|
Előzmény: svejk, 2017-03-28 20:23:49 [10431]
|
|
Előzmény: motion, 2017-03-28 20:06:21 [10428]
|
|
Előzmény: motion, 2017-03-28 20:06:21 [10428]
|
|
Előzmény: motion, 2017-03-28 20:06:21 [10428]
|
|
Előzmény: morvfer7, 2017-03-28 20:16:00 [10429]
|
|
Előzmény: motion, 2017-03-28 20:06:21 [10428]
|
|
Előzmény: Törölt felhasználó, 2017-03-28 18:53:02 [10424]
|
|
Előzmény: Törölt felhasználó, 2017-03-28 18:53:02 [10424]
|
|
Előzmény: PSoft, 2017-03-28 18:19:53 [10422]
|
|
Előzmény: PSoft, 2017-03-28 18:19:53 [10422]
|
|
Előzmény: lazi, 2017-03-28 18:10:39 [10421]
|
|
Előzmény: Törölt felhasználó, 2017-03-28 17:57:54 [10417]
|
|
Előzmény: PSoft, 2017-03-28 18:02:49 [10419]
|
|
Előzmény: Törölt felhasználó, 2017-03-28 17:59:26 [10418]
|
|
Előzmény: PSoft, 2017-03-28 17:53:24 [10416]
|
|
Előzmény: lazi, 2017-03-28 17:49:20 [10415]
|
|
Előzmény: Törölt felhasználó, 2017-03-28 17:41:56 [10414]
|
|
Előzmény: sanyi, 2017-03-28 16:55:53 [10412]
|
|
Előzmény: PSoft, 2017-03-28 17:35:53 [10413]
|
|
Előzmény: lazi, 2017-03-28 13:08:29 [10399]
|
|
Előzmény: Törölt felhasználó, 2017-03-28 13:56:09 [10409]
|
|
Előzmény: Törölt felhasználó, 2017-03-28 13:52:26 [10408]
|
|
Előzmény: Noo, 2017-03-28 13:39:04 [10406]
|
|
Előzmény: Noo, 2017-03-28 13:39:04 [10406]
|
|
Előzmény: Noo, 2017-03-28 13:23:18 [10401]
|
|
Előzmény: Noo, 2017-03-28 13:23:18 [10401]
|
|
Előzmény: Noo, 2017-03-28 13:23:18 [10401]
|
|
Előzmény: Törölt felhasználó, 2017-03-28 13:20:22 [10400]
|
|
Előzmény: lazi, 2017-03-28 13:08:29 [10399]
|
|
Előzmény: Törölt felhasználó, 2017-03-28 09:25:04 [10398]
|
|
Előzmény: sunraw, 2017-03-27 02:59:29 [10392]
|
|
Előzmény: sunraw, 2017-03-27 02:59:29 [10392]
|
|
Előzmény: svejk, 2017-03-27 06:40:51 [10394]
|
|
Előzmény: sunraw, 2017-03-27 02:59:29 [10392]
|
|
Előzmény: PSoft, 2017-03-26 22:21:46 [10388]
|
|
Előzmény: Törölt felhasználó, 2017-03-26 21:25:49 [10384]
|
|
Előzmény: Törölt felhasználó, 2017-03-26 21:38:21 [10386]
|
|
Előzmény: Kelepeisz Lajos, 2017-03-26 21:35:46 [10385]
|
|
▲
◊
|
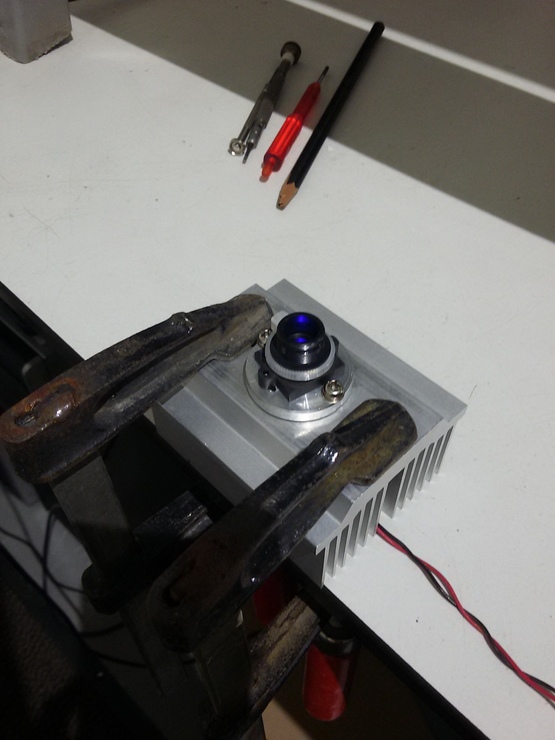
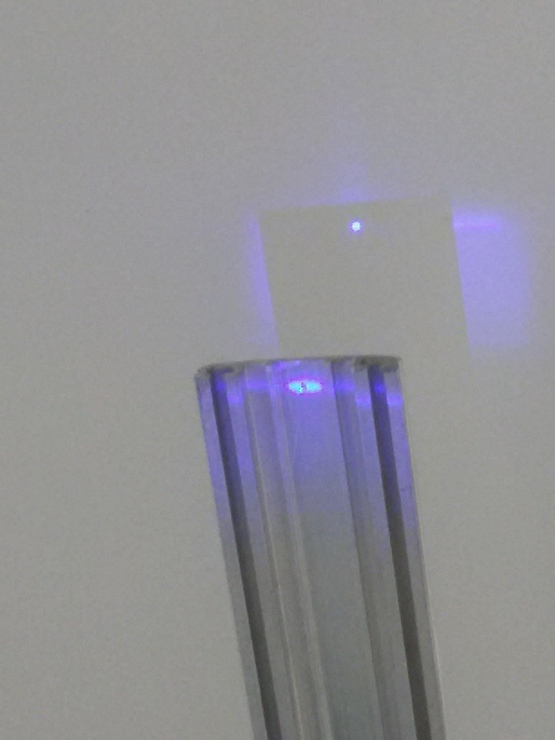
 ), ezért a képeken látható módon próbáltam megoldani.
), ezért a képeken látható módon próbáltam megoldani.