Kíváncsiságból elvégeztem a tesztet. A híd teszt saját gyártmány, erősen érződik a tervező program hibája (ívek szögletesek). A híd úgy ragaszkodik az üveghez mintha oda lenne betonozva, pedig az asztal hideg. Megy a csap alá
svejk | 33157
2019-01-10 19:18:08
[20927]
Majd megkeresem a curában a lehetőséget, de elfogyott az idő.
[alterations_0] start.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M109 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end.gcode = ;End GCode M104 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of t
Most, hogy nézegetem a Gkodot, akár elsőként, vagy utólag rajzolja a külső köröket, a fejet mindig beviszi a belső kerületekre. Tehát nem biztos, hogy jelent valamit, hogy mikor rajzolja a kerületeket a szálazás szempontjából.
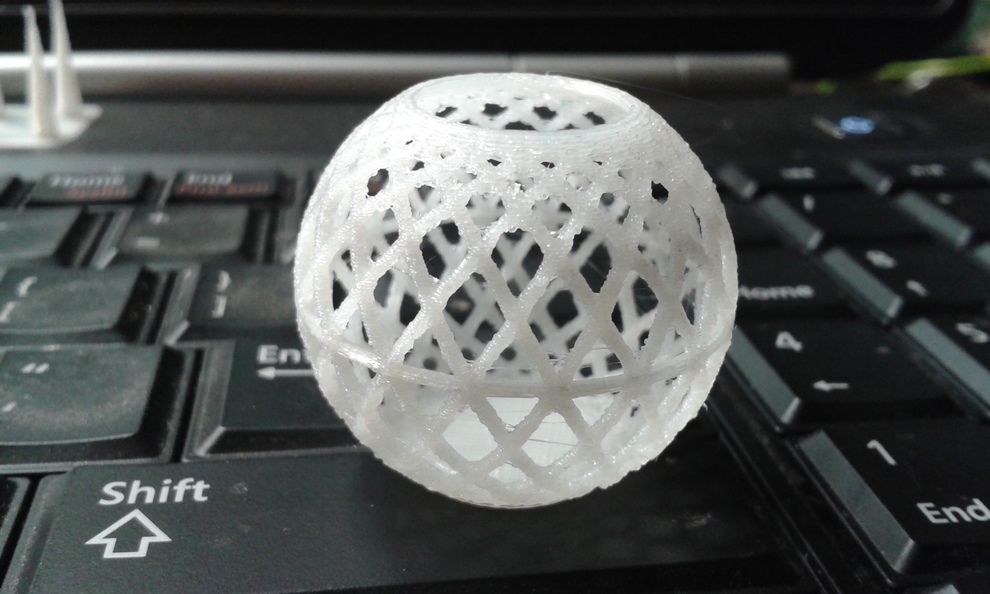
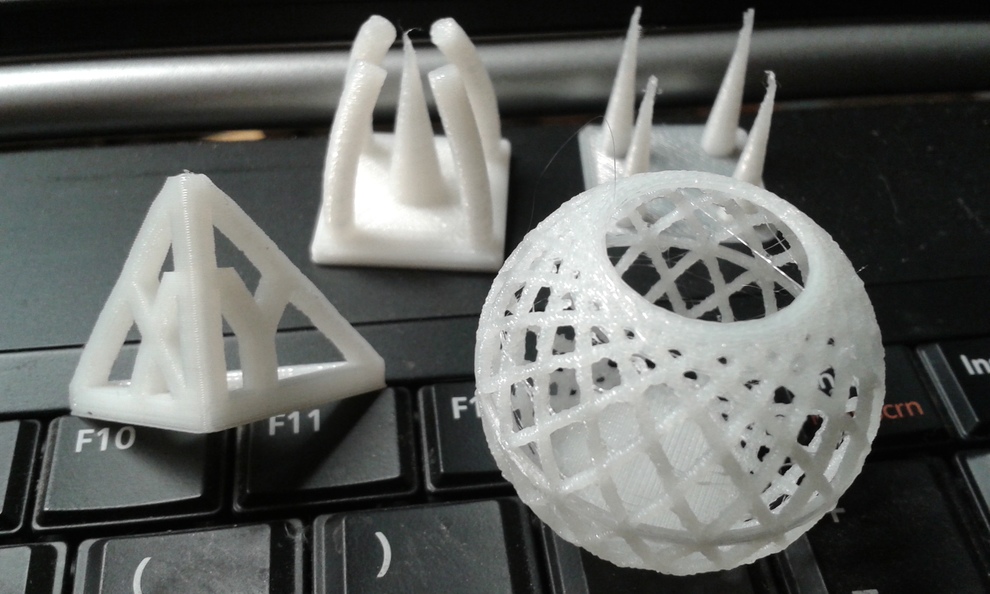
Ennek az STL filéjét nem találtam, ezért csak a Béla 4 kúpos első képét tudtam kinyomtatni. Az nekem se csinált egy szőrszálat sem.
A Cura alapbeállításban először a kitöltés csinálja utána a külső vonalakat, ezt ajánlatos megfordítani, hogy először csinálja a kerületeket,és utána töltse ki.
Ilyen esetben bent fejezi be és nem a kerületen, és onnan viszi a fejet, így nagyobb esély van rá, hogy nem szálaz.
Ezt a retrakcion tesztet gyönyörűen ki lehetett nyomtatni, egy szálat nem húzott át, és a "varrás" (ahogy barátunk fordítja a kezdet és vég találkozását) is teljesen jó.
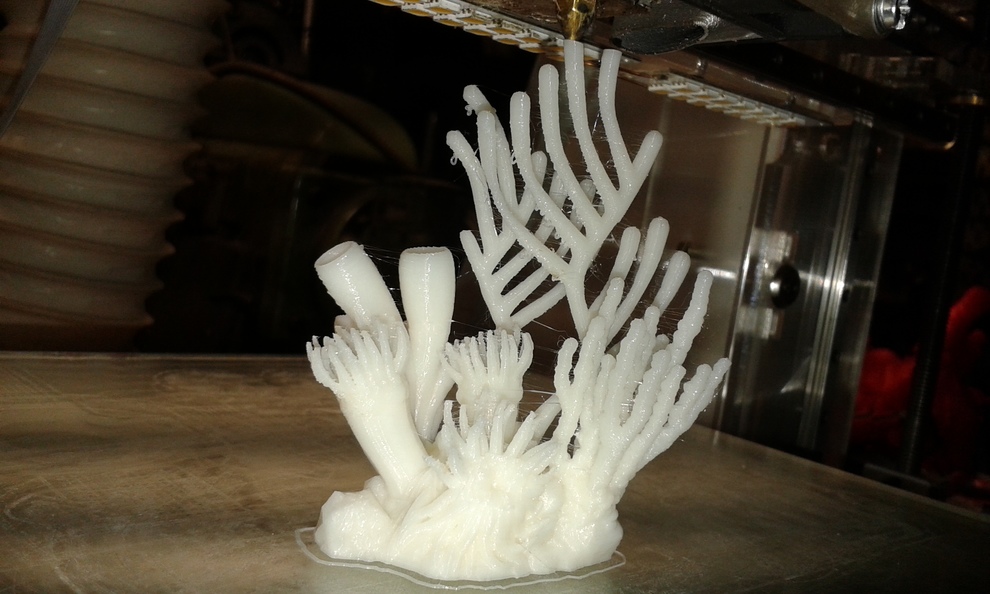
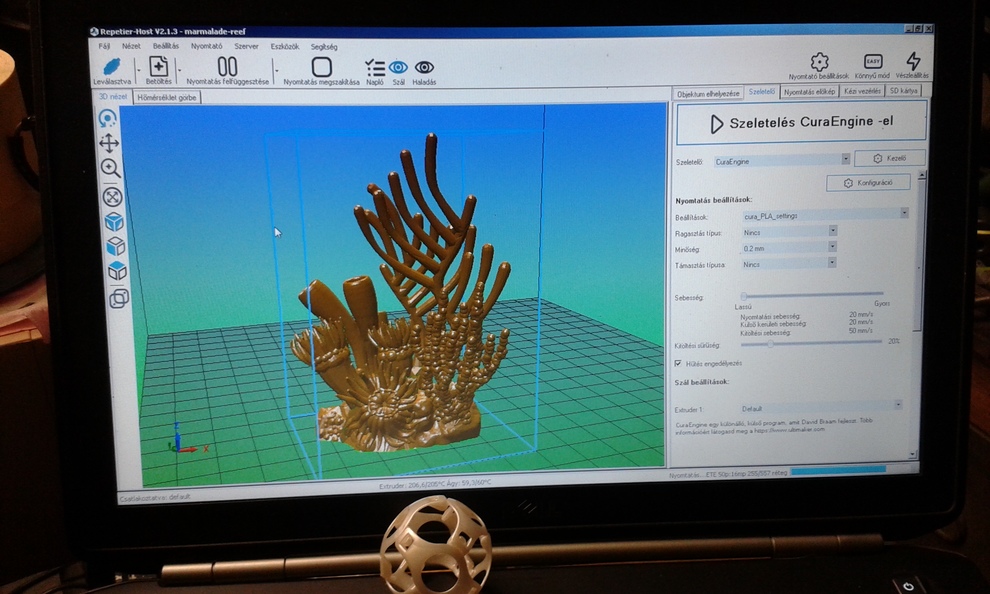
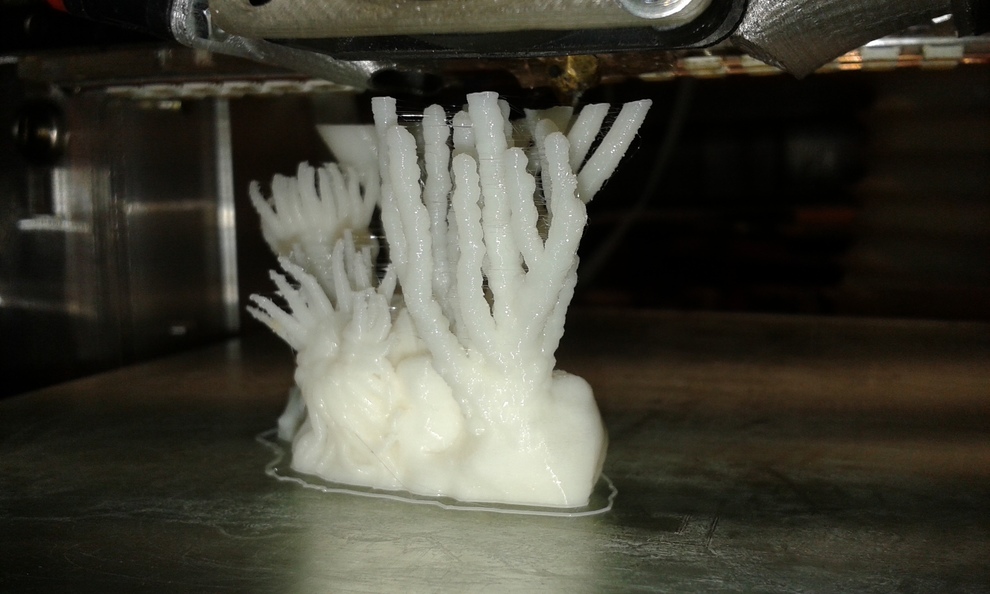
Nyomtattam azt a Porsche-t, "áttetsző pirosból" az unokámnak. Úgy..."jó tenyérnyi" darabot akartam, délutánból, másnap reggelig ívelő projekt lett belőle. De faxa lett! A 825 darab másikra hetekig rá se nézett, a piros Porsche-t toligálta hetekig a szőnyegen.:)
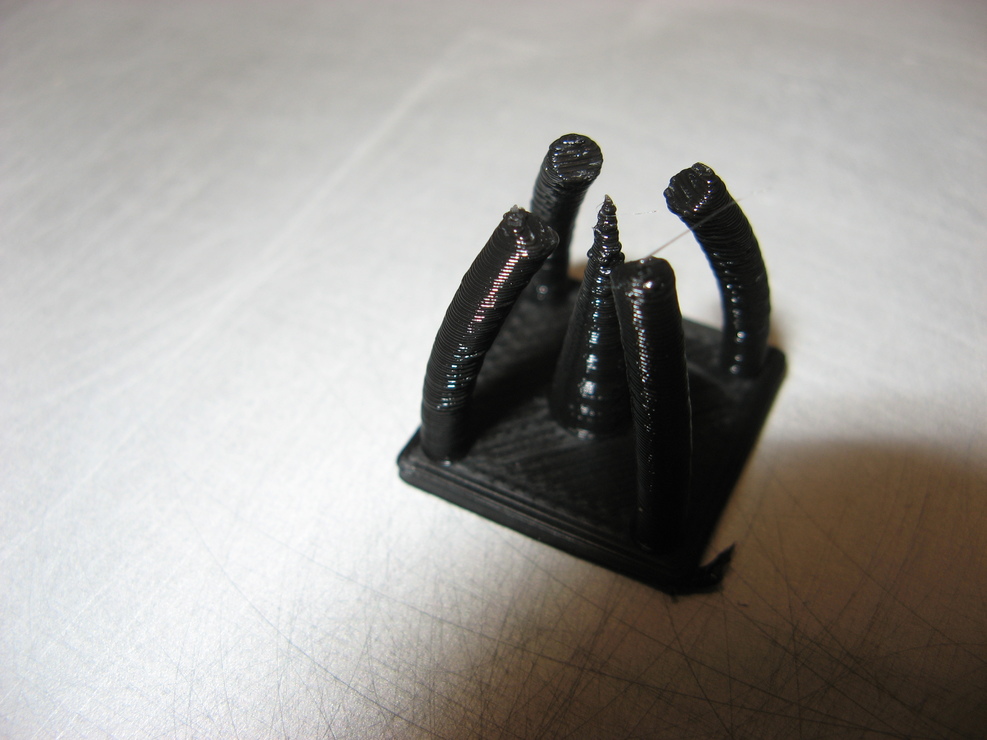
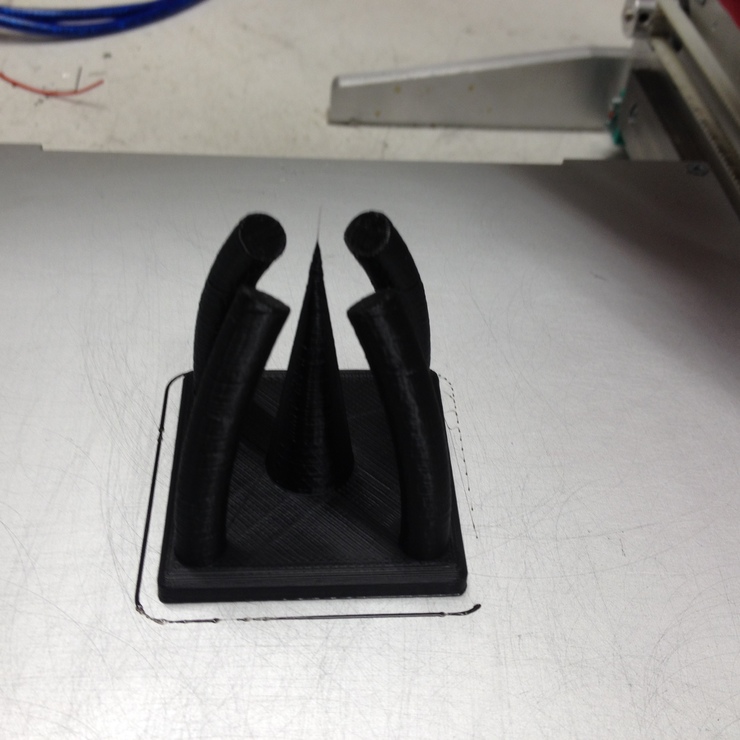
20x20 mm-es a talpa mindegyiknek...PLA. Az első képen a tegnapi, a másik kettőn, kis baxogatás után a mai eredmény. Biztos lehet még a Cura-ban(is) "tekergetni" valamit, de nekem így már akár...jó is lehet(ne).:)
2x végigtolom a 4 sarokra az asztalnak a fejet az utolsó kör azt ellenőrzöm az üveg és a fúvóka össze érnek e ha fejhez kel nyúlni max aktor szintezek újra de amit akarok optikai szintező az is csak manuális beállításhoz lesz abba jobban bízók mind állandóan korrigálja a Z az auto level..
Én fotonikus összehasonlító kalibrátorral állítom (szemre) Nagyon jól látszik hogy mikor érinti az asztalt és hallatszik a mikrokapcsoló kattanása. Gyakran nem kell állítanom, csak ha belenyúlok a szerkezetbe, amúgy tartja a beállításokat. Már vettem egy BlTouch szenzort, csak kéne hozzá építeni egy nyomtatót
Nem tudom egy ideje már így van, de tényleg nem volt mindig ez a hiba, illetve ritkán nyomtattam 0.1mm kezdőréteggel. 0.3-al kényelmesebb, csak akkor nem lesz olyan szép az alja.
z0 ba ugye nem hagyod benne a papír vastagságot? vagy vissza tekered koppanásig asztal csavar fúvóka koppanásig ... vagy marlinba z- offszet néven is vissza lehet írni ha be van kapcsolva akor lcd menübe is ott van!
Az első réteg a Gkodba 0,2mm , de 120% menyiséggel, ez bevált nekem. Az asztal állítás meg papírlappal.
Most kíváncsiságból kinyomtattam a tár Gkodját, 100%, 200%, 300%-al. Azonkívül, hogy a sarkok jobban kikönyökölnek nincs látható különbség a 100%-hoz képest. Alapestben minden 20mm/sec, ez a 10x10 kockánál lehet, hogy kellett. Ez így 60mm/sec sebesség, azt hittem sokkal rondább lesz. Lehelne fokozni esetleg még a gyorsulást, az segítene, de én inkább a külső héjat nem nyomtatom olyan gyorsan.
"és ez a lökött, 0.1+réteg vastagsággal nyomtatja tehát 0.4-el indul, " nekem úgy rémlik ez baállítható a Cura-ban. (most nincs kéznél semelyik verzio)