|
Előzmény: laacika, 2017-07-27 17:43:54 [39966]
|
|
Előzmény: kart emg, 2017-07-27 21:26:10 [39967]
|
|
Előzmény: laacika, 2017-07-26 21:24:38 [39963]
|
|
Előzmény: picur, 2017-07-26 21:50:24 [39964]
|
|
Előzmény: laacika, 2017-07-26 19:40:35 [39960]
|
|
Előzmény: Csuhás, 2017-07-26 21:07:31 [39962]
|
|
Előzmény: laacika, 2017-07-26 19:40:35 [39960]
|
|
Előzmény: Spykee69, 2017-07-19 22:56:03 [39954]
|
|
Előzmény: jani300, 2017-07-21 21:12:44 [39956]
|
|
Előzmény: B.Zoltán, 2017-07-21 21:07:15 [39955]
|
|
Előzmény: KoLa, 2017-07-19 21:32:42 [39953]
|
|
Előzmény: Spykee69, 2017-07-19 19:52:00 [39952]
|
|
Előzmény: Törölt felhasználó, 2017-07-18 10:08:23 [39950]
|
|
Előzmény: B.Zoltán, 2017-07-18 09:06:11 [39949]
|
|
Előzmény: Törölt felhasználó, 2017-07-18 07:00:49 [39948]
|
|
Előzmény: B.Zoltán, 2017-07-17 22:27:43 [39946]
|
|
Előzmény: ANTAL GÁBOR, 2017-07-17 20:46:56 [39942]
|
|
Előzmény: ANTAL GÁBOR, 2017-07-17 21:58:14 [39944]
|
|
Előzmény: Kopirnyák, 2017-07-17 20:01:40 [39940]
|
|
Előzmény: B.Zoltán, 2017-07-17 21:17:20 [39943]
|
|
Előzmény: ANTAL GÁBOR, 2017-07-17 20:46:56 [39942]
|
|
Előzmény: Kopirnyák, 2017-07-17 17:36:49 [39937]
|
|
Előzmény: Kopirnyák, 2017-07-17 20:01:40 [39940]
|
|
Előzmény: B.Zoltán, 2017-07-17 18:35:22 [39939]
|
|
Előzmény: Kopirnyák, 2017-07-17 17:36:49 [39937]
|
|
Előzmény: B.Zoltán, 2017-07-17 16:49:04 [39935]
|
|
Előzmény: laacika, 2017-07-17 11:36:39 [39934]
|
|
Előzmény: KoLa, 2017-07-14 22:51:05 [39932]
|
|
Előzmény: bundyland, 2017-07-14 22:47:27 [39931]
|
|
Előzmény: KoLa, 2017-07-14 22:38:42 [39930]
|
|
Előzmény: bundyland, 2017-07-14 22:32:42 [39929]
|
|
Előzmény: KoLa, 2017-07-14 22:24:36 [39928]
|
|
Előzmény: bundyland, 2017-07-14 22:19:21 [39927]
|
|
Előzmény: KoLa, 2017-07-14 22:15:10 [39925]
|
|
Előzmény: KoLa, 2017-07-14 22:15:10 [39925]
|
|
Előzmény: bundyland, 2017-07-14 22:11:18 [39923]
|
|
Előzmény: KoLa, 2017-07-14 22:10:33 [39922]
|
|
Előzmény: KoLa, 2017-07-14 22:05:51 [39920]
|
|
Előzmény: bundyland, 2017-07-14 22:07:38 [39921]
|
|
Előzmény: KoLa, 2017-07-14 22:01:18 [39918]
|
|
Előzmény: bundyland, 2017-07-14 22:03:57 [39919]
|
|
▲
◊
|


 .
.

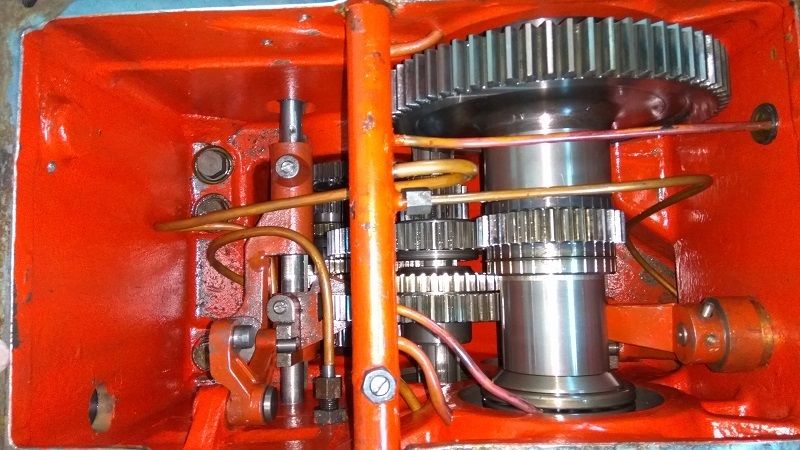
 hosszú orsóház középen robusztus lapos szíjjal hajtva , siklócsapágyas főorsó , forgás közben kikapcsolható vezérorsó ami vissza is lehet kuplungolni , valamint egy excenteres miniatűr prizmás késkikapó a még könnyebb menetkészítés érdekében
hosszú orsóház középen robusztus lapos szíjjal hajtva , siklócsapágyas főorsó , forgás közben kikapcsolható vezérorsó ami vissza is lehet kuplungolni , valamint egy excenteres miniatűr prizmás késkikapó a még könnyebb menetkészítés érdekében  Arra gondolok hogy ez a gyűrű ami az excenteres tengelyen van azon van egy csücsök
Arra gondolok hogy ez a gyűrű ami az excenteres tengelyen van azon van egy csücsök