Az alap rendszer egy csak konzollal rendelkező armbian, erre toltam rá az Octoprintet.
Szerverbeállítás, webkam beállítás.. Jó móka, néha kicsit idegölő. Főleg a webkam bekapcsolása szerverfelületen keresztül, illetve a szerver automatikus indítása.
Most viszont már ott tartok, hogy egész este ment a gép, és a munkahelyemről néztem webkamon, mit csinál, mennyi van még hátra.
pasword:0 entert ütök és Access denied jön vissza!
vjanos | 5568
2018-11-28 15:32:12
[20007]
Szerintem beírja az a karaktereket, csak bitonsági okokból nem mutat semmit, még csillagot sem :D Próbáld meg beírni a jelszavad és a végén Entert nyomni.
Megy át karakter, csak nem mutatja a konzol. Üsd be a jelszót, majd enter. Be kell engedjen. Ha téves a jelszó, kapsz konzolválaszt, és próbálhatod újra.
PuTTY ablakbol szeretném pi elérni logint nevet be tudom irni de amikor password karaktert kéri nem megy átt semmi karakter miért de a korzol sem megy odébb?
Szia, igen, ABS-sel. de nem volt vele szerencsém. Pár óra nyomtatás után random eltömődött, de nem jöttem rá igazán az okára, merthogy nem találtam a fúvókában semmit, egyszerűen csak nem jött ki rajta a cucc, s ment a nyomat a levesbe. Dehogy ezt anyaghiba okozta, vagy kosz került bele, vagy más áramlástani nyalánkság esetleg kirakódás okozta beszűkülés, arra nem jöttem rá. Viszont a 0,3-massal nem volt ilyen gondom előtte meg utána.
Ezt a 3D nyomtatás úgy kéne még továbbb fejlestzteni, hogy a 3D nem elég, ide is kéne még vagy 2 plusz tengely.
Egyújabbgépépítő | 1297
2018-11-25 20:21:25
[19991]
50°-ra szoktam állítani. PLA-nál egyszerűbb, a hűtés sokat segít. PETG-vel jártam úgy, hogy a hűtés miatt nem tapadtak össze a rétegek. Most a hűtés mértékét kell kitapasztalni ennél az anyagnál is.
Apropó, szupport. Ti mekkora szöget szoktatok a szupportnál beállítani? A Cura alapbeállítása 45°volt telepítés után, de én feltekertem 60°-ra. Eddig gond nélkül tudtam nyomtatni így is. Pl. az előző hsz-ben levő gyíkot is így nyomtattam és semmi gond nem volt az állával sem.
És mire jó az átb@szás? Azt tippelem, hogy a kisebb fúvóka méret nagyobb átfedést ad vízszintes értelemben, de hogy "meglegyen" az anyagmennyiség ezért adsz meg vékonyabb filamentet, hogy többet nyomjon a szerinte kisebb lukon. És tudományosan számoltad a fúvóka/filament méretet vagy próbálgatással jutottál ide?
Akár még ez is lehet, bár soknak tartom az eltérést. Az egyszerűség kedvéért nem variálok a sebességekkel, a falakat és a belső merevítést ugyanakkora (60 mm/sec) sebességgel nyomtatom. Az üresjárat kicsit gyorsabb (100 mm/sec), de pl. a legutóbbi csőszerű labirintusoknál (én külön nyomtattam mindegyiket) egyáltalán nem volt üresjárat, folyamatosan ment az aljától a tetejéig. Mégis a 2h30m kalkulált idő helyett 3h10m alatt lett kész.
Semennyire.:) Szerintem már csak azért sem, mert én többszörösen is átbaxom a Cura-t. Én azt mondom neki, hogy 1,73 mm a filament, a fúvóka meg, 0,25 mm.(amúgy, 0,3) A 30% biztos meg van nálam is.
De nekem nem is igazán lényeg mennyit számol... Úgyis addig megy, amíg nem végez.:) Kikapcsolás előtt...mindig szokott végezni.
Nem lehet azért mert nem számolja bele a tengelyek gyorsulását ? Nálunk cnc marós programoknál ha nincs ez is beállítva akkor 20-30% mindig kevesebbet mond az edgecam
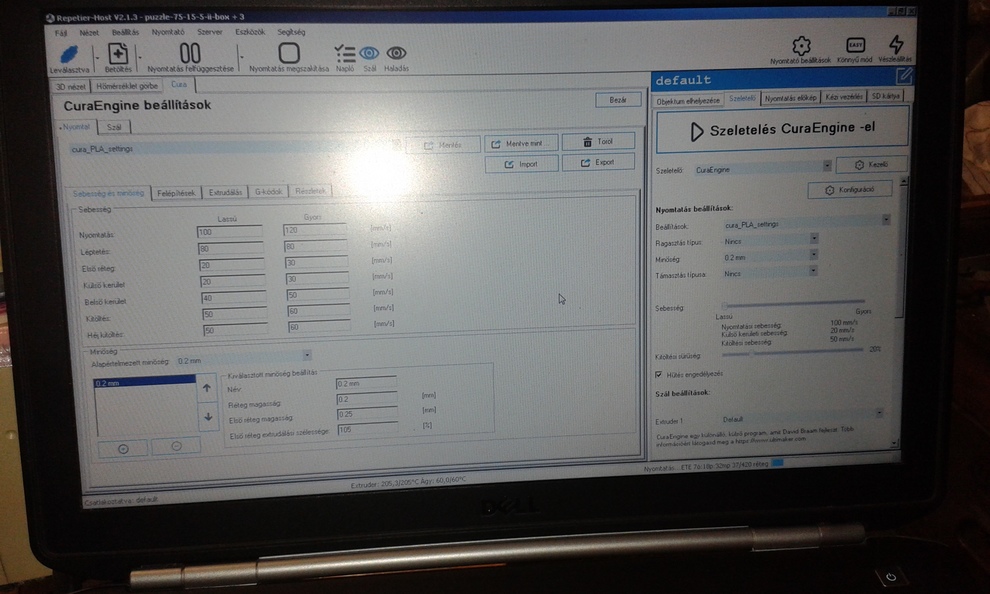
Látom, Te Repetier-t használsz, én Cura-t (a Repetier is Cura beépülővel ténykedik). Neked mennyire szokott stimmelni a program által kalkulált idő a valósággal? Úgy vettem észre, hogy nagyon optimista a Cura, átlag 30%-al kevesebb időt jósol mint amennyi a tényleges nyomtatáshoz kell. Még nem jöttem rá, hogy miért.