Csinált már valaki olyan , hogy a gép asztalának csapágyazását átalakította THK csapágyasra? Szitu a következő: A gépem asztalának rudas, LM8UU-s csapágyazása van, ráadásul spóroltak, vagy csak a lemez váz pontatlanságát "kompenzálták" azzal, hogy az egyik rúdon kettő, míg a másikon csak egy csapágy van. Persze ahol az egy csapágy van középen, ott az asztal sarkát könnyedén le lehet nyomni, mert az alap egy 2,5mm-es lemez. Ez még talán jó is lenne, kicsi, az tárgyasztal közepére nyomtatott alkatrészeknél de a gyakorlatban van egy nagyon idegesítő dolog ami talán ebből megoldásból adódik. Főleg olyan dolgokat nyomtatok ahol vékonyfalű,üreges a darab, méreben pedig van, hogy csak átlósan fér az asztalra, és gyakran hallom, hogy kattan a fej a darabon mikozben gyorsjáratban közlekedik, vagyis beleakadt a darabba. Volt hogy le is tépte az asztalról. Szétszedve persze az egyik csapágy lötyögött is a rudon. Van itthon THK 15-ös lineáris csapágyam és azt gondoltam, hogy átszerelném ilyenre.
elektron | 15859
2018-12-19 18:23:43
[20330]
Melyik böngészővel nézed, lehet az a bajod, a Chrome helyett nézd meg Firefox-sazl stb. lehet meg fogsz lepődni.
Évekig már úgy volt, hogy csak rá kellett nyomni egyet az első szöveges oldalt jelképező ikonra, és jött a fordítás. Ez az elején volt csak így ahogy most van, amikor elkezdték a fordítást szolgáltatni.
Most azzal kezdődött hiba, hogy ezzel az ikonnal csak kiírta ,hogy fordítás kezdődik, de be kellett lépni bekapcsolni a menüjébe hogy tényleg fordítson, most viszont még a "magyar" is meg kell keresni hozzá.
Vissza fejlődtek, vagy valamelyik kezdő programozó rossz helyre nyúlt.
Előzmény: Rabb Ferenc, 2018-12-19 17:22:51 [20326]
Fej és a guriga kötözi lazaságot én huzom ami a gömb 1/4 látszik feszes volt az exruder húzása fika... De ehez 7mm kerékhez átt kell az egész fejet alakítani e3d v6 vel egész konzollal...
Kordinára rendszer ugy látszik ok... A gyorsulási adatokat visszás vetem jóval lágyabb a mozgás ez jónak látszik! Nincs mese exrudert kell cserélni 7mm kerék kivitelre mostani nem egyenletes a kihagyások gömbön ezek nyoma szál behuzása nem egyenletes ha a szál feszes...
Törölt felhasználó
2018-12-17 12:47:11
[20301]
Igen ilyesmin kellene kalibrálnom! A mechanikai visszatérések pontosak (órázás)... Valami szoftveres elszámolás van még...
Az én gépem "gyári" (Creality Ender 3), aminek a szoftverébe nem tudok belenyúlni. Nyomtattam egy próba kockát, megmértem, és azóta tudom, a 3 tengely mekkora méretarány tényezővel "csal". A Cura szeletelőt használom. Ha valami pontos alkatrészt kell nyomtatnom, mindhárom tengelyre megadom a méretarányt így pár század mm-re pontos lesz a végeredmény. '3D nyomtatás' téma, 19355. hozzászólás
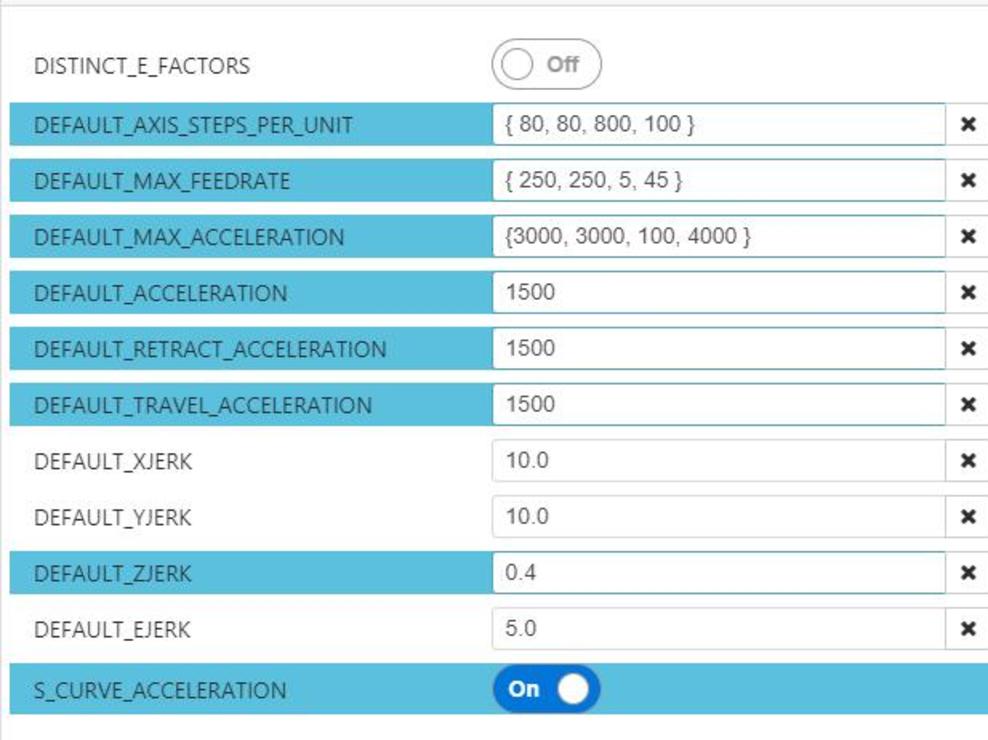
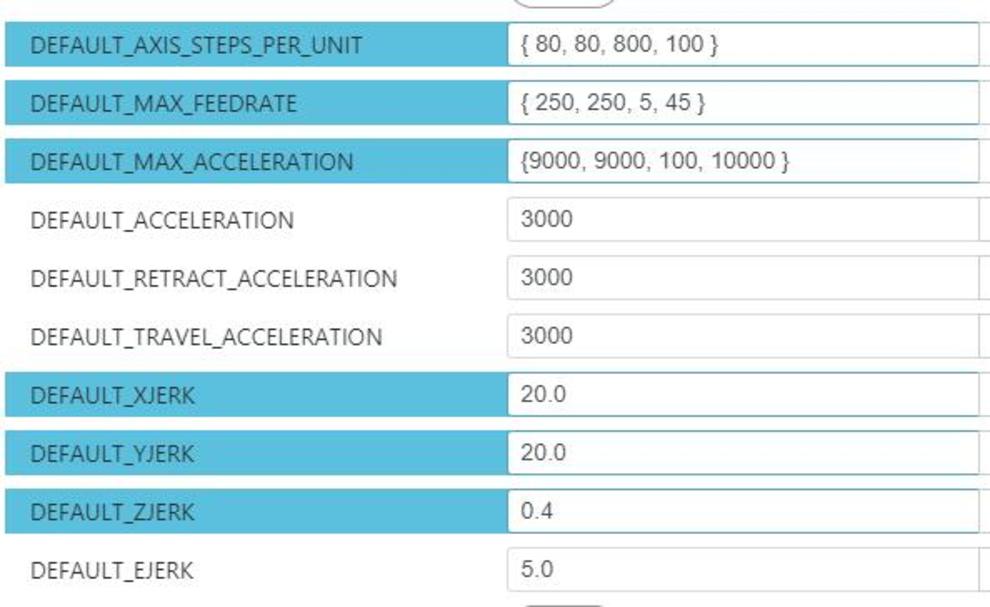
A Default jerk 20 érték elég durva, azt vedd le persze a géptől is függ, mit bír el, de ha leveszed mondjuk 5-re, akkor nem hullk szét a gép meg nem fog téveszteni emiatt legalábbis.
A gyorsulás is lehet sok az a Max 9000 meg a 3000 is mehet lejjebb, kipróbálod aztán meglátod hogy mozog.
Az eredetileg beállított 3000-t csak addig használtam, amíg nem tudtam, hogy lehet állítani. Szegény nyomtató volt, hogy majd szétesett a hirtelen irányváltásoktól. Ha frissítve lesz a nyomtató szoftver, akkor leveszem a én is a Defaultot 1500-ra, hogy ne kelljen mindig tekergetni bekapcsolás után.
Nekem a menüben Accel: néven van, ami 3000, én 1000-1500 ra állítom, akkor már szépen megy és nem ránt akkorákat. Uxy-jerk: 20 helyett 10-re állítom. Ebben a videóban 5 - 8 percnél mutatja az illető a hatását és használatát.
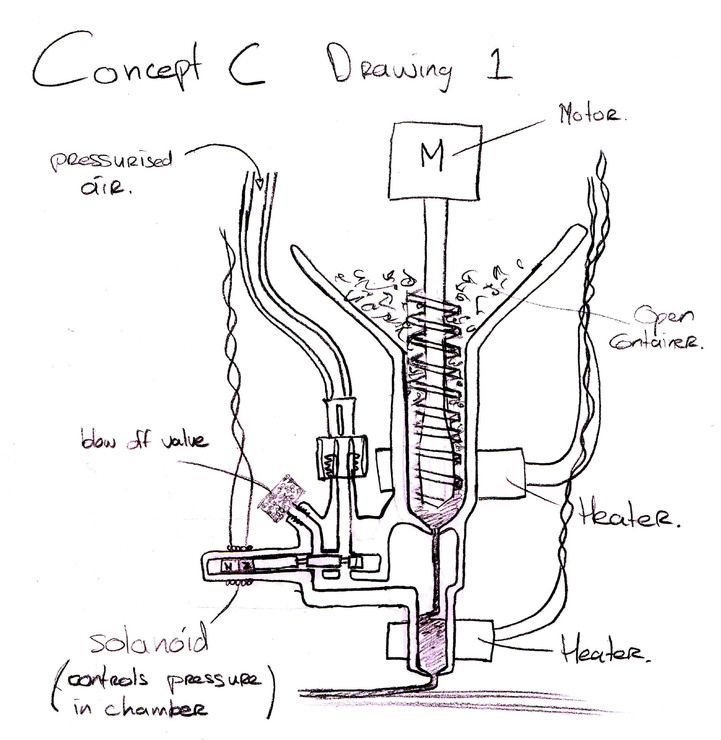
Inkább csak mint érdekes elképzelést linkeltem a témával kapcsolatban.:) Jól látod, szálvisszahúzás itt nincs, ergo...megoldandó probléma.(lenne) Viszont, a "munkafúvóka" feletti kamrának a skicc szerint...van fűtése.:)
Egyik óriási előnye a mi filamentes nyomtatóinknak, hogy maga a szálátmérő,és a fúvóka méret a két konstans, minden abból számolódik,(ezért is kell(ene) "hajszál":) pontosan megadni a szoftvernek mindkét méretet) így...nagy bakit nehéz elkövetni.
A pellet extruderes fejnél viszont, a szoftvernek megmondott egyik döntő tényező, a szálátmérő nem játszik...nincs.:(
Lépés vesztés már korrigálva.. pla 210c 0.2 réteg vas.. tárgyhűtés még nincs... Valaki tudja marlin firmware tud kezelni step lépésnél rámpa jelegü fel/le futást?
RJancsi | 5811
2018-12-16 15:14:54
[20283]
Elég elvetemült rendszer.... Gondolom a vezérléssel valahogy azt is megoldják, hogy amikor a légszelep kiengedi a nyomást, az extruder is álljon meg, különben egy idő után megtelik az alsó tartály olvadékkal, amit ha jól látom már nem melegítenek, így bele is dermedhet. Az sem tűnik túl korrekt megoldásnak, hogy a változó mennyiségű olvadékot sűrített levegővel adagolja. És mennyit is? Mert a szelepen és a tápcsövön jövő levegő összenyomhatósága miatt eléggé rapszódikusan fog ugrálni a nyomás. Vákumot nem látok, tehát visszahúzás nincs, csak kevésbé fog csöpögni a fúvóka amikor lecsökken a kamranyomás. Nesze neked tized mm pontos száladagolás/visszahúzás!
Jó a kérdés, amint láttad a videót, vannak próbálkozások. Nem tudom, hogy a pontos adagolást mennyire lehet megoldani ezzel a módszerrel, engemet ez foglalkoztat nagyon.
A szálvisszahúzásról már nem is beszélve, de biztos van olyan felhasználási terület, ahol ez megfelelő lehetne. Az is lehet, hogy az aggodalmain alaptalanok.
Előzmény: Szalai György, 2018-12-16 13:23:12 [20272]
somma | 327
2018-12-16 14:04:57
[20277]
Nekem a rajz alapján a hajtás felől nézve jobbra (azaz az óramutatóval egyezően) forog a csiga.