Vásároltam egy GoCNC Next3D (Stepp 2600 kártya van benne) típusú gépet, és a segítségeteket szeretném kérni, hogy hogyan tudnám összehozni, hogy működjön párhuzamos porton Mach3-al?
Probléma lehet, hogy a pc-n win7 van és nem XP?
Illetve adtak hozzá egy USB-LPT átalakítót (GoCNC USB studio a neve), lehetséges, hogy csak windows 10 alatt fut?
Magát a gépet már sikerült életre kelteni a saját GoCNC Studió nevű programjával Windows 10-el és a kis USB-LPT átalakítójával, de sajnos az a program nem tud G-kódot olvasni, viszont a Mach3-al nem csinál semmit.
Ha van valami más javaslatotok, hogy milyen programmal érdemes használni, azt megköszönöm! (a gyártó a winpc-nc-t, és a estlcam-et ajánlotta, de egyik sem működött...)
Köszönöm mindenkinek előre is a segítséget!
istvan3 | 713
2018-11-13 13:24:36
[11547]
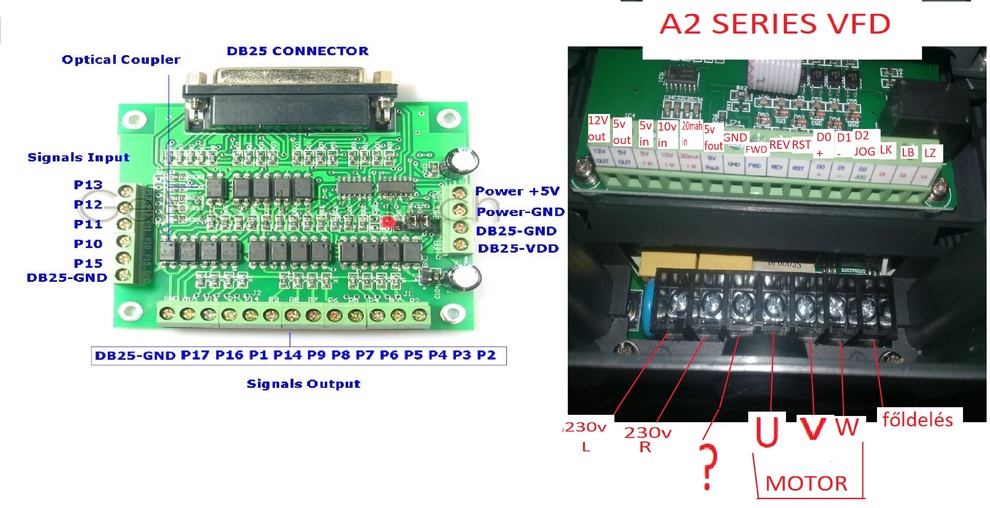
Ez a fajta kártyán se PWM, se Relé nincs, nem tud frekiváltót kezelni.
Egyrészről a fotó alapján nekem úgy tűnik, hogy ez a vezérlő túl egyszerű ahhoz, hogy normálisan vezérelni lehessen vele a frekiváltót, nem látok rajta PWM jel kimenetet, így maximum ki-be kapcsolni lehetne a frekiváltót. Másrészről a frekiváltók nagy többségét be kell programozni, pl. ezen a fotón látható FWD, REV bemenetekkel lehet forgás irányt kiválasztani, de lehet, hogy teljesen másra van felprogramozva a láb. Normál esetben a 10V-in bemenettel tudnád szabályozni a fordulatot PWM-mel, vagy potméterrel. Mindkét kütyühöz nem ártana egy pontos típus, és manual.
űdv, segitséget szeretnék kérni, még soha nem kőtőttem be frekiváltot . Az also sorkapcsolon nincs felirat tehát fogalmam sincs hogy jo e lenne a bekőtés ami a képen van, illesztő kártyába hova kell bekőtnőm hogy a mach-ba birjam a fordulatot állitani.
A létező legegyszerűbb, ha az UC400-at a CNC-hez telepíted és minden bemenetet az kezel. Innentől egy ethernet kábel megy a PC-hez és kész. Nem utolsó sorban bármilyen más felépítés lassabb és pontatlanabb lesz. (Gondolok itt pl. a Modbus átviteli sebességére.) A másik fontos szempont, hogy az UC400-at ne úgy képzeld el, hogy a printer portot kilógattad a gépből: a kritikus műveleteket maga az UC400 végzi, ő egy aktív eszköz. Tehát pl. a probe-olás úgy történik, hogy az UC400 mozgatja a tengelyt (nem a PC, az csak szól neki, hogy most probe-olunk), majd amikor a probe aktívvá válik, akkor azonnal eltárolja a probe pillanatában érvényes koordinátát és csak ezután állítja meg a tengelyt az előírt lassulással.
Ha tengelyenként egy home/végállás érzékelőd van (ill. lehet kettő, ha mindkét végállást figyeled, de nem arról van szó, hogy egy tengelyt két motor vezérel), akkor az összeset kötheted egy bemenetre, praktikusan NC érzékelőkkel, így akár megszakad, akár érzékel, bemegy a jel.
Milyen konkrét megoldást tudnátok arra javasolni, hogy a cnc-n található összes szenzor(encoder, végállás, probe, etc) egy közös eszközbe csatlakozna a helyszínen(cnc), és a központi egységhez (pc+uc400eth) modbus vagy ethernet segítségével továbbítódnának az adatok? A cél a kábelezés csökkentése lenne elsődlegesen. Tudom, hogy némelyik adat kritikus, de elindulási ötleteket szeretnék kapni, hogy merre érdemes indulni, milyen lehetőségek vannak? Köszönöm előre is, Üdv, DTB
Törölt felhasználó
2018-11-03 16:46:43
[11541]
Sajnos, én is csak annyi információt kaptam,hogy IAI (Japan) léptető motoros mechanika, golyós orsóval.
Azon gondolkozom,hogy a pénzkeresési topikban hátha találok valakit, aki eljön velem és össze válogatja-össze szereli a fellelt dolgokat. Legszívesebben készen vennék egy használt maró gépet,de amilyet szeretnék, még nem találtam.
Van egy KRESS maró motorom,de ha kisebb kell, akkor egy Dremel-re gondoltam.
Hogy szakmádba vágó legyen a hasonlat, kb. annyi információt adtál, mintha azt kérdeznéd:
-Szeretnék egy autót megvenni, de mit tankoljak bele, benzint, gázolajat vagy áramot.
Minimális alap segítséghez is kellene, hogy -milyen léptető motorok (feszültség, áram, nyomaték, meghajtás módja, orsó menetemelkedés stb.), -milyen driver (feszültség, áramok, mikrolépések) -milyen maró motor -milyen szerszám -... és még csak a felmerülő kérdések 1%-a van itt
Szeretnék a "Magányos Farkas"-tól egy kb.:300X300-as munkaterületű mechanikát vásárolni,fába való gravírozáshoz. Vannak a mechanikához léptető motorok,vezérlők.
Kezdőként azt szeretném kérdezni: -milyen tápot kell hozzá vásárolni -milyen z-tengelyt vásároljak hozzá -ezeken kívül még mit kell vennem?
Köszönöm ha tudtok segíteni.
Laci
Dezső | 1643
2018-11-03 10:00:58
[11537]
Szia. Itthon is lehet rendelni nem csak Kínából! Pl. itt
Ahogy visszaolvastam, eddig nyák "gyártásra" akartál egy cnc masinát. az 1 méterszer 60 centis munkafelület nem túlzás kicsit? Vagy ez már más projekt?
Sziasztok! A lézer gépről egyenlőre lemondok, mert nagyon drága. Olyan gép amire szükségem lenne az meg még drágább . De lenne más gondolat. Egy cnc maró. Mennyiből lehet kihozni egy olyan gépet, aminek a munka területe kb. 1000x600 mm? Illetve kihez tudnék fordulni ezer és egy kérdéssel kapcsolatban?
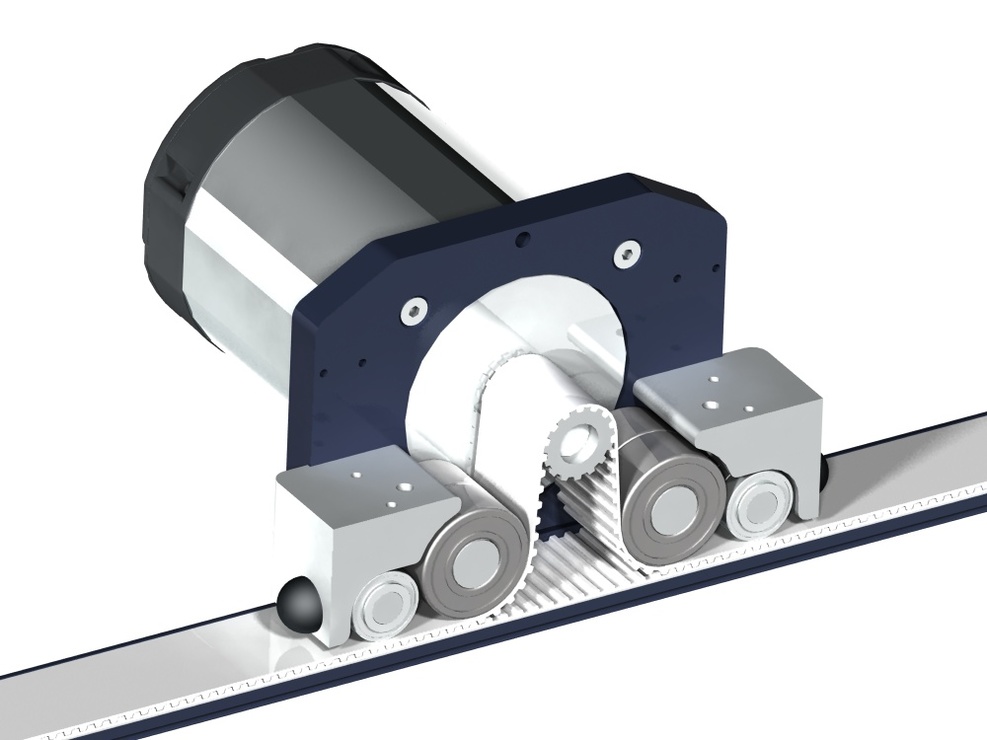
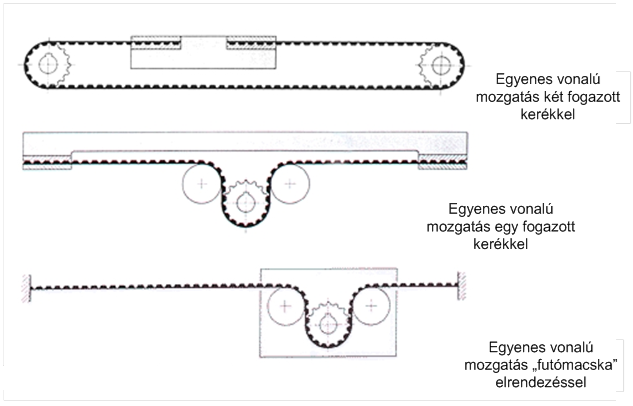
Nekem a harmadik változat van. itt is egy minta, lehet az alsó szíjrész nélkül is csinálni. Ja és ez enyém egy házban van, alul-felül csapágyazva a görgők és a bordáskerék is.
Nekem van egy szíjhajtású gépem, tökéletesen műxik, nem kell hozzá semmi komolyabb áttétel, simán omega alakban van meghajlítva a szíj görgők segítik a feszítést és a legördülést. Hosszú részekhez jó. Régebben csináltam egy hasonlót, annál állítható volt a görgő a szíjhoz, de felesleges úgy megcsinálni. 31mm -es a bordáskerekem átmérője, a görgők is kb. ez a méret.
Előzmény: Szalai György, 2018-11-01 11:18:15 [11528]
Szalai György | 9544
2018-11-01 11:18:15
[11528]
Én nem.
Elég szélessel, visszazáródó omega hajtásgeometria mellett jó is lehetne, mert a szíjhossztól függetlenül rövid a nyúló szíjszakasz, hanyagolható a nyúlásból származó probléma. Ez helyett, az otthoni megépítésnek vannak más problémái.
Kiterítve, önmagával záródni képes szelvényű szíj kell hozzá, aminek csak a hagyományos trapéz profil felel meg valamennyire. Az meg a legrosszabbul fordul a meghajtó tárcsán. Ha a szíjfog kitöltené a meghajtó tárcsa fogárkát, akkor akadályozott lenne a legördülés. Ha nem tölti ki, akkor meg kottyan irányváltáskor.
A szíjat meghajtó tárcsa, a szükséges kapcsolódó fogszám miatt nem lehet kicsi. Az egy step-re eső lineáris elmozdulás meg nem lehet nagy. Ezért a motor és a meghajtó tárcsa közé kis kottyanású áttétel kell.
A közvetlenül forgatott golyósorsós hajtással ezek a problémák kikerülhetők.
Sziasztok ! Kíváncsi lennék csinált e valaki bordás szíj hajtást mozgás átadás céljából cnc gép x-y irányba golyós orsó kiváltására .Nekem fa megmunkálásra ,gravírozásra kellene .
Kopirnyák | 2705
2018-11-01 08:41:04
[11525]
Sikerült tegnapelőtt este próbálkoznom. Nem egyszerű. Egy rétegben tuti nem lehet leégetni a rezet, egy- két órát rá kell szánni, eltalálni a megfelelő beállítást. Ha egy rétegben leviszi, viszi a hordozót is, több rétegben meg olyan mintha alig vinné, aztán a következőnél már a hordozó füstöl. Folyt. köv.
Windrad | 224
2018-11-01 06:40:10
[11524]
Találtam egy oldalt ami,lehet hogy választ ad a kérdésem egy részére. Kipróbálta ezt már valaki? http://www.mechmate.com/Forum/messages/832/15128.html
Windrad | 224
2018-10-31 10:31:13
[11523]
Segítséget szeretnék kérni tőletek . A mehanika építése mellett párhuzamosan készítem a vezérlés összeállítását is. Egy kiszuperált kapcsolószekrénybe akarom beépíteni az elektronikát.Egy számítógép 300w-os táp is helyet kap ebben ami a ventilátorok ,az induktiv végálláskapcsolók és a csatolókártya áramellátását szolgálja. A csatolókártya típusa HY-JK02-M5, 5 axis lpt csatoló, a meghajtók pedig TB6600 HY-DIV268N-5A, Két db vészstopp kapcsolót szeretnék beépíteni, az egyik a csatolókártyába csatlakozik szoftweresen ,a másik pedig a teljes áramellátást szakítja meg , a léptetőmotorokét , és a marómotorét is. Sajnos az elektronikában nem igazán vagyok jártas és csak a neten talált infókra hagyatkozva tudom összeállítani a rendszert. Korábban már készítettem egy USB-n Arduinoval vezérelt elektronikát ami jól működik. A kérdésem az lenne hogy a vezérlő dobozra szeretnék HOLD -RESUMME gombokat is felszerelni. Viszont nem találok erről semmi infót hogy hova lehetne csatlakoztatni ezeket a csatolókártyán és beállítani a Mach 3-ban hogy helyesen működjenek.További jótanácsokat is elfogadnék , azzal kapcsolatban hogy esetleg mivel lehetne még kiegészíteni a dobozolt elektronikát. Az érintő lemez használatához az "A limit" Pint lehet használni? Ennek a beállítása sem elég világos a számomra.
A mai teszt elmarad, az elektronikai bolt hétfőn nem nyit ki, árubeszerzés címszóval, másik városban meg nem is tudnak olyan helyet ahol nyáklemezt kaphatnék. Holnap ha lesz időm akkor ismét elmegyek, ha nem akkor élek DLaci felajánlásával.
Kopirnyák | 2705
2018-10-28 14:05:33
[11520]
Köszönöm a felajánlást, ma épp nem járok Nyíregyházán. Holnap megpróbálok venni.
Nagyon köszönöm a segítséged! A kapcsolási rajzok amiket készítek abban a szerencsés helyzetben vannak, hogy a vezető szálak nincsenek közel egymáshoz. Gondolom így kevésbé kell féljek attól, hogy elégeti azt.
Nem titkoltam, de sokszor már akkor jut eszembe, hogy képet kellett volna készíteni az elkészült munkáról amikor már nincs a kezemben. Valahogy még nem ösztönszerű, hogy a telefonommal is tudok jól fotózni.... nem csak fényképezőgéppel.
Valahol volt itthon egy nyáklapom, persze hogy nem találom. Hétfőn veszek egyet, és kipróbálom. Azért is gondolom hogy működni fog, mert széles spektrumban állítható a teljesítménye/ sebessége, biztos hogy beállítható amikor még épp csak a rezet párologtatja el a felületről. A jutubon van is videó ezekről.
Fiber lézerrel biztos hogy meg lehet csinálni. Ha küldesz egy nyáklapot, kipróbálom. "Megeszi" a sárgarezet, vörösrezet, rozsdamentest is. Furatolni viszont nem lehet vele.
Léserrel nem hiszem, hogy kész darabot lehet csinálni, legalábbis amatőr lehetőségekkel. Ugyanakkor az Eagle-Mach együttműködéssel kész darabokat lehet elérni: kimarva-fúrva-körbemarva, Persze bizonyos engedményekkel, ami a finom rajzolatot illeti.
Nyák készítésével foglalkozom már kb 10 éve. Ki szeretném hagyni a maratásig a munkafolyamatot. Azért gondoltam a lézerre, mert szép, finom munkákra képes. Semmi tapasztalatom nincs ezzel kapcsolatban. Minden tapasztalati tudást szívesen meghallgatok, sőt ha lenne segítőkész mester ember, aki benne lenne ennek a megépítésében, vagy eligazítana arra az útra ahol lehet ilyen gépet kapni azt nagyon megköszönöm. Nem lennék hálátlan. Esetleg egy kontaktot kérhetek e, mert szóban lehet könnyebben eltudnám mondani a részleteket?
Röviden... Akril matt feketével vékonyan lefújod a tisztított nyák lemezt... Aláteszed a kéknek,és arról a részről ahol le akarod maratni a rézfóliát, leégeted a fekete akrilt. Utána, mehet a klasszikus maratófürdők valamelyikébe.
Írtam erről részletesebben is valamikor a lézeres topikban, meg talán, a nyák-osban is. Keresd vissza.
A kapcsolási rajzot nem a nyákra szoktuk csinálni , de panelrajzolatot már igen . Volt rá több próba , fekete festékkel kell lefújni majd száradás után a kimaratandó részeket lézerrel "leégetni" és ezután savval maratni .