Sziasztok Most ismerkedema cnc világával, alap dolgokat csinálgatok de egyre több kérdés merűl fel bennem mint szoftveressen és hardweresen is. Kollégát keresek Komárom-Esztergom megyében Tokod közelében aki tudna segíteni, eszmét cserélni.
Üdv Lovász Tamás
RJancsi | 5811
2019-01-21 18:25:43
[11747]
Ha jól emlékszem csak az egyik oldaluk bordázott, hogy vakolni lehessen, a másik sima.
Van sima is, zöld "Ravatherm" XPS tábla. Nem túl olcsó, egy tábla 125x60 cm-es, létezik 20, 30, 40 és 50 mm vastagságban. A tábla ára 1499.- és 2699.-Ft között változik vastagságtól függően.
Olyan kérdéssel fordulok hozzátok, hogy XPS sima felületű lapot honnan tudnék nem bálányit venni?
Egyszerűen nem találok sehol darabra vásárolhatóan.
Leginkább Styrodur 2500 C vagy URSA XPS CT-300 kellene
Köszönöm a segítséget
Üdv. Zoli
istvan3 | 713
2019-01-21 09:29:48
[11742]
18000-es fordulatnál 1200mm/min előtolással a kétélű szerszámon a fogankénti előtolásod ~3,3 század mm. Ez kevés, nem is csoda, hogy elég a maró.
Én bútorlapba egyélűvel szoktam 15000-es fordulat körül 2500-3000mm/min előtolást alkalmazni 4-5mm fogásmélységgel.
12mm átérőjű 2 élűvel pedig síkolásnál 5000mm/ min előtolás 12000 RPM-nél. Ez a sima fához való maróm végül megégett de már vagy 3 éve síkolom vele a gépem asztalát, heti 1x.
Bizony az megeshet ha nem jó a szerszám vagy technológia választás akkor drágább a leves mint a hús. Műanyagcső gyártó is van olyan akinek a termékét ha flexelem szikrázik
Szervusz. Én üvegszálhoz való marót használtam. Ez volt kéznél, lassúbb fordulaton és kisebb előtolassál simán vitte és ráadásul tovább tudtam használni a marót üvegszálhoz. Ez az én esetem, de biztos vannak itt szakik akik megosszák a tuti megoldást!
Szia! Igaz én a fa marásában nem vagyok jártas, de a marási tapasztalataim alapján, a fordulatot visszavenném 10000-ig, és úgy próbálnám meg. Most nem fát, hanem csiszolóanyagot marsz. Az első pár mm megtétele után, már egy életlenebb maród van. Az még kisebb fordulaton muzsikálni szokott.
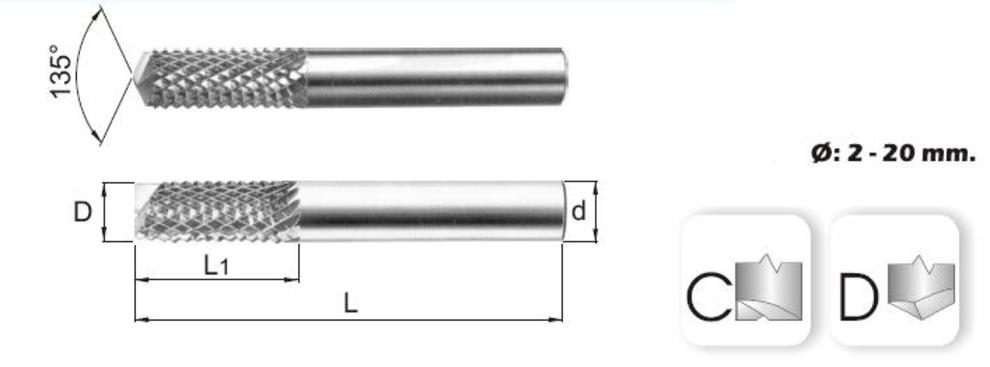
Megtekinthetnéd a marószerszám adatlapját, hogy mihez ajánlja a gyártó. Ahhoz megfelelő az élkiképzése, máshoz meg kevésbé. A bútorlapban a hulladékon kívül minden is van. Akár gipsz is. A fémmegmunkálásra szánt maró ezt nem jól viseli.
Hello Homok lesz szerintem. Sajna sok esetben ezekbe az anyagokba minden szemét bele van keverve. Égess el belőle egy darabot és vizsgáld meg a hamut. Mondom ezt mert anno pár talicskára való ilyen cuccot elégettem a kazánban és sokkal nehezebb volt a hamuja mint a fának.
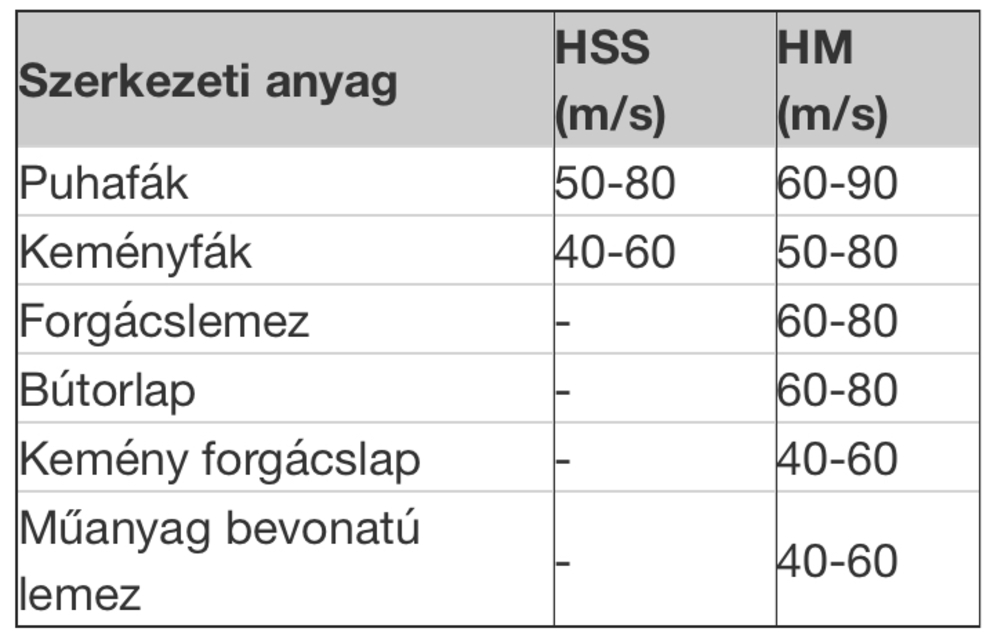
Sziasztok. Harcolok bútor lap marással. Már 3 Marót égettem meg és nem ertem az egészet. Próbálkoztam a fogásmelységgel és előtolással. 18.000ford/perc a maró motor. Amivel ment a maró az 6mm átmérőjű Datron maró 2 élő, 20mm/mp(1,2m/perc) 6mm fogással. Itt kb 10 méter után amit nem folyamatosan tett meg elkezdett barnulni és kipattogott a marás széle. Majd feketés is lett. És kezdett a butolap utolsó körénél füstöt eregetni. Gondolom mert kopott volt. Ekkor kipróbáltam hogy az elején csak 1 mm vastagságot szedjen le. Jobb volt a kipattogás arány. És vettem kisebb léptékeket 3mm fogást és az előtolás maradt 20mm/mp. A vége itt is füstölt de be tudtam a kopott marónak. Próbáltam hűteni kompresszorral talán segített...
Olvastam oldalakat de kifejezetten nem találtam ilyen anyagra írást. Talaltam egyet ahol a mellékelt képen látható infók vannak. Ránézésre nem értem de jóval nagyobb értékek mint amivel én dolgoztam.
Mi veszi ki az élét? Hallottam hogy a bútor lapbba lehet fém de már élt túl maró fémes találkozást.
Köszönöm Borcz
ANTAL GÁBOR | 4685
2019-01-18 17:14:52
[11732]
Néhány CNC s fiatalt elhelyeztem már és mindig pozitív visszajelzést kaptam mind a jelentkezőtől mind a munkáltatótól . De ha azt sem tudom hogy hol laksz akkor mit kezdjek ? Miskolcon vannak kapcsolataim .... Ha Kaposváron laksz akkor kicsik az esélyeid
Tudtommal a képzést/vizsgát szervező intézetnél tudsz jelentkezni a következő vizsgára, a vizsgadíj befizetése után. A képzést elvégezted szóval csak vizsgáznod kell még egyszer a következő csoporttal.
Sziasztok! A segítségetek szeretném kérni. Elvégeztem egy cnc tanfolyamot viszont az egyik vizsgám nem sikerült. Sajnos pótvizsga lehetőség nincs. Szerintetek van olyan cég ami így is alkalmazna, esetleg náluk le lehetne vizsgázni? Köszönöm.
dlb22 | 2
2019-01-16 15:19:14
[11729]
Sziasztok!
18 mm-es prégelt fehér laminált forgácslapba szeretnék különböző méretű ablakokat vágni. Milyen típusú szerszámot ajánlotok hozzá, illetve milyen előtolást/forgási sebességet adjak meg neki, hogy szép legyen a vágás éle. Eddig csak plexit és puhább anyagokat vágtam ahol nem számított a vágáskép.
Segítségeteket előre is köszönöm!
TomDog | 59
2019-01-14 18:46:37
[11728]
Sziasztok Most ismerkedema cnc világával, alap dolgokat csinálgatok de egyre több kérdés merűl fel bennem mint szoftveressen és hardweresen is. Kollégát keresek Komárom-Esztergom megyében Tokod közelében aki tudna segíteni, eszmét cserélni.
Üdv Lovász Tamás
Windrad | 224
2019-01-09 17:12:04
[11727]
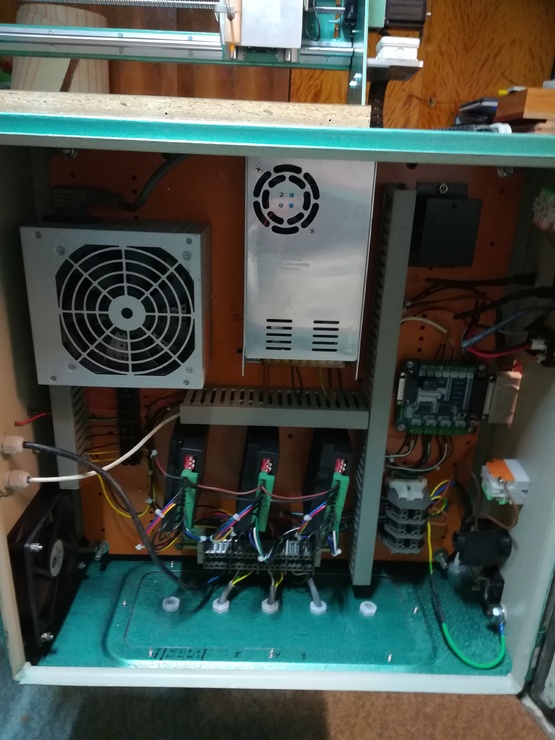
Főleg kezdők számára szeretném megosztani a következő pár sort, egy probléma megoldásával kapcsolatban. Induktiv szenzorok kerültek a frissen elkészült CNC-mre. Mivel nem nagyon értek az elektronikához ezért a fórum segitségével sikerült megcsinálni hozzá a megfelelő bekötést a csatolókártyába. Eleinte működött minden rendesen, de aztán hideg műhelyben egyre többször érzékeltek a szenzorok akkor is ha egyébként nem lett volna rá semmi ok. Robsy-hoz fordultam segitségért és az ő tanácsai alapján kötöttem be szűrőkondenzátorokat ellenállásokat mind a tápegységhez és a csatolóhoz is. A helyzet ugyan javult de a probléma továbbra is fenn ált. Ekkor Robsy megemlitette hogy amit használok tápegység az nem igazán ehez a feladathoz való. Egy PC tápot szereltem be a 36 V táp mellé, mivel ennek van 12V és 5V kimenete is külön a vezérlőhöz és a szenzorokhoz. Robsy rávilágytott hogy a PC táp kimenetelének negativ pólusa közös potenciálon van a burkolatával és a burkolaton keresztül csatlakozik a szerelődoboz 220V földelésével. A tápegységet most tudtam kicserélni egy Ebay-osra, És ezzel megoldódott a probléma. Tanulságként irom le ezt azoknak akik kezdők vagy amatőrök hogy ne essenek bele ugyanebbe a helyzetbe. Köszönet érte Robsynak
0,1 bar (kg/cm2) x 100 cm2 = 10 kg ~ 100 N ez szorozva a mű-vel
Idd meg a reggeli kávét
Előzmény: Szalai György, 2018-12-26 12:42:01 [11724]
Szalai György | 9544
2018-12-26 12:42:01
[11724]
Seeeegiiiitsééég! Annyira megtetszett ez a szivatószámítás, hogy gondoltam beépítem én ezt az Excel gyűjteményembe. És már működik is. Engem legalábbis szivat már. Szépen összeszoroztam, hogy 0,1x100x0,15=1,5 Az ám, de az nem egyenlő az általad számolt Fs = 15 N ellenálló erővel. Ott van még nálad, az F=100N. Gondolom ott lehet a kutya erősen elásva, de az honnan jön?
Előzmény: ANTAL GÁBOR, 2018-12-25 15:42:56 [11716]
borcz | 295
2018-12-25 21:46:29
[11723]
Nagyon szépen köszönöm a lökött kérdéseimre való reakciót. Lelkes amatőr vagyok a témában.
Előzmény: ANTAL GÁBOR, 2018-12-25 21:40:18 [11722]
ANTAL GÁBOR | 4685
2018-12-25 21:40:18
[11722]
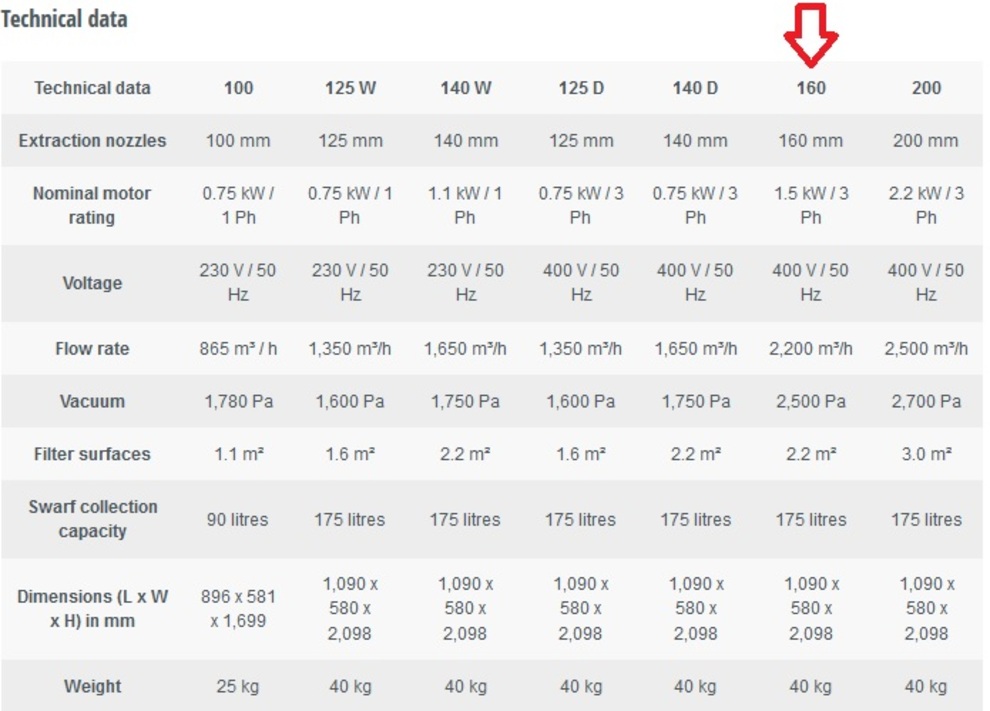
De hisz leírtam ... Ha az asztal nem használt részei le vannak takarva akkor nem képződik fals és akkor csak idő kérdése hogy jól leszívja ( mármint a vacuumszivattyú, ami nem ventillátor ) A fotókon olyan ( kanalas ) légtechnikai gépek vannak amik sokkal nagyobb vacuum előállítására vannak kitalálva és relatíve sokat is ) szállítanak Tehát a lusta emberek(akik nem csinálnak precíz takarást ) asztalához pont jók . De azért az adattáblát célszerű megnézni
Ez a jó kis levezetés színesíthetné a képletek és számítások rovatot.
Előzmény: ANTAL GÁBOR, 2018-12-25 15:42:56 [11716]
ANTAL GÁBOR | 4685
2018-12-25 18:37:03
[11718]
1 bar = 100.000Pa . Ez 10N /cm2 nálad van 2500Pa ami 0.25N / cm2 - mint említettem volt pókfing -abból is a kaszás pókok fingja- . Ha van egy 100cm2 es leszorítandó darabod akkor 25N erő képződik . 0.15ös mű vel 3.75 N az ellenálló erő ,gyakorlatilag nulla . Kár vele foglalkozni , nem erre találták ki . A géped egy TRANSZPORT ventillátor , nem vacuumszivattyú Asztalosműhelybe való , forgácselszívásra
Hangja az van , tettek rá egy 1.5Kw os motort ( mert a szállított mennyiséghez illik is) de alkalmatlan a vacuumasztalhoz
A képen van a szívó teljesítmény. Azt számolgattam hogy kb 600liter/másodperccel szív.
A képletedhez köpni nyelni nem tudok
Hogy lehet vákuumot méretezni az asztalhoz?
Előzmény: ANTAL GÁBOR, 2018-12-25 15:42:56 [11716]
ANTAL GÁBOR | 4685
2018-12-25 15:42:56
[11716]
Az elért vacuum szorozva a lefogandó felülettel adja a leszorító erőt . ( alapból hínaras terület mert a manométerek skálázása önkényes ) Kimondható hogy az abs vacuum az 0 bar és a légköri nyomása Földön pedig 1 bar A valóságosan kialakuló nyomáskülönbséggel kell számolni
Ha a kapott erőt megszorzod a surlódási tényezővel( mű) akkor megkapod az ellenálló erőt . A mű saccolása elég hínaras terület Ha a kapott érték nagyobb mint a forgácsoláskor létrejövő erő ( ugyancsak hínaras terület ) akkor használhatod. A fals levegő beeresztése sajnos rontja a viszonyokat viszont jót tesz a szerkezetnek ( termikus szempontból ) . Egy példa delta p = 0.1 bar A = 100cm2 mű = 0.15 F= 100N Fs = 15N
Attól tartok ( fotó ) hogy az egy közönséges ( mezei ) ventillátor aminél a vacuum az elenyésző . Oda legalább egy kanalas elszívó kellene. Az hogy nagy a ( felvett teljesítménye ) az indifferens mert azt a nyomáskülönbség és a szállított mennyiség szorzata adja . Esetünkben igencsak kis szállított mennyiséggel számolhatunk hiába van egy 2 kW os egységünk az nem alkalmas a leszorításra. Szerintem felejtős ....
Üdv. Van egy ilyen elszívó porszívóm. Elég nagy teljesítményű. Lehet vákuum leszorításra használni? Nem lenne teljes mértékben vákuumra használva. Kapna úgymond fars levegőt - por elszívást.
Alkalmas lehet az elmélet?
designr | 3621
2018-12-23 13:41:21
[11713]
A videón gyorsabbnak tünik,biztos a kisméretű munkadarab..becsapja a szemet.. Szuper egyébként.
Ugyanezt csináltam anno' a 2W-os kékkel, meg később a 40W-os kínai CO-val is, csak nem volt ilyen látványos, meg kicsit lassabban ment.:) Amúgy...frankó lett.
Sikerült értékelhető eredményt felmutatni a nyákkészítés témakörben. Igaz már akkor nekiestem októberben, de most van mit mutatni. Nem sikerült a lézerrel direktben ledolgozni a rezet a nyáklap megégése nélkül. Sok lépcsőben, kis teljesítményen menne, de mire oda kerül a sor a szélei elkezdenek beégni, és már érződik is az égett gyanta szaga. Aztán Antal Gábor írta, minek ezzel így küszködni (ráadásul ha sikerülne is több lépcsőben, ehhez képest nem rentábilis), mikor a savmaratás 1-2 perc, ha megfelelően elő van készítve a nyáklemez.... most volt időm "elmélyülni" benne. Próbaként egy 40x50mm alapra elkészítettem egy tesztet. Szerintem hibátlan, és valóban nem sok idő.
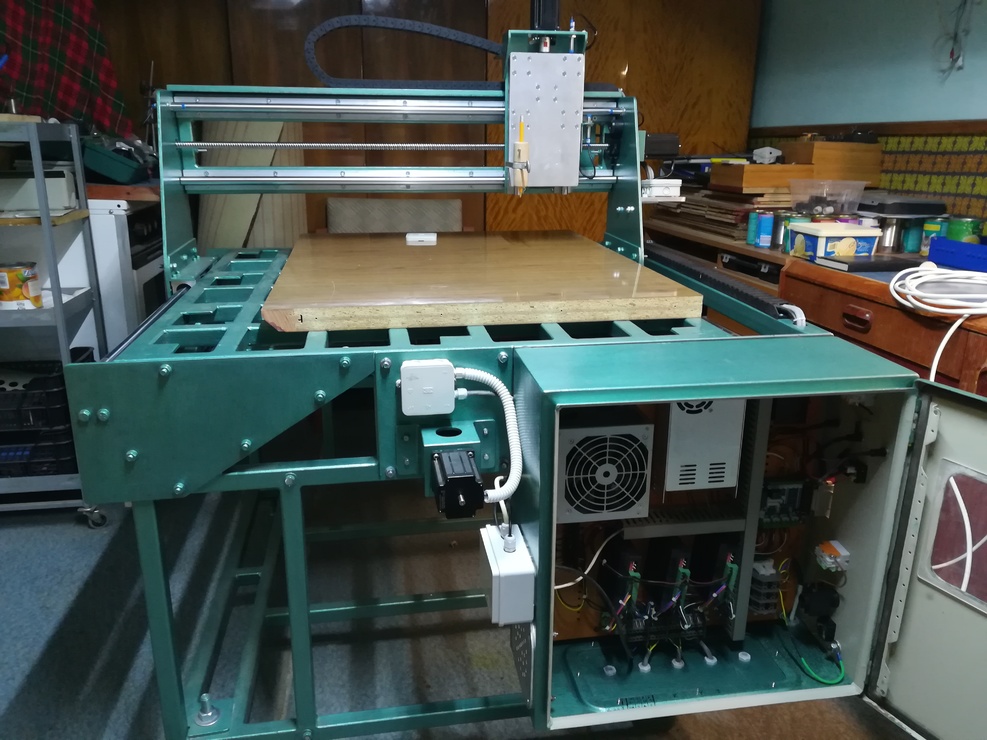
Másfél év munka után ma végre életre kelt a fa megmunkálásra tervezett CNC-m. Ugyan maró motorom még nincs hozzá, de a mehanika és az elektronika végre kész. Köszönet érte Robsy-nak aki az induktiv szenzorok bekötésénél adott instrukciókat és Szalai Györgynek aki meggyőzött hogy az Y axisra csak egy golyós orsót tegyek, És köszönet mindenkinek aki néha értetlenkedő kérdéseimre, érthető választ próbált adni Meglepő módon stabil a gép, annak ellenére hogy a váz csak zártszelvényekből készült. A súly miatt is kár volt aggódnom (Amit az Y axis hordoz) A Nema 24 motorok jól mozgatnak minden tengelyt és a tehetetlenségi erőt is a motor beállitásokkal kordában lehet tartani- Az oldal lemez megerősitését egyenlőre függőben hagyom .A marómotor okozta rezonancia fogja eldönteni hogy szükség lesz-e rá. A szenzorokkal jól működik a Homing is, de sajnos elkövettem azt a hibát hogy a Z tengely motor bekötését és a szenzorokét is közös szerelődobozba raktam . Néha homing-kor végállást észlelt vagy, néha sima üresjáratban is. De miután távolabbra raktam a szenzorok vezetékeit úgy látszik minden működik rendesen. A motorokat árnyékolt kábellel szereltem de a motornál van kb 10-15 cm szakasz ahol nincs árnyékolás. Most ismmerkedem a Mach3-al ,és a G kódok használatában is vannak még hiányosságaim. Rögtön eszembe is jutott a következő kérdésem? A Z tengely nullázásához vannak letölthető scriptek a neten. Ezekhez valahol be kell irni a saját érintőpanelom vastagságáta scriptbe- Mivel programozással még nem foglalkoztam ebben segithetne valaki
jani300 | 12314
2018-12-14 23:28:25
[11699]
Üdv ! A gumitömítéshez kell valami különleges anyag ? Régóta nézegetem ezt a csatlakozó típust .







 Ha az asztal nem használt részei le vannak takarva akkor nem képződik fals és akkor csak idő kérdése hogy jól leszívja ( mármint a vacuumszivattyú, ami nem ventillátor
Ha az asztal nem használt részei le vannak takarva akkor nem képződik fals és akkor csak idő kérdése hogy jól leszívja ( mármint a vacuumszivattyú, ami nem ventillátor )
)