az alakatrész... már akinek kell...
3D J head és V6 az ugyan az, csak más neven. Az MK8 az direkt-hajtott, a 3D J az pedig bowdenes. Nekem a jenlegi gépem MK8-al van felszerelve, van 3D J fejem is de úgy döntöttem hogy legközelebb egy ilyent próbálok és ezt vettem.
Van aki direkt hajtásban hisz, van aki bowden hajtásban. Én gondoltam mind a kettő típust kipróbálom. Ha nem fog jól működni kicserélem direkt hajtásúra.
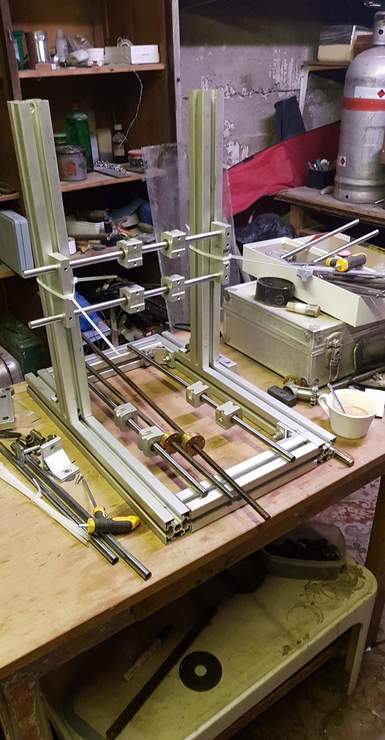
Szíjjal dinamikusabb a mozgás. Orsó XY-ra nem olyan jó. Igaz hogy pontosabb, és merevebb, de az orsó inerciája nagyobb, súrlódása is jelentős és a holtjáték nagyon meglátszik a nyomtatás felületén. Előfeszített műanyag anyával elég jó lesz, de akkor a súrlódás is nagyobb. Kicsi menetemelkedés pont ezért nem praktikus. Minél nagyobb annál jobb, már csak azért is mert a túl nagy fordulatot nem bírja a trapézorsó, főleg műanyag anyával nem, mert túlmelegszik a súrlódástól. Valami nagy menetemelkedésű golyós orsóval nem lenne rossz, de az meg önmagában többe kerül mint amibe egy ilyen nyomtató, és annyival meg nem jobb hogy megérje. Szóval szíjhajtás ezért közkedvelt és elterjedt XY tengelyre. Z-re tökéletes az orsó, mert ott nincs gyors mozgás, és a kottyanás sem probléma.
Szerintem jó lesz a Z-re de ha két motorral hajtod akkor ne kösd a motorokat párhuzamosan hanem két külön driveren keresztül hajtsd és a driverek bemeneteit kösd párhuzamosan. Sajnos ezt Kínában nem tanulták meg és minden gépen amit láttam a két Z-motor párhuzamosan van kötve. Én nekem ez volt az első átalakításom.
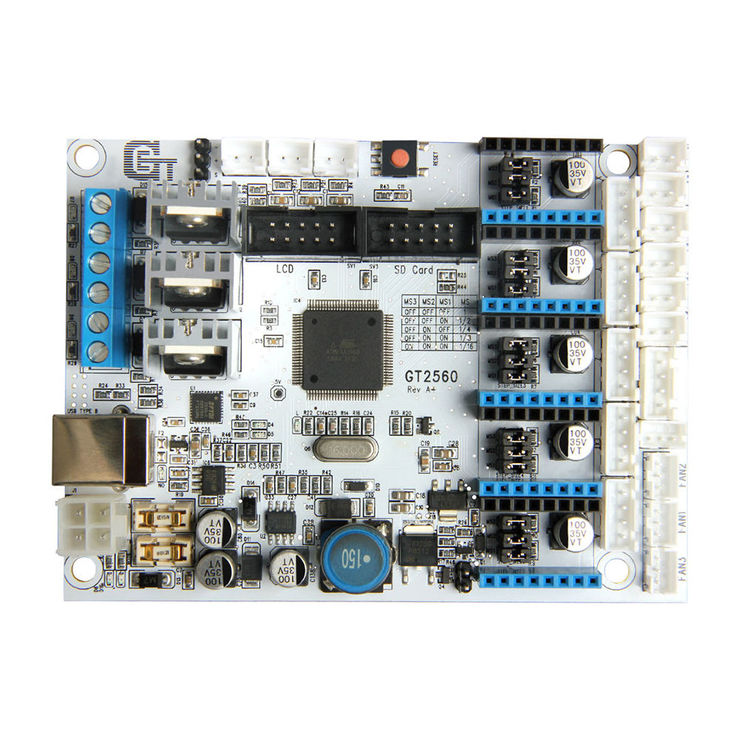
Az integrált az átgondoltabb elrendezésű szerintem és a csatlakozók is praktikus hogy nem sima dip tüske sor van. A RAMPS 1,4 meg azért ilyen mert az Arduinó építőkészlethez igazodik.
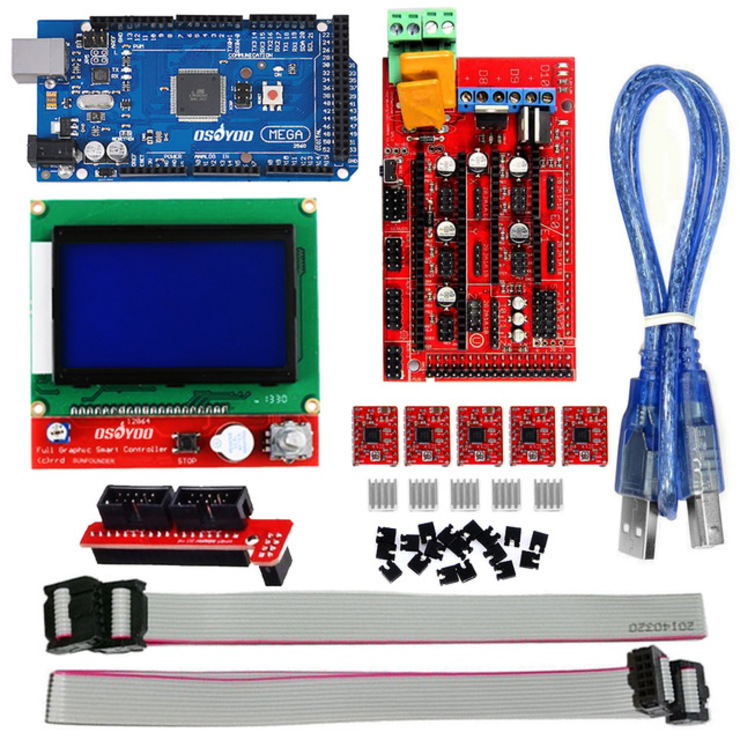
Sziasztok Raknám ösze első 3D printerem és érdekelne érdemes volna e megrendelnem azt a reprap 1.4 nevű arduinós cuccot. Egy mega 2560 as board 128x60 es kijelző Meghajtók Ja meg a hozzá való shield. 7000 környékén láttam. És láttam teljesen integrált alapot is. Vagy ha van néhány tippetek azt szívesen gogadnám. Köszi skacok.
Törölt felhasználó
2018-04-04 12:35:42
[18133]
Azt a fajtát én is néztem, de nem bíztam benne azért vettem másikat. Lehet hogy az is működik, nem tudom. Nekem is jelenleg direkt extruderom van, nem tudom hogy fog menni bowden, de szerintem nem lesz probléma. Még nem próbáltam ki, de dolgozgatom vele és hamarosan (néhány hét múlva) próbálni lehet.
Slic3r-ben legegyszerűbben az extrusion multiplier változtatásával tudod az anyagmennyiséget állítani. Ha 1 helyett 1.03-at írsz, akkor 3%-al több műanyagot adagol. Ezt valahol a filament átmérő környékén lehet állítani. Nem vagyok Slic3r-közelben, most nem tudom megnézni.
Tegnap keresgéltem a fagyás okát, kiderült, hogy van stabil és "fejlesztői" verzió. A lap "fejlesztőivel" érkezett, most rakom fel a stabilt. Meglátjuk mit mutat így. A DRV ket próbáltam 1-2A-ig állítani, 16-32 lépéssel, és egyéb paramétereket is variálni de sehogy se lett jó a felület. A motorok bivaly erősen fognak 1-1.5A en is, nem tudom lefogni a motor tengelyét se. 2A esetén jelentősen jobban fűt.
Nekem is DRV meghajtóim vannak mint az MKS-ben. Simán be kell állítani az áramot. Szerintem neked ez szoftveresen megy. 32 mikrolépést tud, ha beállítod, és emiatt lényegesen simább a felület és csendesebb, mint 16 lépéssel. TMC 256 lépésre interpolál 32-ről. Ezért csendesebb és még egyenletesebb a felület. Ráadásul bekalibrálja magát, emiatt csendesebb is. Viszont sokan azt mondják hogy gyengébb is. Én nem probáltam. Kizárólag DRV bélyegeket használtam eddig.
Gondolkodtam én is egy SBASE vezérlőn, de mondod hogy fagy, meg nem stabil...hát lehet hogy marado az Arduinonál
Van előrelépés felület ügyben. Kíváncsiságból kértem kölcsön egy Ramps 1.4 et A4988 bélyegekkel. Rákötöttem az Sbase külső motorvezérlő kimeneteire és nagyságrendekkel javult a nyomtatás eredménye. A configba csak a lépés/mm értékeket módosítottam (korábban próbáltam az eredeti vezérlőket is visszavenni 16 os lépésre de nem lett jobb). Van még némi hiba a nyomaton de az más miatt van. Készítettem egy panelt 4db bélyeg fogadásához, bélyegből nem tudom még melyiket érdemes rendelni. Korábban olvastam a TMC** bélyegekről, videókon jónak tűnik de érdekelne a tapasztalatod / tapasztalatotok, hogy ténylegesen mit tud. Az MKS SBASE saját meghajtóit váltaná ki így a kommunikáció hanyagolva lenne (úgy néztem át kell forrasztani egy jumpert és kicsípni pár lábat ekkor).
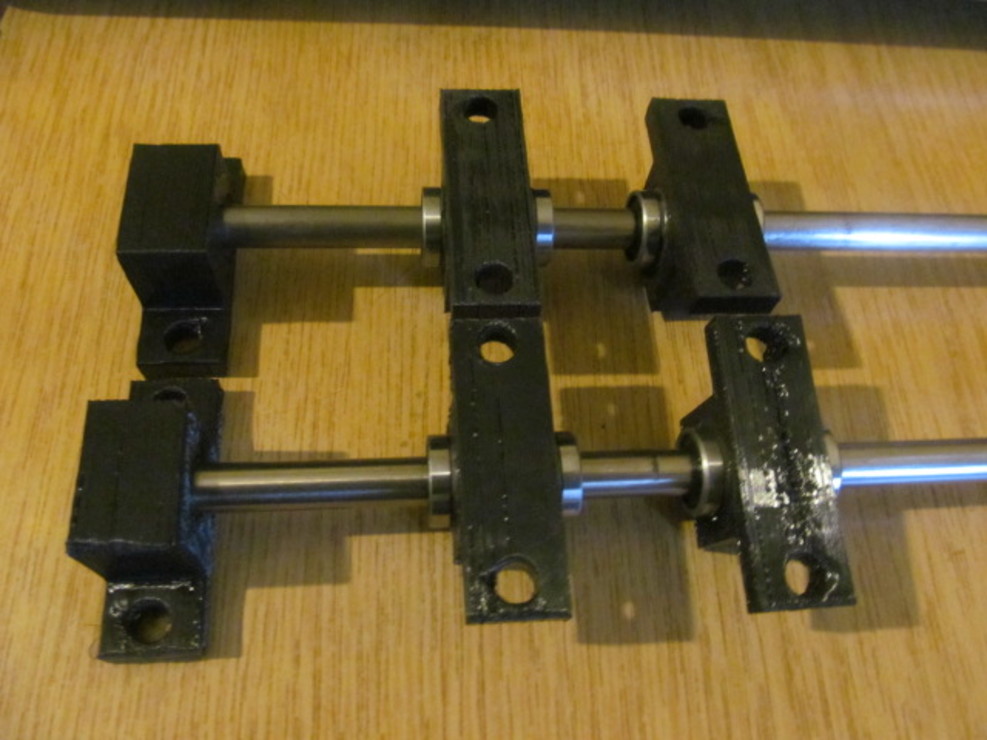
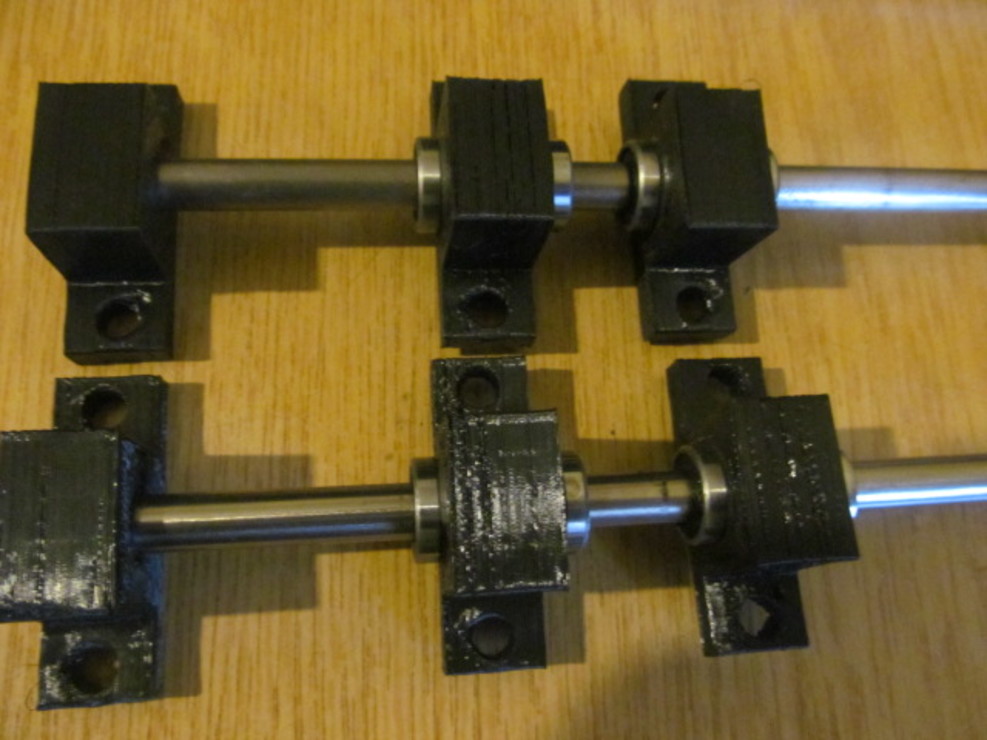
Abban igaza van hogy szerkezeti elemeknél nagyobb kitöltés szoktunk használni. Én olyan 40 és 60% közöttit. Másik probléma hogy tervezésnél nem használunk ilyen vékony lemezeket mintha fém lenne hiszen ez gyenge műanyag. Rá kell állni az ember agyának a 3D nyomtatás előnyeire. Ennél például simán egy hasábot csináltam volna és A csavar fejeket besüllyesztem. Máris sokkal masszívabb az egész anyagban viszont nem több. Dörzsárazni is teljesen felesleges. Ha jól méretezed a lyukat tervezésnél, akkor pont belemegy a csapágy megfelelő illesztéssel. Én általában egy tizeddel nagyobbra veszem a furatot, de ezt ki kell tapasztalni. A korrekciós tényező függ a rétegvastagság tól meg a fúvókától is.
Nem tudom mire alapoztad ,hogy semmire se jó. Egyet megtapostam semmi baja nem lett. Satuval össze nyomtam és szerintem azért lehet így is használni elég merev volt. Dörzsárazás után feszesen ment bele a csapágy.
 Miér? Semmi értelme nincs üvegre nyomtatni ha ragasztószalagot raknak rá...
Miér? Semmi értelme nincs üvegre nyomtatni ha ragasztószalagot raknak rá... 

 Én a hajlakot szoktam olyan vastagon befújni, hogy szinte rücskös, érdes legyen a felülete. Sokkal jobb a tapadása mintha vékonyan fújnám le. Ezt a réteget nem is szoktam minden nyomtatás után lemosni. Igaz lehet azért tapad jobban mert szinte beleolvad az első réteg, de egy próbát mindenképp megérne szerintem.
Én a hajlakot szoktam olyan vastagon befújni, hogy szinte rücskös, érdes legyen a felülete. Sokkal jobb a tapadása mintha vékonyan fújnám le. Ezt a réteget nem is szoktam minden nyomtatás után lemosni. Igaz lehet azért tapad jobban mert szinte beleolvad az első réteg, de egy próbát mindenképp megérne szerintem.