Valamelyik délután benézek hozzád (no nem a végállások ellenőrzése végett) . De védelmembe venném a magyar embereket - jelenleg is használok nap mint nap egy 2T-s forgókaros darut és azon sincs végállás kapcsoló csak ütköző gumituskó .Én szándékosan neki is szoktam ütköztetni gyakran mert szűk hely miatt minden mm számít a szűk hely miatt és még így is többször valamennyire kifelé húzom az emelő szemet .Azt is megjegyezném még, hogy szívesebben dolgozom Mo.-on mint hogy a csillogó Tokióban legyek életem végéig egy robot aki minden nap csak este ér haza az 5 m2-es méregdrágán bérelt odúba .Messziről minden szebben csillog a valóság viszont kegyetlen .
Előzmény: ANTAL GÁBOR, 2019-02-16 14:57:20 [40775]
ANTAL GÁBOR | 4685
2019-02-16 14:57:20
[40775]
Hétfőn várlak ( nem szedek le semmit ) mert nincs . A marómon van az X en Home . Az esztergára olykor olykor ráteszek egy mágnesen tapasztott Home ot de azt is a nyereg fele
Nyugodt legyél , ami kis hazánkban sincs "pótvégállás" kapcsoló a bakdarukon általában . De az is szinte biztos , hogy "Gabi bácsi" cnc gépein meg ott lebeg a végálláskapcsoló (bár már régen voltam a műhelyében ).
Nekem, úgy 40 éve azt mondták Franciaországban:"Azért van a darus szeme!"
Előzmény: ANTAL GÁBOR, 2019-02-15 17:52:25 [40763]
Zénó | 168
2019-02-16 08:29:51
[40771]
Sziasztok, Fanuc 21i vezérlőhöz ért valaki? Az a problémám hogy a PMC létra program képernyő és a keeprelay képernyő nem jelenik meg, valahogy le van tiltva de szeretnék hozzáfeérni.
Guppyka1991 | 16
2019-02-16 07:16:39
[40770]
Ez lenne az. A mechanika egy lakatos kollégám/barátom műve, a vezérlés pedig az enyém.
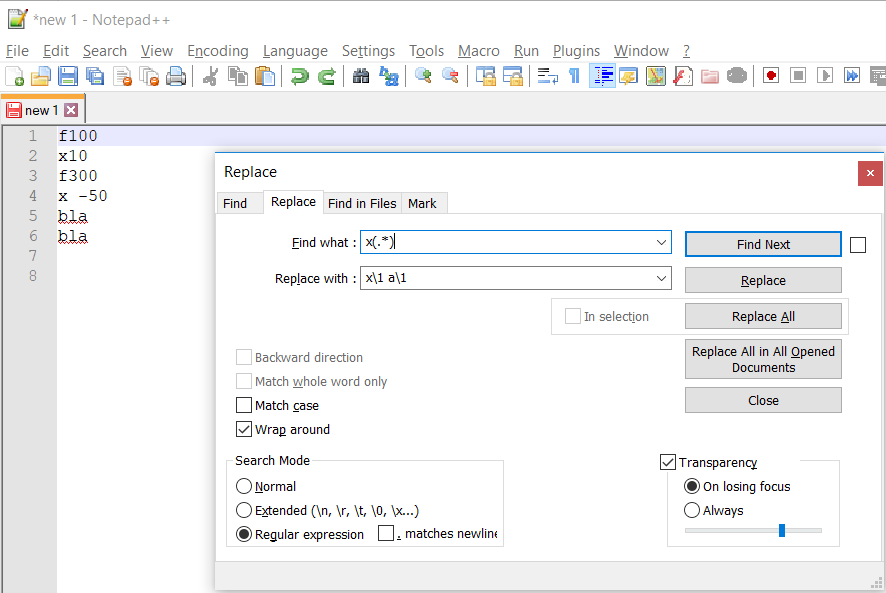
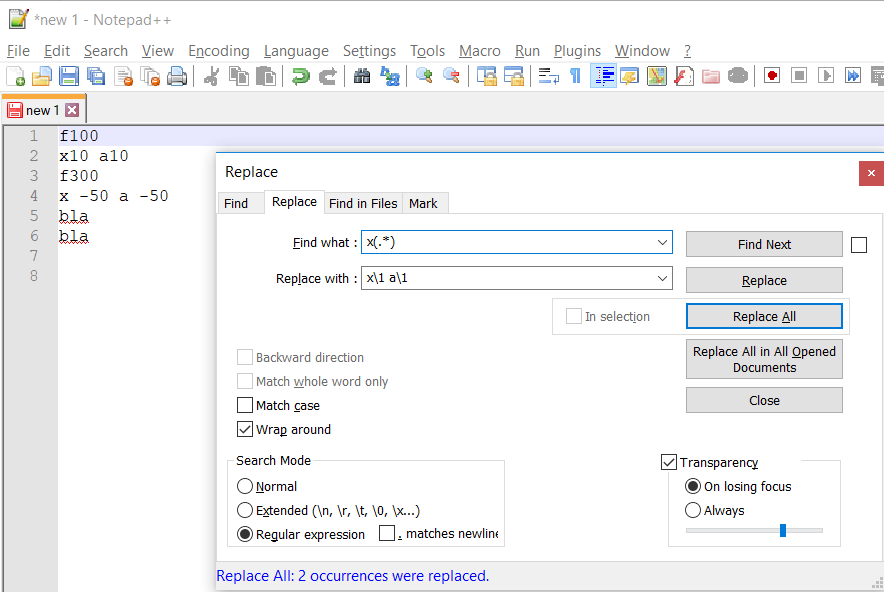
Mondok egy lehetséges megoldást: - Töltsd le a Notepad++ nevű progit, telepítsd fel - Nyisd meg vele a kódodat - Ctrl+H vagy Search menü > Replace paranccsal indítsd el a kicserélős dialógust. - Az alábbi képernyőnek megfelelően írd be a paramétereket -- keresendő: x(.*) -- erre cserélje: x\1 a\1 -- wrap around és Regular expression legyen kiválasztva, különben nem fog működni, lásd ismét a képeket - Replace All - kész - Sör
(A reguláris kifejezés segítségével az x utáni összes karaktert megkeresi, amit aztán a következő sornak megfelelően x és a karakterek után beilleszt)
Nem teszteltem agyon a módszert - elképzelhető, hogy nem minden esetedre működik jól
Japán az Japán... Magyarországon (legalábbis felénk biztosan) amennyire lehet bolondbiztos gépet kell építeni, különben az "alkalmazottak" avagy adott esetben a "főnökök" tönkreteszik. Akkor is ha az ember nem hagy teret erre. Ezt a gépet pedig nem én fogom használni, tehát megoldás kellene. Mármint az eredeti felvetésemre megoldás, de azért köszönöm.
Előzmény: ANTAL GÁBOR, 2019-02-15 17:52:25 [40763]
robokacsa | 1504
2019-02-15 19:17:04
[40764]
Segítséget, véleményt szeretnék kérni hozzáértőtől. Itt a forumon is megjelent reklám, mely polikristályos napelem rendszert hirdet állami támogatással. Namost ez jó ajánlat, vagy felesleges, esetleg nem is olyan jó dolog ez. Válaszokat akár privátban is várok. Köszönettel.
ANTAL GÁBOR | 4685
2019-02-15 17:52:25
[40763]
"Viszont baj van, ha valaki mellé gépel.." és ha amikor a banki átutalást csinálod egy nullával többet ütsz? Mondjuk 25 e helyett 250e ? Netán elütöd a szlaszámot és egy maffiózónál landol a pénzed aki sohasem adja vissza ?
Ok értem és biztos lesz aki meg is oldja DE egy példa : Japánban a bakdarura nem tesznek végállás kapcsolót és pót végállás kapcsolót Bemegy az újonc darukezelő és megmutatják hogy ott van a vége a pályának ( egy ütköző azért oda van hegesztve ) aztán a kezelő ( akinek az apja is darus volt ) leéli az életét és egyszer sem fut a ráhegesztett ütközőre
Nincs step/dir, mert ez egy analóg rendszer. +-10V-os vezérlőjelek vannak. CSMIO IP/A mozgásvezérlő. A szelepeket tökéletesen vezérli, lineáris útmérőket használtam "encoder" helyett. Így jön létre a pozíciószabályozási kör. Viszont szervoerősítő hiányában nincs "sebesség" szabályozás, mert azt sajnos nem tudja a CSMIO. Pontosan nem tudom az okát, hogy miért így működik, de ha bekapcsolom a slave axis-t, akkor vagy PID hibával megáll, vagy végigmegy, de nem lesz jó az eredmény. Viszont X és A szétszedve, tökéletesen működik a gép. Viszont baj van, ha valaki mellé gépel... Erre keresnék megoldást.
Azt is elmondod, hogy a slave axis miért nem jó? Egyébként úgy próbáltad, hogy nem állítól be a mach3-ba slave-t, hanem a step és a dir jeleket két vezérlőre küldöd? Nálam az Y így működik.
Segítséget szeretnék kérni, építettem egy CNC élhajlítót MACH3 alapokon, proporcionál hidraulika, CSMIO, stb. mindegy.
A lényeg, hogy olyan G-kódra lenne szükségem, hogy minden X koordinátához hozzárendel egy A koordinátát. Mert a két munkahengernek egyformán kell működnie. Slave axis nem megfelelő.
Tehát valahogyan szeretném megoldani, akár notepaddel akár egyéb mással a következőt:
f100 x10 f300 x -50 bla bla bla
ez az eredeti kézzel írott kód és ilyen kellene
f100 x10 a10 f300 x -50 a -50
Létezik erre valamilyen megoldás? A kézzel beírás felejtendő, mert azzal gyakran hibát vinne bele az ember és akkor befeszül a híd... Tehát a lényeg, olyan valami kellene hogy megírom a kódot x-el, és legyen ott az A is.
Köszönöm a segítséget előre is.
Kidwick | 2592
2019-02-14 22:40:23
[40756]
Lehet az a baj,hogy nem sima bldc hanem 6 pólusú stepper motor?
Olyan ESC kell a szervó teszteredhez, ami ad neki 5V tápot is. Nem mindegyik ESC tudja, de ugyanolyan kinézetű. Enélkül táplálni kell a tesztert is. Nem itt volt a baj?
3 vezeték egy oldal ESC vezérlőn az a motor polusai másik oldalt piros+ , fekete- ezek a tápfesz vékon 3 csatis az a pwm vezérlő (ez kell hogy forogjon a motorod)!
Törölt felhasználó
2019-02-14 21:19:06
[40753]
csillag kötés van 3 tekercs 3 közös ezt szabadon hagyod többi 3 megy a vezérlöre!
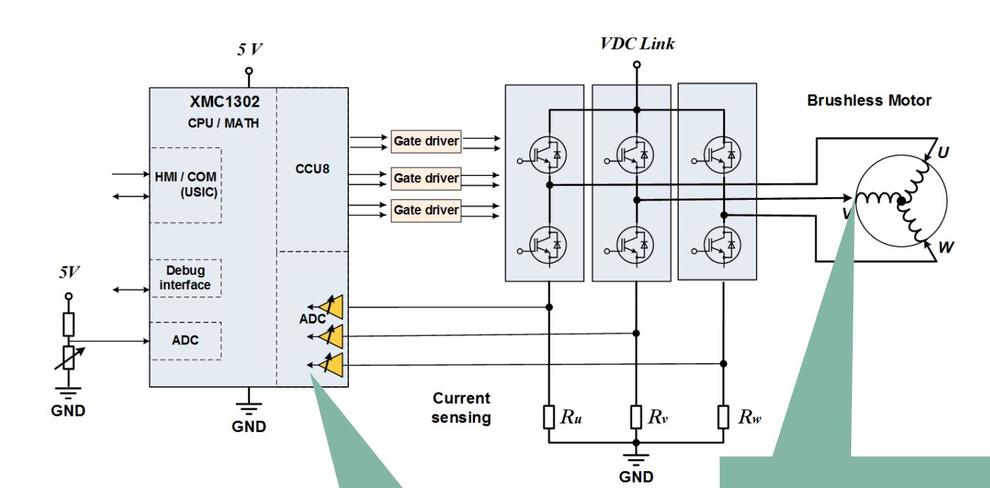
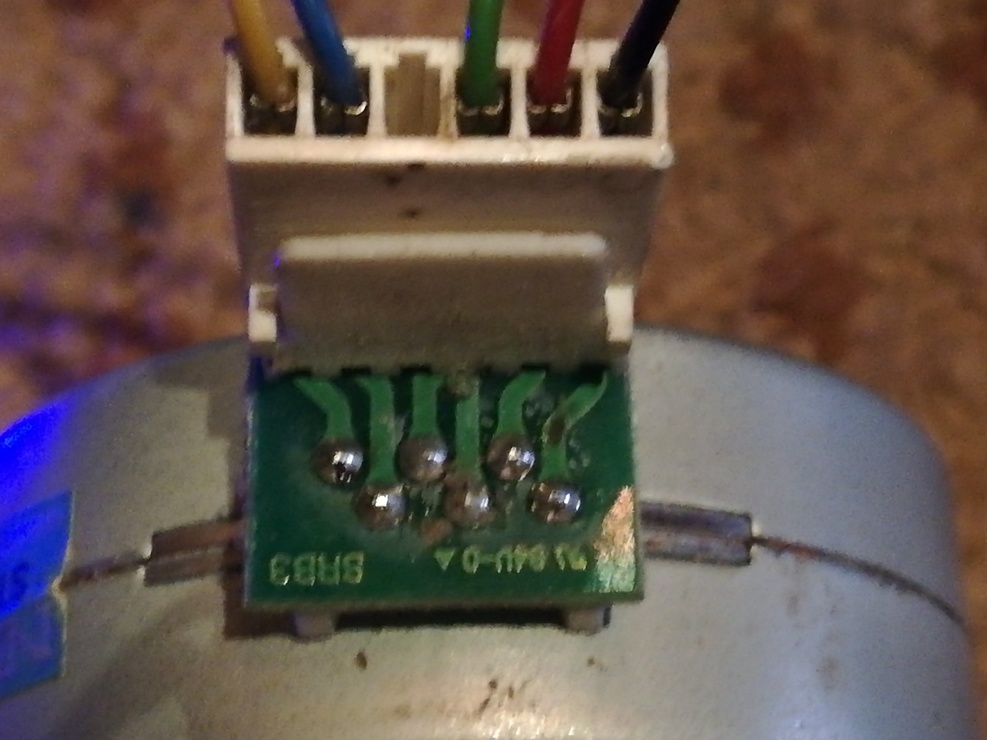
Üdv! Van jópár pénznyerő játékautomatából bontott a videó végén látható brushless motorom 6 pólusu amiből 5 van bekötve gyárilag. Kivancsisagból ki akartam próbálni a videóban látható aliról rendelt 3 pólusu brushless teszterrel, nem sikerült. Kérdésem az hogy még lehet e hajtani vele és ha nem akkor mivel hajtható ill. mit hová kössek.:) válaszokat előre is köszönöm szépen!
Előzmény: ANTAL GÁBOR, 2019-02-12 20:04:21 [40743]
ANTAL GÁBOR | 4685
2019-02-12 20:04:21
[40743]
Megpróbálom megkeresni Olasz de a rövidités akár angol is lehet axial pumpe variable C = ? vagyis változtatható térfogatáramú axialdugattyús szivattyú .. Van egy kis dolgom de később rákeresek A C betű nem ugrik be mert a displacement az jobban illene. ( igaz inkább motorokat jellemzünk displacement -tel )
Köszönöm Gábor! Még egy kis plusz infó : Ez egy menetelő hajtás szivattyúja. Emlékeim szerint 7 hidraulika cső megy rá ebből 3 cső a vezérlése egy pedál szeleppel hogy a szivattyú hajtotta hidromotor előre hátra forogjon és a lenyomás mértékével a fordulata is változzon. Kiküld 2 nyomó csövet a motorra és 2 vastagabb cső megy az olajtartályra. 250 bar a vége ott nyit valami lepuffantó szelep. Szépen dolgozik de ha egyszer feladja jó lenne tudni mi helyettesíti különösebb átalakítások nélkül. Valószínűleg a Hansa vásárolta fel a gyártót, lehet egyszer be kellene mennem hozzájuk hátha...
Előzmény: ANTAL GÁBOR, 2019-02-12 18:29:17 [40739]
dtb | 1922
2019-02-12 18:43:36
[40741]
Elemcserének semmi köze hozzá, a beállítások egy(több) xml kiterjesztésű file-ban vannak letárolva. Inkább előfordulhat, hogy más-más profilt indítassz el?
Bogarásztam a closed loop-os léptető driverem leírását, és az alábbi sorokba futottam bele, amit nem tudok értelmezni. (Hónapok óta használom, és ennek tudata nélkül is működik, csak érdekelne, hogy mi ez?)
- Use Boma to select position over tolerance threshold and alarm polarity - Single and double pulses can be selected by Boma
Mi a bűbánat az a BOMA? (Nem a marketing rizsa fordítása a gond, hanem ez a Boma!) Egy oldal az egész leírás, sehol nincs semmi erre való utalás, hogy mi lenne ez, csak hivatkoznak rá... Valaki találkozott már ezzel?
ANTAL GÁBOR | 4685
2019-02-12 18:29:17
[40739]
Csak egy tipp ( de más ügyben megy magán levél ) axiáldugattyús szivattyú 40 cm3 / fordulat Tehát ha pl 1500 al forgatod akkor 60 liter / min . Saccra legalább 200 bar vagyis a meghajtás min 20 kW
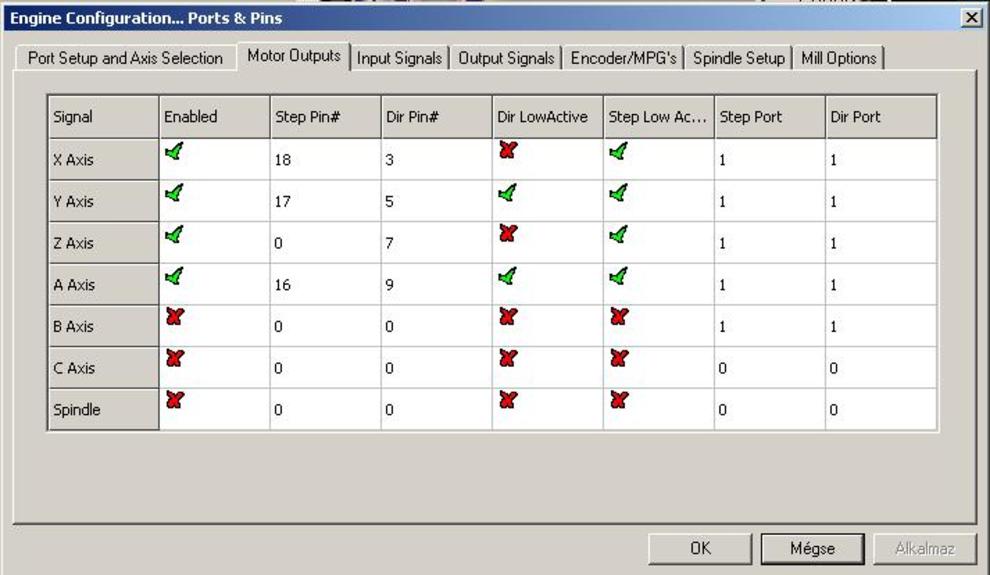
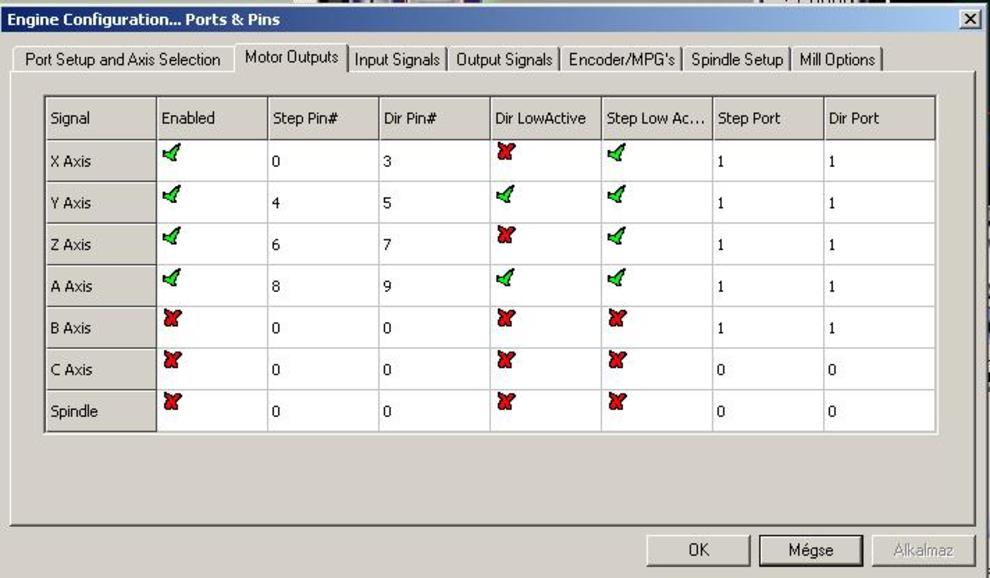
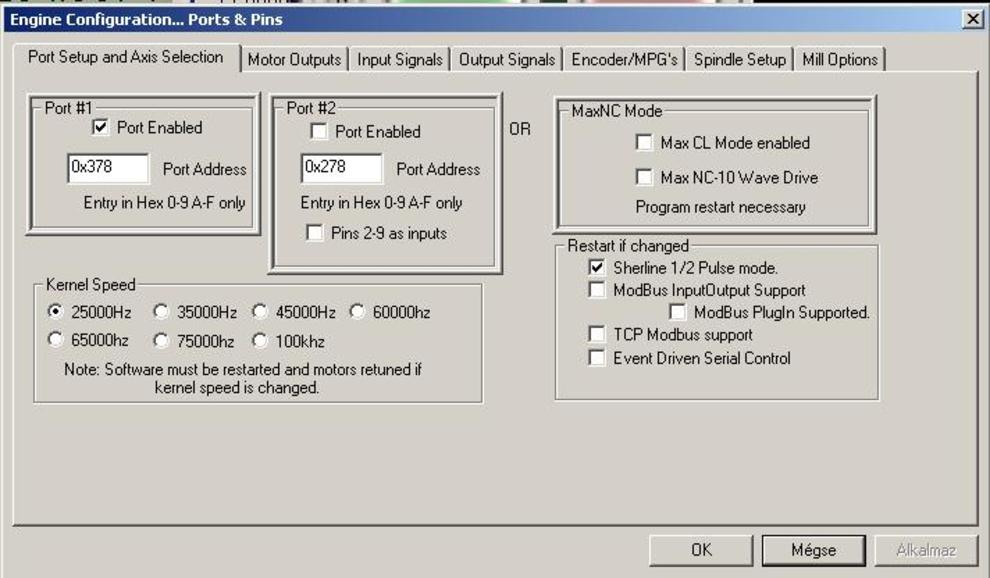
Segítséget szeretnék kérni abban, hogy a Mach3 időnként átírja az x tengelyem step pin értékét 2-ről 0-ra, ilyenkor persze nem is megy a tengely. Ha megnyitom a Motor Outputs fület ez látszik is (motorpin kép). Ezután nyomok egy Mégse-t, akkor ha újra megnyitom ezt az ablakot akkor már magától visszaáll 2-re. Nem egy mai darab a gép, lehet hogy esetleg Bios elem gyenge? Win XP sp3 van a gépen, a Mach3 újratelepítése sem javított a helyzeten. A cnc nincs rákötve a gépre, csak az UC100 van beledugva. Köszönöm.
Szalai György | 9544
2019-02-08 07:41:14
[40734]
Kellenének hozzá az fényvezető szálai is, hogy használható legyen. De hátha van valakinek.
Alapvetően generátorról szólt a kérdés nem egy komplett mérőrendszerről.
Grundig papa még nem átallotta mindkét nyelven ráírni.
Előzmény: Geszti Sándor, 2019-02-07 19:53:56 [40727]
Geszti Sándor | 1139
2019-02-07 19:53:56
[40727]
A sweep magában egy jelkiadó generátor, amihez kell egy szkóp amin látod az átvitelt. A woblerben mindkettő van és kukucskálható a frekiátvitel. 500Mhz-ig meg tudom mutatni.






 Nem teszteltem agyon a módszert - elképzelhető, hogy nem minden esetedre működik jól
Nem teszteltem agyon a módszert - elképzelhető, hogy nem minden esetedre működik jól