|
Előzmény: csakyt, 2020-06-17 17:37:45 [17855]
|
|
Előzmény: dani444, 2020-06-17 16:59:01 [17854]
|
|
Előzmény: Miki2, 2020-06-17 08:46:30 [17852]
|
|
Előzmény: svejk, 2020-06-16 21:02:53 [17848]
|
|
Előzmény: happisusu, 2020-06-16 23:26:57 [17849]
|
|
Előzmény: happisusu, 2020-06-16 23:26:57 [17849]
|
|
Előzmény: Miki2, 2020-06-16 15:17:43 [17847]
|
|
Előzmény: VarázsLaci, 2020-06-07 16:40:39 [17844]
|
|
Előzmény: VarázsLaci, 2020-06-03 10:31:50 [17841]
|
|
Előzmény: VarázsLaci, 2020-06-03 10:31:50 [17841]
|
|
Előzmény: Nagy Csaba, 2020-05-08 19:20:34 [17837]
|
|
Előzmény: svejk, 2020-05-08 17:58:12 [17836]
|
|
Előzmény: Nagy Csaba, 2020-05-08 17:43:01 [17835]
|
|
Előzmény: D.Laci, 2020-05-07 13:16:15 [17833]
|
|
Előzmény: dani444, 2020-05-07 12:26:27 [17832]
|
|
Előzmény: MacGyver, 2020-05-06 15:15:24 [17830]
|
|
Előzmény: Nagy Csaba, 2020-05-05 19:08:22 [17829]
|
|
Előzmény: ORCA17, 2020-04-17 14:15:46 [17827]
|
|
Előzmény: GPeti1977, 2020-04-16 12:26:07 [17824]
|
|
Előzmény: szpinya, 2020-03-22 17:08:12 [17799]
|
|
Előzmény: Messer, 2020-03-31 00:43:54 [17814]
|
|
Előzmény: svejk, 2020-03-31 15:17:46 [17818]
|
|
Előzmény: ORCA17, 2020-03-31 15:09:10 [17817]
|
|
Előzmény: dani444, 2020-03-31 12:39:18 [17815]
|
|
Előzmény: dani444, 2020-03-31 12:39:18 [17815]
|
|
Előzmény: ORCA17, 2020-03-30 23:00:56 [17813]
|
|
Előzmény: borcz, 2020-03-30 22:53:53 [17812]
|
|
Előzmény: dani444, 2020-03-30 22:44:20 [17811]
|
|
Előzmény: ORCA17, 2020-03-27 10:15:41 [17809]
|
|
Előzmény: D.Laci, 2020-03-26 20:04:16 [17808]
|
|
Előzmény: tursaba, 2020-03-26 19:53:03 [17807]
|
|
▲
◊
|
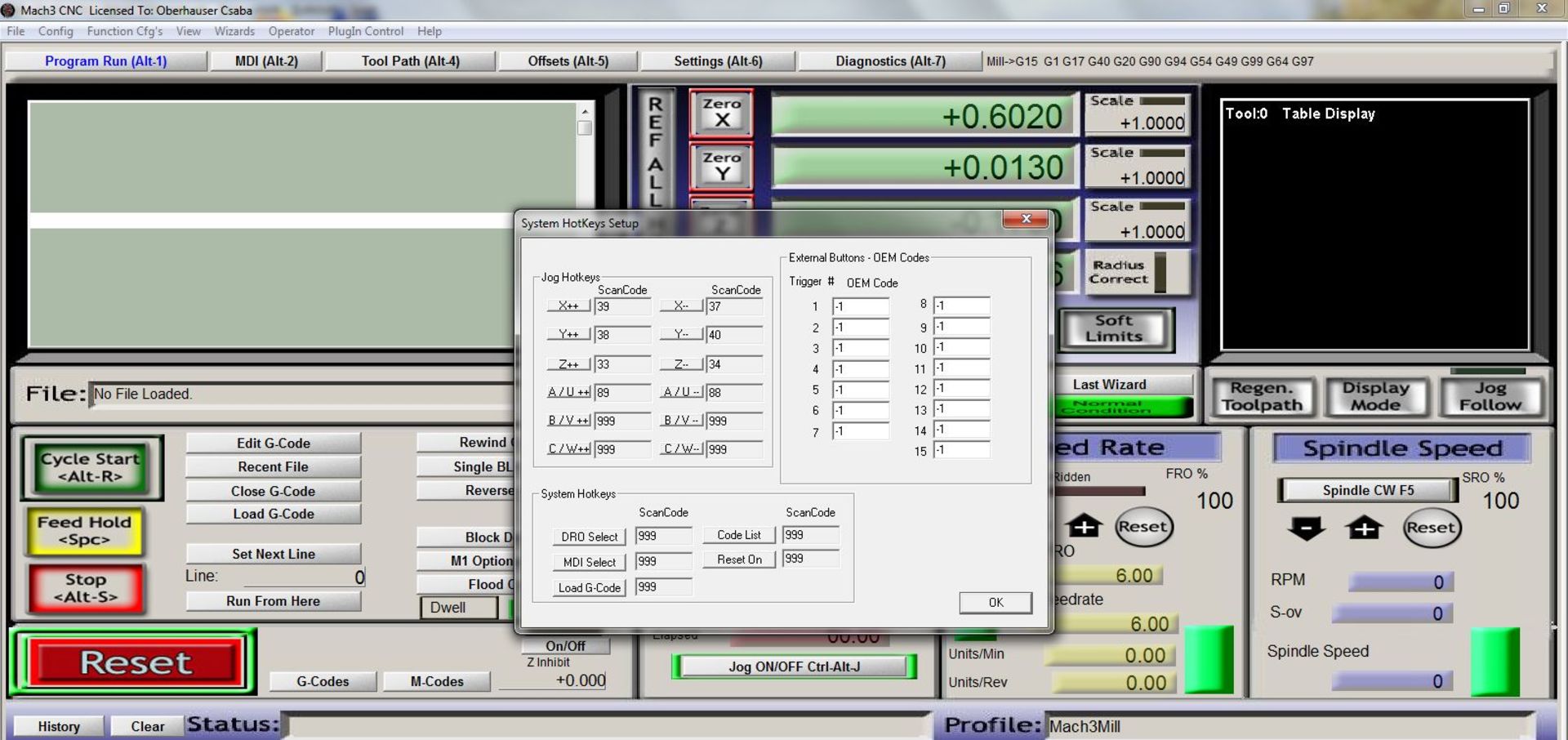
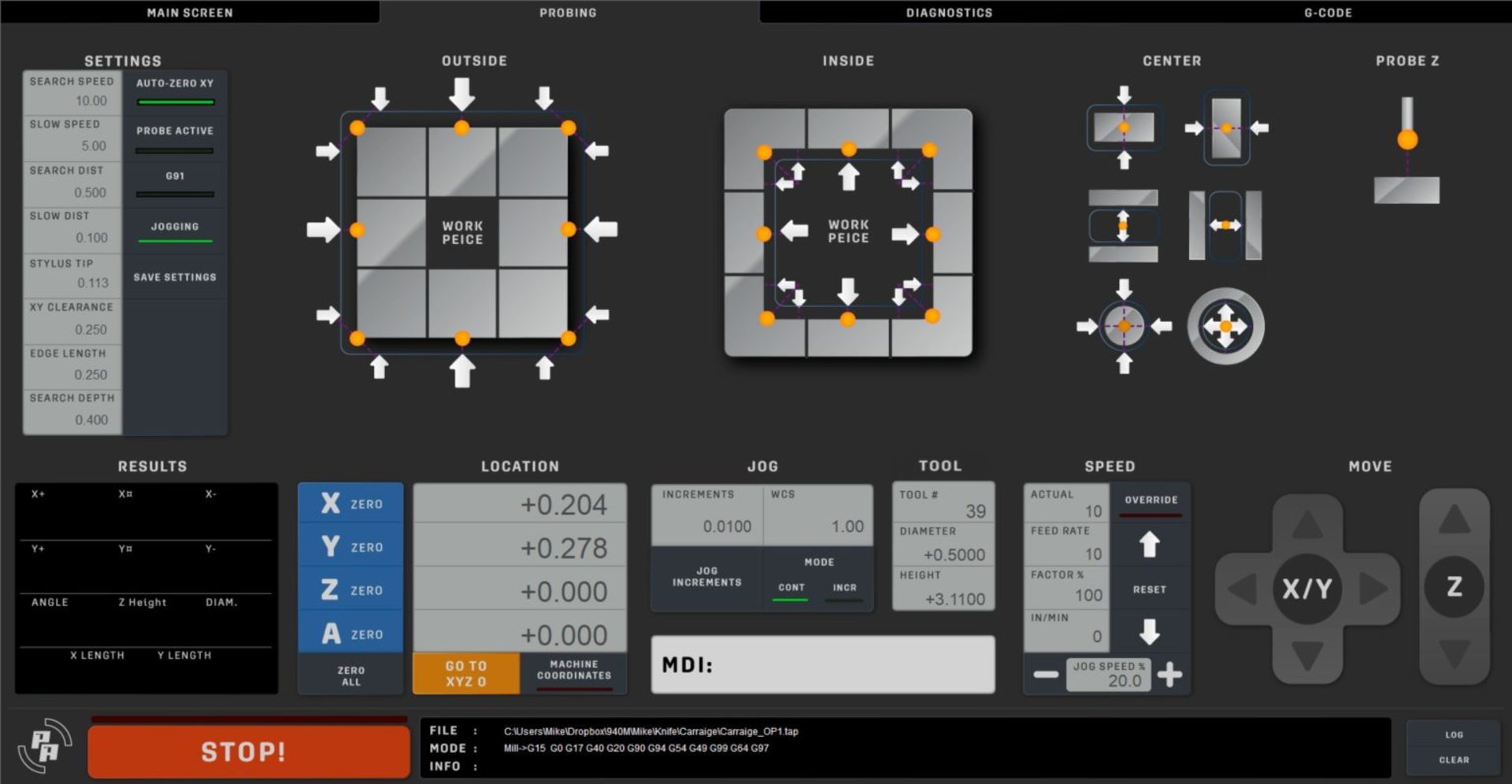
 Ha letekersz az oldal közepéig, akkor a mellékelt ábrát kapod:
Ha letekersz az oldal közepéig, akkor a mellékelt ábrát kapod:










 ...még nem próbáltam és azt hiszem nem is akarom.
...még nem próbáltam és azt hiszem nem is akarom.