Sziasztok! Egy kis segítséget szeretnék kérni. Strigon me 1000 marógépnél a motor felett a főorsó végénél nem kéne lennie valamilyen tomitesnek(szimering)? Mert elkezdte engedni az olajat.
Bácsi Zoltán | 554
2020-01-22 07:47:12
[43484]
Nem lehet esetleg a sensor kimenete, és a vezérlő bemenete közötti vezeték kontaktos? Illetve lehetne egy olyan próbát tenni, hogy az induktív érzékelőket egyenként kipróbálni. És még egy dolog. Ha 12V-ról megy az induktív, a vezérlőnek pedig pedig 5V kellene nem? Egy feszültség osztóval kellene bekötni a vezérlő bemenetére. 680R+470R fszültség osztó 12V esetén. Ebben az eredeti felállásban kb 11V-ot kap a vezérlő bemenete.
Köszönöm az ötletelést (Hanksnak is), de sajnos nem sikerűlt megoldást találni a problémára. Viszont az kiderűlt, hogy a mérőkocsi rakoncátlankodik. Sajnos marad a vissazküldés.
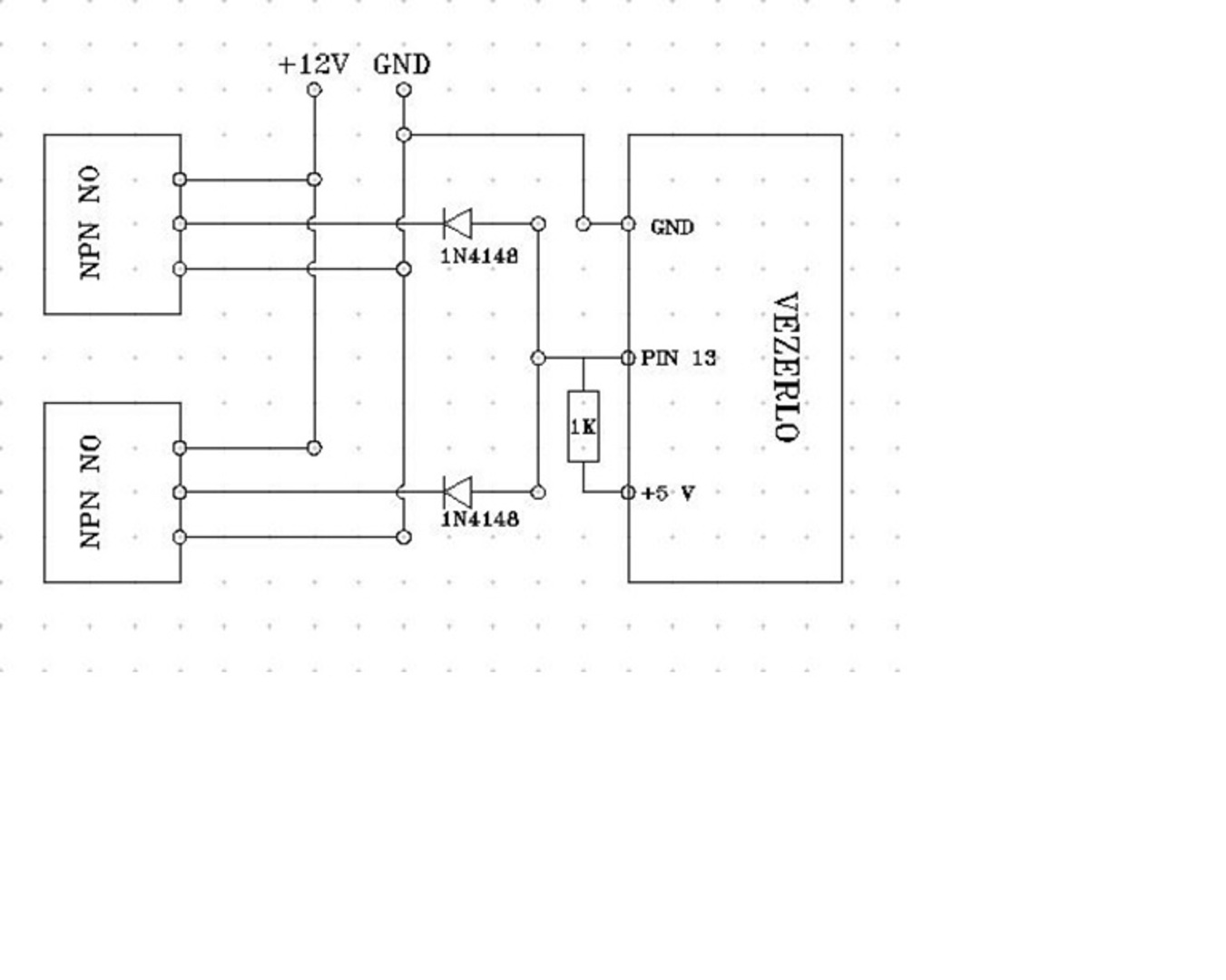
Tudna valaki segíteni abban hogy merre induljak el a hibakeresésben? Elég régen nem használtam a gépemet, ma szerettem volna elindítani egy marást. A végállás szenzorokkal van a gondom. Egy homingot elindítva a szenzorok mindegyike megfelelő időben érzékel (induktiv szenzorok ,led megfelelő időben felvillan) de a vezérlő pár másodperces késéssel állítja csak le a mozgást (vagy le sem állítja néha) ami felütközést okoz. Néha pontos az időzítés de nagy többséggel nem és a rendellenesség az összes szenzoron jelentkezik. Igaz eléggé gagyi vezérlőt használok (HY JK02 M5 , HI DIV268N 5A Motormeghajtóval) de eddig nem volt vele semmi probléma. A szenzorok 2-2 db , tengelyenként párhuzamosan összekötve a Robsy által javasolt bekötéssel vannak szerelve, melyről csatolok egy képet, Vajon mi okozhatja ezt a jelenséget? Már sikerült szétnyomnom 2db szenzort aminek a cseréje, nem változtatott semmit a helyzeten. Semmi különös változtatást nem csináltam a gépen sem szoftveresen sem hardveresen. Nem értem hogy mi történhetett.
Első körben próbáld meg alkoholos ronggyal végigtörölni a mérőlécet. Eléggé érzékeny a koszra, legyen az nedvesség vagy por. Ha ez nem segít próbáld meg felcserélni a két léc kijelzőjét. Ha kicsavarod a vezetéket rögzítő csavart a kijelzőn simán ki tudod húzni a csatlakozót. Így legalább az kiderül, hogy a léc vagy a kijelző beteg.
Egy kis segítségre lenne szükségem. Rendeltem két digitális útmérőt, egy 300-ast és egy 900-ast. A 300-as teljesen jól teszi a dolgát, azonban a 900-as kijelzőjén össze-vissza ugrálnak a számok attól függetlenűl, hogy mozgatom-e a mérőkocsit, vagy sem. Elemet cseréltem már benne, hátha a gyönge elem miatt mutat őrültségeket, de sajnos nem orvosolta a problémát.
Nem véletlenül nem válaszoltam. A motor típusa 34HY1416-02 Moons. Semmilyen infó nincs róla a neten,(ha valaki talál és közli azt megköszönöm). Annyit sikerült kideríteni hogy ezek bankautomatákba is készültek, talán ezért nincs info. Közben találkoztam egy kollegával aki ugyanilyen motorokat használ, és neki is ugyanez a problémája. A másik motor amivel nem sípol a rendszer teljesen más típus. A motorok DM860H-val vannak hajtva, létezik hogy ennek 16kHz a frekije a tartó nyomaték leadásakor és ezt hallani? Üzem közben nincs hangja. De akkor a másik motor miért nem sípol? Köszönöm előre is a válaszokat.
Encoderes Hitaci Dc motor bekötésével van problémám. Valamikor itt vettem a forumon.
Típus: DCM04A03E100
Van négy kijövő vezeték:
Sárga Piros Zöld Fehér
Kérdésem az lenne, hogy ezek közül melyik-melyik
+5V GND A B
TBS-TEAM | 3006
2020-01-19 12:32:53
[43470]
Jó gondolat.
230V betáplálású frekiváltókkal a maxot hozhatod ki a motoraidból. 230/380V motoraidat Deltába kell kötnöd majd a frekiváltőkhoz.
Előzmény: Arany János, 2020-01-19 12:16:48 [43469]
Arany János | 1422
2020-01-19 12:16:48
[43469]
Tehát nem félreértettem hanem egyáltalán nem értettem!!! Nagyon köszönöm a magyarázatokat! A privátot is!
A cél: akad itthon néhány 220/380-as (nem írtam el) motor, amiket évek óta rakosgatok. És kellene találni nekik valamilyen feladatot, mert kidobni sajnálnám. Viszont csak 230 van a szekrényben és nem is tervezek ennél többet. Ezért nyilallt belém a frekiváltó gondolata.
TBS-TEAM | 3006
2020-01-19 11:57:50
[43468]
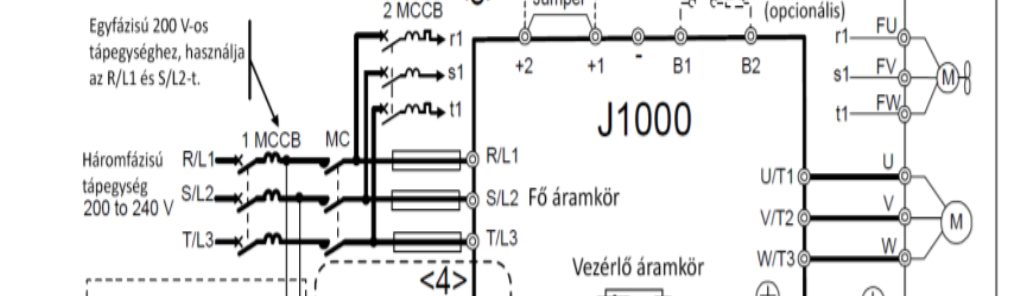
Nem jól értelmezed az adattáblát.
Az amit beszurtál az a frekiváltó táplálható 3X 200-240V 50/60Hz.
Itt a hálózati feszültség 3X400V.
Ezt a frekiváltót táplálhatod 3 fázisról de szükséged van egy transzformátorra mely 3X400V be és 3X200-240V kimenettel rendelkezik.
Ha nincs ilyned akkor marad az 1 fázisú táplálás. L1 L2.
Előzmény: Arany János, 2020-01-19 11:17:24 [43466]
horcsab | 530
2020-01-19 11:48:11
[43467]
A legtöbb 200-240VAC 3 fázisú frekiváltót tudod használni 1x230V AC-ról. Ilyenkor a fázis-nulla betápot a frekiváltó bemenetének 2 fázisa közé kötöd. (Az adatlapját meg kell nézni, mert előfordulhat, hogy megkötéssel használható csak, a bemeneti egyenirányító terhelése miatt)
Előzmény: Arany János, 2020-01-19 11:17:24 [43466]
Arany János | 1422
2020-01-19 11:17:24
[43466]
Sziasztok! Mivel rászántam magam a frekvenciaváltókkal történő megismerkedésre és nézegetem az adattáblácskákat, feltűnt egy "apróság"! Többször előfordul, hogy egyfázisúként hirdetnek olyat, amin 3 fázis betáp szerepel.
Sziasztok! A táp kapcsolóüzemű, ac/dc konverter. A motor 4 kivezetéses, nincs sok opció a bekötésre. A motor áramot, lépésszámot végig zongoráztam, nincs változás. Másik motort kötve a rendszerre nincs probléma, azzal teljesen néma. A hiba a motorban van. Kérdés, miként lehetne csillapítani. Esetleg nagyfrekis zavarszűrő pl LRC? Köszönöm a válaszokat. Üdv
dtb | 1922
2020-01-18 22:22:10
[43461]
Én azért megnézném, hogy az a táp egyenárama menyire "egyen"... továbbá esetleg megpróbálnám a mikrolépések számát változtatni.
Van javítási lehetőség. De ehhez a következőket kellene tudni: 1. Mekkora a motorod egy tekercsének az induktivitása? Nézd meg a motor gyári adatlapjáról ezt. 2. Mekkora a max. árama? 3. Hány kivezetéses a motor? Ha 8, akkor hogyan kötötted be (sorosan/párhuzamosan)?
Sziasztok! A segítségeteket szeretném kérni a következő problémára: Nema 34-es 2 fázisú léptetőmotorokról beszélünk, terheletlen állapotban nagyon zavaró nagyfrekvenciás kb.18-20kHz-es sípolás hallható. Vezérlő cserélve, illetve a motor másik vezérlővel is sípol, így biztos hogy a motor "rossz". A kérdés: Mi lehet a megoldás?? (azon kívül hogy motort cserélek) Köszönöm előre is a válaszokat! Üdvözlettel: Sándor
Kulcsar Zoltan | 4197
2020-01-16 08:33:44
[43456]
Szia
Kifogom próbálni ezt is , bár ebben tényleg elég béna vagyok
Jonak jo csak ez még nagyon kevés ( bár itt már a betük gömbölyübbek ) , pont a programozás hiányzik itt is ( párszáz paraméter , nem kell mind de abbol legalább lehet válogatni .
Köszönöm szépen .Hasonlot találtam már én is , a bekötéssel nincs bajom csak a programozással .Az enyém is ilyen al menüs de a sorrendekkel van a baj ahányat találtam annyi féle a beállitás sorrendeje ( most bövült eggyel ) , nem adom fel .Végig nézem mégegyszer a videot.
Nem ismerem a konkrét típust, de kinézetre ill. a sorkapcsokat nézve szinte ugyanaz, amiket éveken keresztül a csiszagépekhez használtam. Én a Motor Systemstől vásároltam őket és a leírás is fönnt van a honlapjukon, bár a régebbi típust már nem láttam, csak az újakat. A videó talán segítségedre lesz, amin Balázs bemutatja a kezelését. A manual elejébe anno kigyűjtöttem a fontosabb paramétereket, ezzel távolról nyomógombokkal lehet vezérelni. De ki is lehet szedni a kezelőpanelt és ha elég hosszú a kábel akkor meg lehet spórolni ezeket is, viszont akkor Local-ban kell hagyni az adott LED-et.
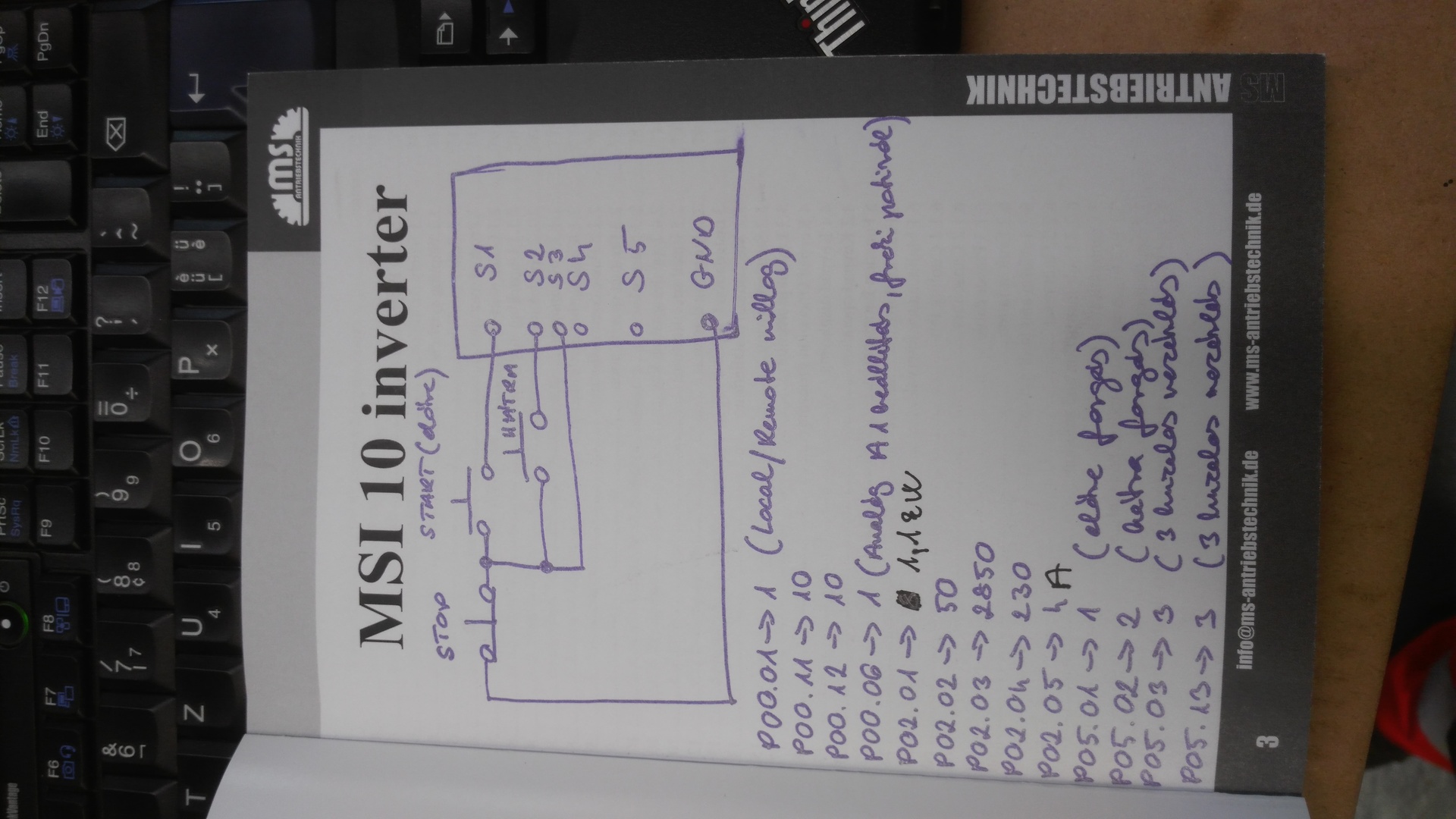
Kis segitség kellene : egy kinai föorsohoz kaptam egy frekiváltot de a hozzáadott kis füzet csak kinai szöveget tartalmaz .Kétnapja keresek valami számomra használhato nyelven program leirást de nem találok seholsem .
Ha valakinek ismerös ez az inverter esetleg van hozzá kis füzete ( kölcsön is jo ) segitsen . Itt találhato a "szerkezet" ( én föorsoval együtt vettem ) .
Az újratelepítés meghozta a sikert működik az XHC Ethernet mozgásvezérlő. Már csak annyi gond van, hogy a maró motor fordítva forog. Frekvenciavéltó vezérli minden úgy van bekötve mint eddig. A Mach3 ban be lehet állítani, hogy alapból merre forogjon?