Smoothieware-ben jártas kollégák segítségét szeretném kérni, ugyanis most ismerkedem vele, de már az elején elakadtam és kicsit már kétségbe vagyok esve. Letöltöttem a hivatalos oldalakról a config.txt-t és a firmware.bin-t. Ezeket felraktam egy sd kártyára, és utána ezt behelyeztem a smoothieboard-ba.
Na most az lenne a problémám, hogy amikor a gép usb-én keresztül áramot adok a smoothieboardnak, és megnyitom a behelyezett sd kártya tartalmát a gépen, akkor a firmware.bin fájlnak át kéne neveződnie FIRMWARE.CUR fájlá. De nem változik semmi. Pedig a ledek jól villognak. A d7, d4 és d1 led folyamatosan világítanak, a d2 és d3 pedig sűrűn villog.
A config.txt-ben még semmit sem írtm át. De elvileg attól függetlenül még át kéne neveződnie. Illetve az usb dugaszon kívűl semmi más nincs csatlakoztatva.
Esetleg volt már másnak is ilyen problémája? Én most így jó pár próbálgatás után az sd kártyára gyanakszom, de gondoltam elöbb megkérdezek itt mindenkit, hátha valaki tud megoldást és nem kell potyára vennem egy másik sd kártyát.
Segítségeteket előre is megköszönöm!
Törölt felhasználó
2018-04-27 10:56:45
[18265]
Nyomtatásnál majd kiderül az másolja a mechanikai hibákat.. Nekem egy kibelezet mélyláda lesz a váz (Laminált butorlap )olyan ultimeker2 vázszerü 45 ragasztot nem kicsi de most ez lesz hasznositva 60x60x67cm de kombi gép lesz ha sikerül nyomtato+laser....
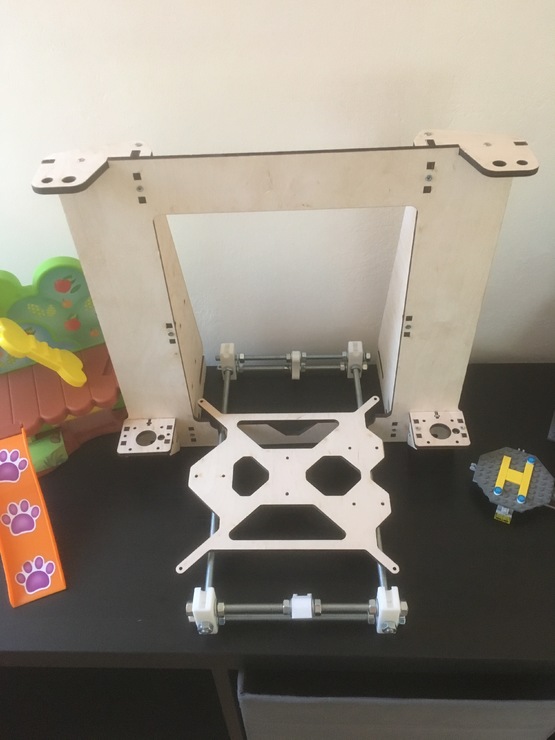
Támaszd ki a függőleges tartót egy menetes szárral, meg szereld az egészet egy merevebb bútorlapra...ha kell tudok adni, mert vannak maradékok, de postázást nem vállalok
Ez a kettő sokat számít az egész merevségéhez, és javítja a nyomtatás minőségét.
jogos, valóban a marós megoldásra gyűjtöttem be a coppercamot. Nem néztem hogy tud e mást, csak feltételeztem. A routerem még mindig építés alatt szóval nem próbáltam Következő hozzászólásban írták a tutit.
Üdv Nem rossz ötlet a filctollas izé csakhogy, a coppercam az marókódot generál ami körbemarja a vezetősávot, ez a filctollas dolognál pont forditva lenne, tudsz rá valami forditó megoldást?
Ahogy nézem semmivel. Viszont meglepően pontos a vágás. A vezérlésnek kialakított furatok nem passzolnak eddig a többi eddig jó.A mechanika egyenlőre nem akad. Sajnos a nyomtatott darabokból elég sok hiányzik barkácsokni kell de ami megvan az is pontos. Egyenlőre így állok.
Majd, ha hazamegyek megkeresem a nyákot. Sajnos már több mint 2 éve próbáltam. Felpucoltam a nyákot, átöröltem nitrohigítóval és az épülő nyomtatóm segítségével húztam rajta csikokat. Harmadik vagy negyedik panel lett jó.
Amit linkeltem, ott pl. nem simán a rézre nyomtatnak, hanem fotó lakkra. Gyakorlatilag a nyomtatással helyettesíti a nyomda filmet. Mondjuk ez már számomra is kérdéses..
Az a gond, hogy ezek kész pdf állományok. Újre kellene rajzolni, ahoz nincs kapacitásom. (meg tudásom). Be tudom , hívni Cura-ba úgy mint jpeg file de nem jó.
Már csináltam sima egyenes vonalakat nyákra PLA-val 0.4mm vastagot, nem marta alá. De egy rajzolattal lehetnek gondok.
CorelDrawal lehet raszteres ábrából vektor ábrát csinálni. Bár nyákot lehetőség szerint nem PDF-ből szoktunk. Vannak direkt NYÁK-hoz való Gkód generátorok. pl. amit én ismerek az a CopperCAM Ez megeszi a legtöbb NYÁK tervező kimenetét.
Mondjuk nyomtatni nincs értelme, fel kell tenni egy alkoholos filcet és azzal rajzoltasd fel, azt lehet maratni, a PLA, vagy más műanyag leválik és alámaródik.
Hümm.. A kérdés jó. Én Eagle-t használok PCB tervezésre, amiben van lehetőség DXF-t exportálni. Ezt már gyanítom Simplify-ban, vagy Fusion 360-ban is meg lehet formálni, hogy legyen egy vastagsága a rajzolatnak. Ezt pedig már egy szeletelőbe simán be lehet dobni. Na most így kigondolva egész egyszerűnek tűnik, kipróbálni ugyan még nem próbáltam. De ha kész lesz a masinám, biztosan ki fogom!
Igen, vannak már próbálkozások. Én is ki szeretném próbálni, de sajnos még a nyomtatóm sincs készen (majd minden megvan, CSAK fúrni-faragni kellene...).
Eddig semmi gond vele, kivéve hogy nem menti el a korrekt axis beálitásokat, de azt megoldottam az M92 vel.
paradipiro | 114
2018-04-26 11:10:35
[18243]
Én két hónapja vettem egyet, ugyan így németből. Egy hét alatt jött DHL-el..
Már gyártatom hozzá a fm vázat, mert a fa egy kalap %*!! Az y tengely motortartó konzolja nagyon gyenge, nekem szállítás során el is tört, viszont volt belőle pót a csomagban.
Finomhangolni kell a szerkezetet erősen.. tervezem hogy drivereket cserélek, de ehhez a firmware-t is át kell írjam. Úton van egy tarcsi alaplap, amin a kísérletezést végzem.. :D
Megjegyzem, tanuló gépnek vettem, eljátszogatok vele.
Én sokszor csináltam már, de nekem az M6-os menetfúró vált be. Már készítettem egy videót, hogyan is szoktam gyártani, de még nem töltöttem fel a youtube-ra.
Az extruderhez ilyen csavart valaki készített már házilag? Működik az M5 menetfúrós megoldás amit pár videóban is látni lehet?
gidacska | 441
2018-04-26 05:47:56
[18237]
Szia. Épp most építek egyet. Stabilnak tűnik. 6mm fából van kivágva. Picit kellett a kapcsolódási pontokon csiszolni, mert feszült volna de egyenlőre jónak tűnik. A váz alig 5000ft körül volt Szlovéniából 4 nap alatt itthon is volt.
Nekem,(a 3D nyomtatókhoz nem értőnek) tetszik a linkelt i3 klón.:)
Feltett szándékom, hogy kíváncsiságból, akrilból kivágom a váz elemeit, aztán összecsavarozgatom. A többi "kacat" is összeszedhető a ház körül. Valami hasonló lesz, mint 'anno a "bútorlap CNC" Hajt a kíváncsiság...:)
A facebook 3D nyomtatás fórumban épp pár napja volt téma. Kb 20000 Ft körül van a kivágása, ha valaki egyedileg akarja megépíteni. Arra én is kíváncsi lennék, hogy mennyivel lesz jobb, mint egy Kínából kompletten vásárolt prusa i3 klón, amit e-bayről Németországi shippingel meg lehet venni 40 ezer Ft környékén és 4-5 nap alatt itthon van. Nekem is egy ilyen van már lassan 3 éve, csak akkoriban még egyenesen Kínából vettem és a vám+áfa miatt kicsit többe került, viszont azóta is úgy használom, nem menetes szárakkal jött, hanem trapéz orsóval, valamint kártyáról is tökéletesen nyomtat, nem kellett vele szenvednem az első perctől kezdve.
Épített már valaki közületek, lézervágott vázszerkezettel nyomtatót?(fém, műanyag...stb.) Pl. ezt a típust...
Mik a tapasztalatok az ilyen, "puzzle rendszerű" vázakkal? (ha vannak)
Thowra | 267
2018-04-24 21:38:51
[18230]
Üdv! Eddig ILYEN tárgyhűtést használtam a nyomtató próbálgatásánál de a ventilátor az elrendezése miatt zörög (Venti függőleges helyzetbe oldalt tömített hézag). Érdekelne, hogy kinek milyen hűtő kialakítás vált be? Néztem hasonlót ehhez a ventilátorhoz amibe vízszintesen lenne (úgy nem zörög), de találtam olyat is ami kör alakú és körbeveszi a hotendet teljesen. Másik véglet a kb 20mm széles szögletes, egy oldalról lelógó fúvóka. Ezeket nézegettem
Van egy 44 darabból álló modellem (mindegyik 278,22x155,96x17mm tábla). Mivel nagyon sok darabból áll, így nagyon sokáig tartana nekem egyedül kinyomtatni.
Ha van olyan akinek van kapacitása és gépe bevállalni, az kérem írjon rám privátban, hogy megbeszéljük az anyagiakat.
Előre is köszönöm! :R
keri | 14086
2018-04-20 17:11:44
[18224]
Hogyne tudnék versenyezni a tömegtermeléssel. Mire mindenki ráteszi a hasznát, sokkal olcsóbb lesz amit én nyomtatok, mert még a kínaiak is keresni akarnak. Ezen felül jobb is, mert ha hibája van akkor én kijavítom. Pár gramm műanyag meg nem drága.
Műanyag rosszabb mint az alu? Mert szerinted mitől jobb? Ezen az alkalmazáson, nincs olyan terhelés amiben előnyt jelentene, legfeljebb jobban néz ki.
Hiába sértődsz meg, gondold át, pontosan leírtad hogy lustaságból veszed Amúgy minek neked 3D nyomtató, ha ilyen problémáid vannak? Az első darabot nekem is itt nyomtatták ki.
Igen, nem bonyolult ha tudod mit hogy kell. Én is az első CNC-met kézi gépekkel csináltam, de beláttam hogy ha jobb gépeim lettek volna akkor jobb lett volna az eredmény mivel kézi fúróval nehéz sok száz lukat fúrni egyenesen/párhuzamosan 15mm-es alumíniumba. Kézi fűrészelésről nem is beszélve... Azóta már több komolyabb gépeket vettem, az utolsó ez:
Én építettem a nyomtatóm, és nekem sincs egy fúrón kivül más gépem kézi szerszámokkal készítettem, kézügyesség kell, gépekkel egy gyerek is megcsinálja!
Tömeg gyártásal nem tudsz versenyezni még egy alkatrésznél sem még magad hasznára sem néha! Nem olcsobb a bérnyomtatás+posta sem és még mindig az is müanyag marad! Elég sz@rakodni mechanikai+eletronikai+szoftveres nyügökel gép épitésnél pláne elsö nekifutásra... Kerülöm én is a bonyolitás (ez nem lustaság)...
Nem minden Kínai trehány. Európában is lehet vásárolni, nem sokkal drágább de nagyon sokkal gyorsabb a szállítás. Nem minden részét lehet otthon csinálni, venni kell több alkatrészt hozzá (Kínából...???) azokra is kell várni. Mit jelent "normális extruder" és mi a "drága" neked? Az mindenkinek mást jelent... Nyomtatás csak pár óra, az igaz, de tervezni is kell, na meg nem mindig jó az első nyomtatás, néha kettőt vagy még többet is kell csinálni. Lustaság készet venni? Biztos vagy benne? Szerintem néha jobb rendelni és várni, mert az időt másra is lehet használni ha pedig időbe rendelsz valamit akkor a várási időt ki lehet jól használni. Na meg ha csinálni akarod akkor már egy gépednek kell hogy legyen. Nincs mindenkinek erre lehetősége.
Mindennek van előnye/hátránya. Én még nem csináltam, de lehet hogy kipróbálom az új gépemre ha nem leszek megelégedve azokkal ami van.


 Gondoltam a bútor lapra viszont a megtámasztasra nem de jó ötlet
Gondoltam a bútor lapra viszont a megtámasztasra nem de jó ötlet