Csak kinábol ne vegyél ilyen lapos verzios lineáris cucokat használhatatlanok még az olcsobb hiwin néven futó is! Kinai rudas verzio még használható ugy ahogy....
RJancsi | 5811
2018-11-08 12:40:10
[19762]
Az én gépem még csak pár hetes de már most tele vannak az alu profilok fekete porral ami a görgőkből kopott le. Nem tűnik hosszú életűnek. Bár relatív olcsón lehet görgőkészletet venni hozzá, egy lineáris sín örökre megoldaná a problémát. Még tán az alu profil két oldalára felrakott 9 mm-es kínai sín is jó lenne 2-2 kocsival.
Ősze hasonlításra kell a konfig! Még a mechanika tipusát le irhatnád mihez van marlin konfig ! Ha Simplify3D használsz annak a konfigját is elkérhetném ehhez a gépedhez *.fff? köszönöm!
Az jobban zavar, hogy a 23.5x23.5 cm-es asztal középen egy 20 mm széles alu profil bordáiban gördülő 4 keménygumi(?) görgőn fut. A legkisebb lötyögés vagy excentricitás az asztal szélein már jelentős magasságeltéréshez vezet. Lehet hogy idővel átépítem egy 15-ös lineáris sínre egy hosszabb kocsival.
Nálad az asztal mozog igy minél kisebb tömeg kell törekedni az asztalra gyorsabb sebesénél (kitöltés) lendület van nagyobb tömegnél ez probléma lehet függesztés stb össze adódhatnak ...
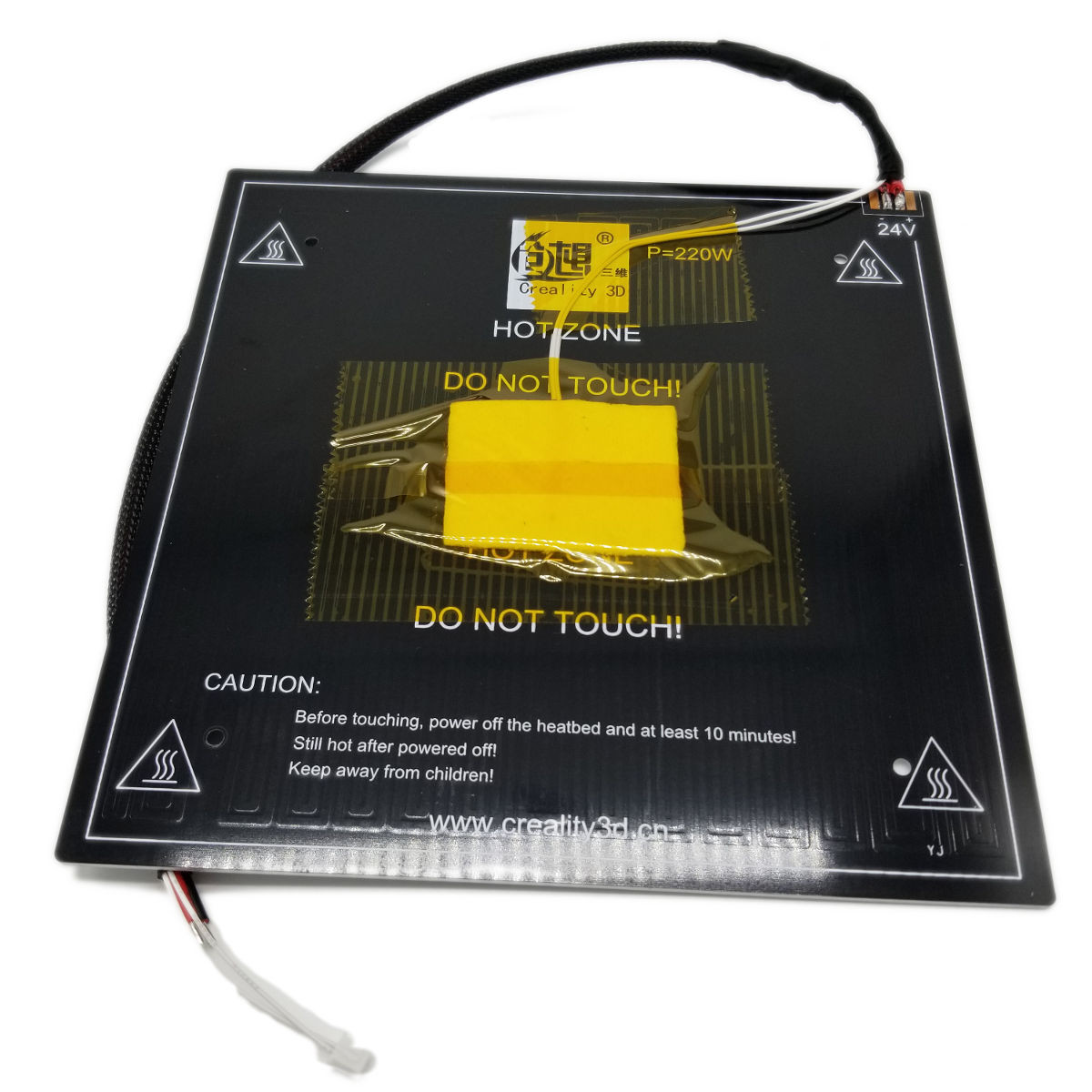
Asztal fűtési pid értékeit milyen értékre érdemes venni ? Most alap elég siralmas a pontossága pl 40c re beállított értéket 44c tartja! Marlin 1.19....
Törölt felhasználó
2018-11-07 18:59:09
[19746]
Van olyan megoldás hogy az alu lemezen kerámia rétegen van a réz vezető ezt alu nyák néven fut de ez tükrözi az ára ..... Szépen mocorog az alu síkja ahogy métered fél szál átmerő bár ezt ha felfűtve állitod be a szintezést akkor jó!
Mivel a teljes alsó felülete fűtve van, alul jobban (és egyenletesen) tágul a felfűtésnél. Felül hidegebb ezért a szélei felhajlanak a közepéhez képest. Ez okozhatja a kiegyenesedést. Van itthon 6 mm-es kirakatüvegem, lehet, hogy megpróbálok vágni belőle egy 23,5x23,5 cm-es darabot. Kíváncsi vagyok jobb-e a gyári műanyag lapnál. Merevnek biztosan merev lesz, és nem hiszem, hogy különösebben hullámos lenne.
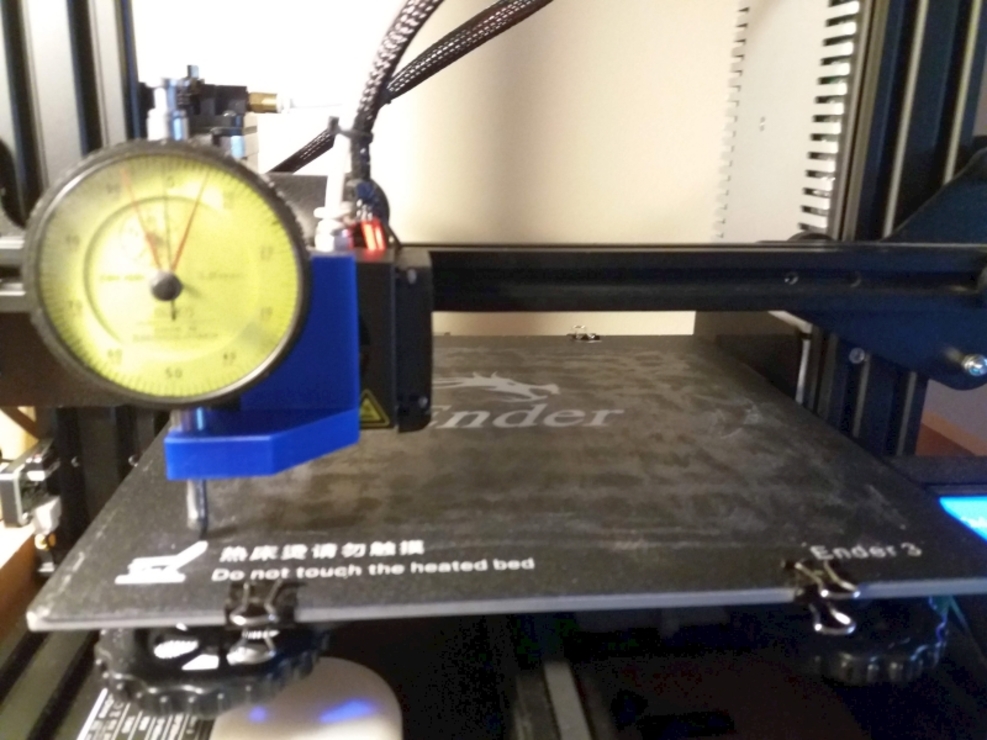
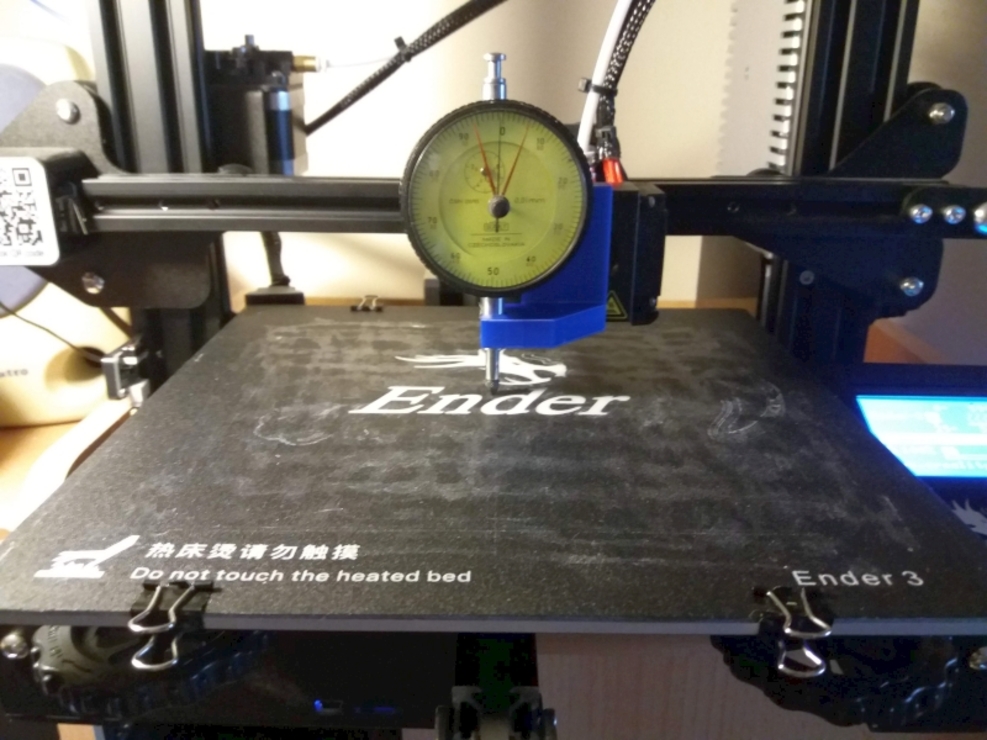
"Első körben kiderült, hogy az asztal közepe 15 századdal magasabban van a széleinél. Ez "normál" nyomtatásnál a rétegvastagság másfélszerese! Home-olás után az asztal közepén felfekszik a fúvóka, ami nem túl szerencsés... Aztán hirtelen felindulásból felfűtöttem az asztalt 60°C-ra és láss csodát, kiegyenesedett."
Érdekes reakció a 3 mm-es alulaptól. Én úgy gondolnám, a fűtés hatására épp hogy púposodnia(domborodnia) kéne az asztal közepének, hiszen a széleihez viszonyítva ott több hőt kap,és a természetes hőleadás(hűlés) ott kevesebb, mint a szélein.
Már írtam már előbbre...
Az enyémen, gyárilag nem is volt semmilyen alulap. A nyák lap fűtés a négy sarkán a rugós szintezőcsavarokkal felfüggesztve, rajta csipeszekkel a 3 mm-es hőálló üveglap. Az én üveglapom, hidegen is, melegen is púpos volt középen, hasonló mértékben mint Nálad az alulap. Próbáltam fordítani, úgy fűteni, de akkor is makacsul tartotta magát a púpja.
Sok keresgélés után találtam 5 mm vastag üveg(tükör)lapot, ami teljesen síknak mondható/mérhető azon a kb. 200x200 mm-es felületen. Abból vágtam a gyári 3 mm-es helyett. Most az van rajta, szintén alulap nélkül, most azt mondom, "tökéletes" a sík, nem hajlik, nem vetemedik, hidegen-melegen egyforma.
Kicsit lassabb ugyan a felfűtése a vastagsága miatt, de viszont...van hőtartaléka is. Nem nagyon befolyásolja a légmozgás, huzat sem, ami szintén előnyös lehet, pl. ABS nyomtatásnál.
Nagyon vékony a fűtőréteg az alu asztal alján, inkább egy felragasztott film lehet, mint nyák. A szélére csak a védőlakk ér ki, alig 1-2 tized mm vastag. Maga az asztal 3 mm-es alu lemez, amin a 1,5 mm-es üvegszálas "csoda" lap van iratkapcsokkal lefogatva.
Csak egy ötlet: a litophane (vagy inkább poliphane) képeknek képszerkesztővel egy 2-3 mm vastag fekete keretet szoktam rajzolni. Így nyomtatásnál egy körbefutó perem keletkezik, nem lesznek hullámosak és sérülékenyek a kifutó világos részek.
Ma reggel kellemes meglepetés ért. Tegnap este nyomtattam egy mérőóra adaptert, hogy korrektül be tudjam szintezni az asztalt, de csak ma reggel próbáltam ki. Első körben kiderült, hogy az asztal közepe 15 századdal magasabban van a széleinél. Ez "normál" nyomtatásnál a rétegvastagság másfélszerese! Home-olás után az asztal közepén felfekszik a fúvóka, ami nem túl szerencsés... Aztán hirtelen felindulásból felfűtöttem az asztalt 60°C-ra és láss csodát, kiegyenesedett. Tudnak valamit ezek a kínaiak, vagy csak a véletlen műve? Mindenesetre most 3 századon belül van mindenhol az asztal, ami több mint jó szerintem.
Létezik a digitóra érzékenység. A kék Thomson CT390-et pofára borítom, ha aludni akarok. A régi, piros led-es SIEMENS óra mellett jól aludtam. És pár évvel fiatalabban is.
A nyomtató nem az enyém, csak nekem is tud nyomtatni. De másnak vinnyog. Viszont nekem kéne segítenem benne, hogy csöndes legyen. A ventilátor hangot jó típusválasztással és fordulatszám leszabályozással tudom mérsékelni. Légjárat optimalizálással a turbulenciák okozta süvítés is minimális. De a hitvány dinamikai tervezés és egyszerű motorvezérlés miatt, a túllendülésekből származó sivításra eddig csak a vibrációszigetelésben láttam megoldást. De úgy látszik, most itt egy okosabb motorvezérlő.
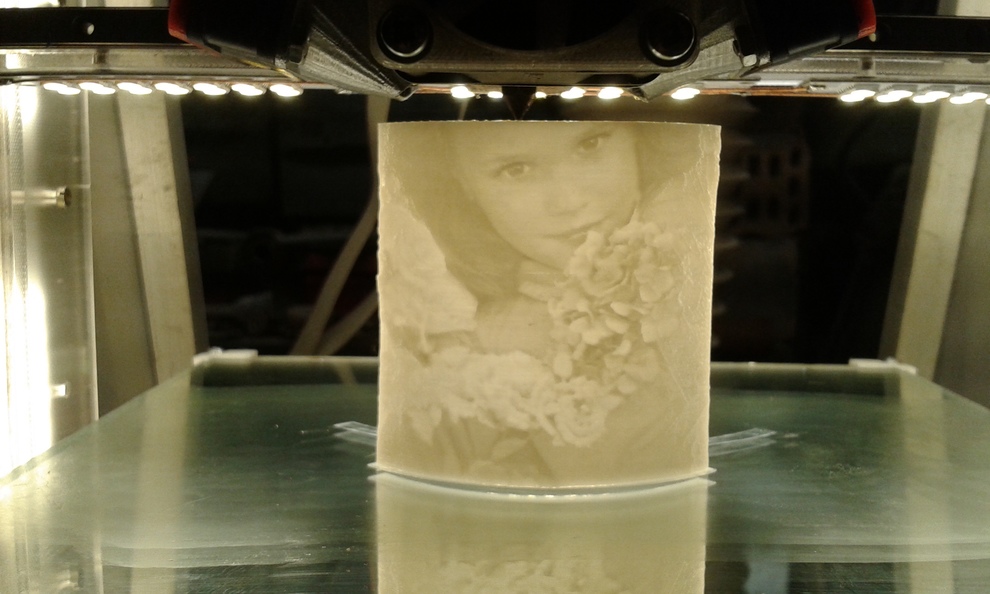
Komoly, relief készítő mestereink valószínű megmosolyognak... De érdekességként...csak megmutatom.:)
Relief "próbálkozás", 3D nyomtatón. Az .stl file, @cnchuszar fórumtársunknak köszönhető. Elég nagy,és részletes (112Mb) az eredeti .stl. A relief eredeti fizikai mérete, 450x236x31 mm.
Ezt a méretet "húztam össze" annyira, hogy ráférjen a nyomigám asztalára. 170x90x12 mm lett a "próbálkozásom" mérete. Fehér PLA-ból, 0.15 rétegvastagsággal készült.
A munkaidő, "kicsit" hosszabb volt a számítottnál...majd 14 óra lett a vége.:) Ekkora file-vel, be-be lassulva, igen csak elszöszmötölt a kissé karcsú laptopom, de...becsülettel megoldotta.:) Tegnap este, hat óra körül indítottam, ma reggel, nyolc után pár perccel húzta fel az utolsó réteget.:) Ez lett belőle...
Thowra | 267
2018-11-05 18:21:42
[19722]
Üdv! Nekem múlt héten futott be az első adag TMC2208. Valóban csendes lett Videó Itt már megy a tárgyhűtés is. videó Lépésvesztést eddig nem tapasztaltam (2 napi használat során). Az egyetlen negatívum az egyik bélyeg azonnali füstgéppé válása volt (selejtes lehetett mert a másik szépen dolgozik a helyén).
Előzmény: Szalai György, 2018-11-05 16:56:40 [19720]
PSoft | 18696
2018-11-05 18:10:46
[19721]
Csak...neeem!? Milyet sikerült...
Érdekes dolog ez az...éjszakai csend, vagy nem csend kérdése.
Van olyan ismerősöm, aki 'anno a 'videjóóó óráját is letakarta, mert "nem tudott tőle aludni". Pedig az nem is kerregett/berregett, csak szép csendben, nem is nagy, de viszont szép 'ződ számokkal mutatta az idő múlását.
Én fergeteges lakodalomban is tudok, vagyis tudnék aludni... (ha, hagynának a menyecskék):)
No de a nyomigára visszatérve... Nem is annyira a hajtás hangos, hanem inkább a ventilátoroknak van hangja. (az is inkább, levegőhang) Most hirtelen összeszámolva, az enyémen...HAT darab kergeti a levegőt, ide-oda. -egy nyolcvanas a tápon... -egy negyvenes az elektronikán... -egy negyvenes az extruderen...(ez gyakorlatilag fölösleges, de rajta van...megy) -egy negyvenes hűti az E3D v6-ot... -kettő negyvenes pedig a nyomatot hűti.
Ha a lakásban volna, engem ott se zavarna a hangja. De mivel alattam két méterrel van, közben meg egy vastag vasbeton födém, így...jól megvagyunk egymással.
Előzmény: Szalai György, 2018-11-05 16:56:40 [19720]
Szalai György | 9544
2018-11-05 16:56:40
[19720]
„Mire végez, már...alukázni fogok.”
Akkor már könnyű. Hát. . . Ez a 3D nyomtató olyan kis cukorfalat lakásbarát készülék. Egy 55x55 cm-es kisasztalon elfér mindenestől a szoba sarkában. De a Hobbyista ideje sohasem elég, a nyomtatási idő meg hosszú. Adódik az elvárás. Legyen már olyan csendes az a készülék, hogy míg nyomtat, lehessen alukázni mellette. De ez még füldugóval és fejre húzott párnával is lehetetlen. Állítólag a tömény szesz ezt a problémát is oldja, mégis kéne valami józanabb megoldás. Sikerült már valakinek csendes üzeműre varázsolnia a nyomtatóját? Hogy csinálta?
Épp ma hoztam haza a melóhelyemről egy jobb fajta (TESTO) infra hőmérőt. Le akarom ellenőrizni, hogy a kijelzett hőmérsékletek mennyire hasonlítanak a valósághoz. Egyúttal a motorokra is rá fogok mérni.
Sajnos (?) a filament akadálytalanul tekeredik le, az első átalakítások között volt, hogy 2 golyóscsapágyra cseréltem az eredeti műanyag csöves tekercstartót. Legközelebb megpróbálom kicsit lassabb sebességgel a nyomtatást, hátha használ.