Ha 55-60 fokos vízbe próbára tedd bele ha megpuhul, utána már nem törik. Nekem a vákuum csomagolásban 6-10cm-es darabokban volt vagy 150 gramm. Valaki írta már ezt, hogy ha berakod 60 fokos aszalóba egy félórára, akkor utána nem törik sehol el.
Belefutottam már hasonlóba én is originál vákuumozott dobozból kibontva illetve napon felejtett PLA. Mindkét esetben ugyanúgy elhasználtam mintha semmi gondja nem lenne, befűzéskor kell odafigyelni.
Kipróbáltam az én szálamon. Nem tudom milyen fajtát vettél, én Genbird-et használok. 180°-ban visszahajtva sem törik el. Ha sokat hajlítgatod (mint egy drótot) akkor sem törik, hanem a hajlítástól megmelegedve megolvad és el lehet tépni. A szakadás helyén megnyúlik.
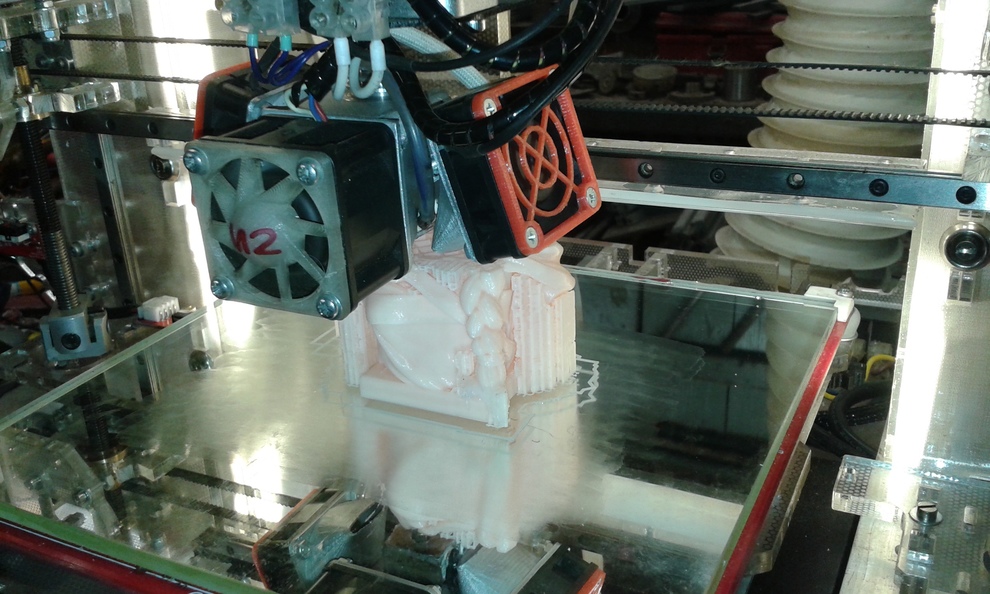
Kis helyen jó megoldás, nem biztos hogy van. Nálam két oldalról fújnak a 40-es ventik, de... Tapasztalatom szerint sokszor jobb volna a "körkörös" légáramlás kialakítás, egy, nagyobb léghozamú ventivel. Nagyobb felületeknél, "gyors" nyomtatásnál, lehetne több a hűtés nálam is.
Igen, állítódik szoftveresen is, 0-100% kötött.(nálam, 25% az, ahol fizikailag el is indulnak a lapátok) De szoftveresen mondom meg neki pl. hogy milyen rétegmagasságnál kezdje a hűtést. A Repetier-ben menet közben, manuálisan is állítható a fordulata.(csúszka) De akár, ki is kapcsolható.
Én ugye, összeépítettem az Mk-8 tolóját, egy e3d v6 fejjel.
Így az mk8 eredeti pwm-es hűtése okafogyottá vált, nincs rá szükség, de ha kellene, mehetne direkt DC12V-ról. Az "új felállásban" az e3d v6 állandó(direkt DC12V)hűtéssel megy.(1db. 40x40-es nagyobb léghozamú venti) A felszabaduló Mk-8 hűtés pwm-es kimenetén pedig a kétoldali tárgyhűtés két, 40x40-es ventilátora van. Így, szabadon állíthatóak a tárgyhűtés paraméterei.
Üdv Az áramszünet miatt van bekötve nálam egy használt eredetileg 30 Ah akkumulátor. Nyomtató tápját 13.8-14V ra állítva menet közben töltve tartja az akkut ha meg rövidke áramszünet van az akku átveszi a tápellátást. Hogy időben ez menyit birna nem tudom, de pár perces áraszüneteket eddig jól áthidalt.
Figyelni én is szoktam, de csak az első réteg lepakolásáig. Utána, adok kis gázt neki,(+50%)és ott hagyom. Persze, ha nem éjszaka van, és épp otthon vagyok, én is ránézek néha. Tapasztalatom szerint, ha az első réteg ok, utána már...nincs probléma. Nyugodtan hagyom magára, csak az áramszünet az, ami keresztbe tehet.(volt már rá példa, de nem jellemző)
Hát jó kérdés ez. Mivel ez az első ilyen gép élesztésem így az se biztos hogy jó amit csinálok :d
Annyi szent hogy jól vannak bekötve dolgok a lapra, ha külön tesztelem őket működnek. Viszont a lap adott kimenetein semmi feszt nem mérek. XYZ és a végállás kapcsolók működnek (villás opto )
de lehet a lappal is gond van mert eddig 32 lépésen volt és úgy a felét lépte mint amit kéne, a beállítások jók . Átraktam 16ba most az x y jó de a Z nem és hiába módosítok a configba, nem reagál rá.
Én figyelni szoktam a nyomtatást, pl a beszoruló fialmen miatt.
Ha észreveszem hogy esetleg valahol, kezdene felválni akkor odacsöppentek oldott PETG-t. Ha alá tud szaladni lefogja, persze ha nem sarkos a darab akkor nehezebb észrevenni, bár akkor nehezebben is válik fel.
Itt sem működnek a fűtések. Be sem kapcsolnak. Viszont ami érdekességet észre vettem, bármekkora lépést állítok be XYZ nek 10-4000 ig , ugyan úgy 5 mm-t lép ha a 10 mm-s fület nyomom meg, 1 mmnél 0,5 mm-t lép, tehát mindig felezi.
Nálam, az idő...nem veszteség.:) A "nagyobb lélegzetűek" úgyis éjszaka mennek, amíg én alszom. A filament igen. Nem pont ezért, de most megint előtérbe került az sk. filament extruderem. Csak baxxa a csőrömet... (no, majd a hosszú téli....)
Akkor egyből kikapcsolom, és nem megy kb 3/4 órát tök fölöslegesen. A szál is veszteség (mert nyilván a jó rész is kuka), de főleg az idő. Pedig mindent ugyanúgy csináltam, a "csoda"asztal lemosva, megszárítva, ragasztó stifttel vékonyan megkenve. A "baleset" után ma reggel semmit sem változtattam a beállításokon és az előkészítésen, és simán kinyomtattam a zölddel együtt 3 utolsó darabot. (Annyi különbség azért volt, hogy amikor már kb. 8-10 mm magas volt a nyomat oldalról finoman megkocogtattam, inkább akkor mozduljon meg mint a nyomtatás végén.)
Az élet nem fenékig tejföl! Ezért nem szabad magára hagyni a nyomtatót. A zöld elem másodszorra sikerült csak. Tegnap délután kezdtem neki, és mivel nem szokott gond lenni, ezért tettem-vettem, rá se néztem. Aztán furcsa hangokra lettem figyelmes. Nem tudom miért, de kb. 3/4 magasságnál felvált a torony az asztalról, pedig folyamatosan 60°C volt. Ezután a fej nyomta ugyan a szálat, de nem a helyére, hanem ahogy épp sikerült, laza pórázon maga után rángatva az elszabadult darabot...