|
Előzmény: svager, 2018-08-30 20:53:01 [15438]
|
|
Előzmény: roland7, 2018-08-30 21:07:08 [15439]
|
|
Előzmény: svager, 2018-08-30 20:53:01 [15438]
|
|
Előzmény: Szalai György, 2018-08-25 06:13:13 [15435]
|
|
Előzmény: PSoft, 2018-08-24 20:00:03 [15432]
|
|
Előzmény: szf, 2018-08-24 23:02:01 [15433]
|
|
Előzmény: PSoft, 2018-08-24 20:00:03 [15432]
|
|
Előzmény: zozo, 2018-08-22 11:45:49 [15430]
|
|
Előzmény: zozo, 2018-08-22 11:41:31 [15429]
|
|
Előzmény: RJancsi, 2018-07-31 10:46:06 [15417]
|
|
Előzmény: remrendes, 2018-08-01 05:28:51 [15424]
|
|
Előzmény: RJancsi, 2018-07-31 10:46:06 [15417]
|
|
Előzmény: zozo, 2018-07-31 14:10:13 [15422]
|
|
Előzmény: zozo, 2018-07-31 13:59:25 [15421]
|
|
Előzmény: RJancsi, 2018-07-31 10:46:06 [15417]
|
|
Előzmény: RJancsi, 2018-07-31 10:46:06 [15417]
|
|
Előzmény: Csuhás, 2018-07-31 10:51:03 [15418]
|
|
Előzmény: RJancsi, 2018-07-31 10:46:06 [15417]
|
|
Előzmény: dtb, 2018-07-29 19:19:02 [15410]
|
|
Előzmény: PSoft, 2018-07-29 21:01:23 [15412]
|
|
Előzmény: PSoft, 2018-07-29 21:01:23 [15412]
|
|
Előzmény: PSoft, 2018-07-29 21:01:23 [15412]
|
|
Előzmény: zozo, 2018-07-29 20:27:16 [15411]
|
|
Előzmény: dtb, 2018-07-29 19:19:02 [15410]
|
|
Előzmény: vadember, 2018-07-14 06:23:30 [15408]
|
|
Előzmény: VViktor, 2018-07-14 05:57:37 [15404]
|
|
Előzmény: VViktor, 2018-07-14 06:15:24 [15406]
|
|
Előzmény: kaqkk007, 2018-07-14 06:09:48 [15405]
|
|
Előzmény: VViktor, 2018-07-14 05:57:37 [15404]
|
|
Előzmény: vadember, 2018-07-13 06:02:27 [15401]
|
|
Előzmény: sufnituning, 2018-07-13 23:50:30 [15402]
|
|
Előzmény: vadember, 2018-07-13 06:02:27 [15401]
|
|
Előzmény: dtb, 2018-07-12 22:42:13 [15400]
|
|
Előzmény: vadember, 2018-07-12 18:40:14 [15398]
|
|
Előzmény: vadember, 2018-07-12 18:40:14 [15398]
|
|
Előzmény: kly, 2018-07-12 17:52:13 [15396]
|
|
Előzmény: kly, 2018-07-12 17:52:13 [15396]
|
|
Előzmény: vadember, 2018-07-12 15:59:22 [15395]
|
|
Előzmény: kly, 2018-07-12 10:04:58 [15386]
|
|
Előzmény: kly, 2018-07-12 08:10:19 [15384]
|
|
Előzmény: kly, 2018-07-12 11:00:01 [15392]
|
|
Előzmény: Csuhás, 2018-07-12 10:53:17 [15391]
|
|
▲
◊
|
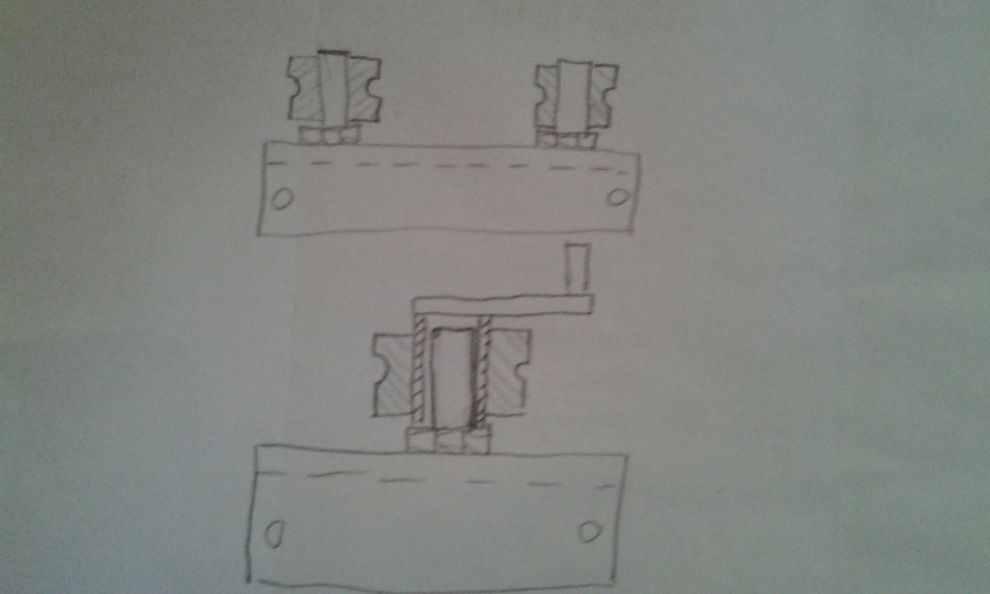
 én is maradnék a hagyományosnál, amellett présnek kicsinek tartom.
én is maradnék a hagyományosnál, amellett présnek kicsinek tartom. Ráadásul minden anyagbefogásnál alaphelyzetről kell pumpálni. Érdekességnek jó, de nekem nem kéne.
Ráadásul minden anyagbefogásnál alaphelyzetről kell pumpálni. Érdekességnek jó, de nekem nem kéne.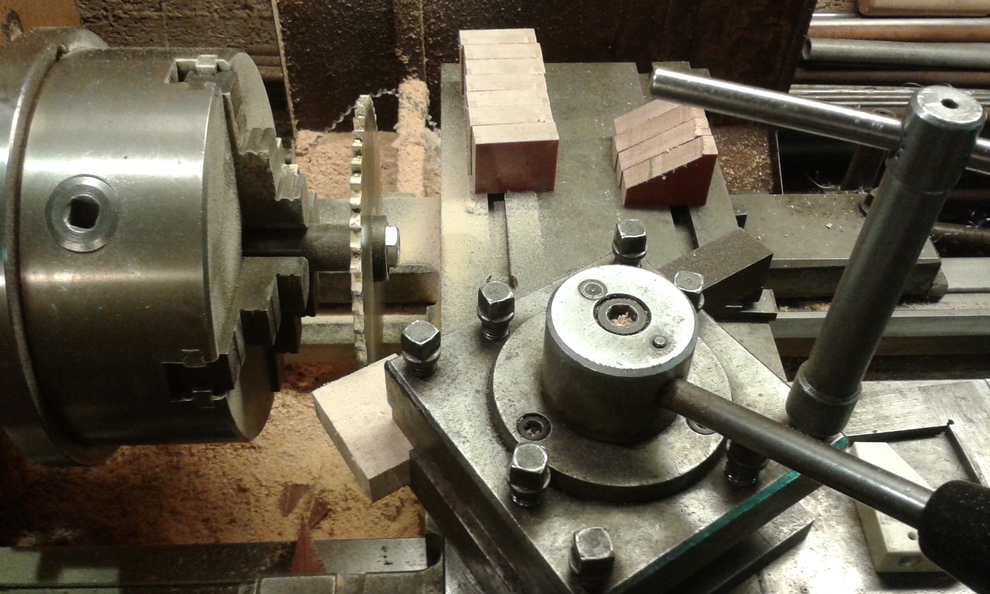














 , nem bírta a tölgyet.
, nem bírta a tölgyet.