Igen, két sketch van, az egyik Z0-nál, ami a body kiemeléséhez készült, a második sketch az Z1.6-on van, a bodi lapjára indítottam. Ezért látszik elcsúszás, ha mindkét sketch be van kapcsolva, valójában nincsen túllógás sehol.
Sima nyomtatott áramköri lap lesz, csak a réz réteg van átmarva a 2mm széles árkokkal. A rajzon 0.4 mm mély, de csak kb 3 tizedre megyek majd le Z-ben. Egy lépésben süllyesztettem le a 2mm széles árkokat, érdekes hogy másképp látod. 4 kijelölés volt, a közepe, és a 3 furaton kívüli kis szakaszok.
Jani, igen, nekem is eszembe jutott a slot, amikor ezzel elkezdtem szívni, de az idő nem sürget, gondoltam a végére járok, hogyan lehetne ezt kontúrmarni.
Aztán lehet, hogy slot lesz a vége -vagy dxf export és pycammal megcsinálom a kódot egy perc alatt
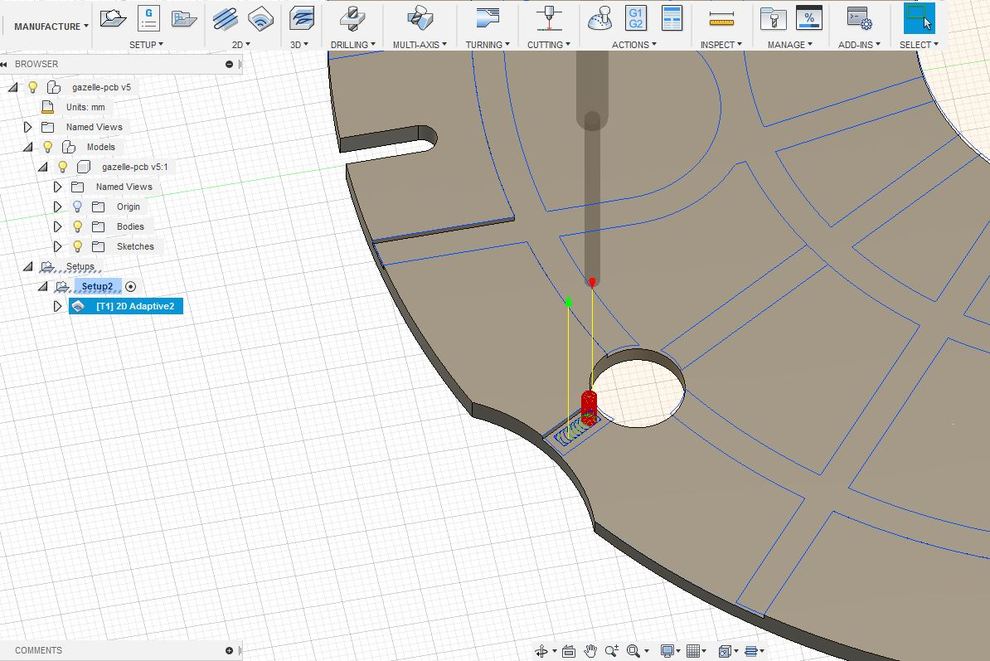
Levettem a szerszám átmérőt 1,8mm-re és viszonylag kevés Z mozgással legenerálta a pályát, igaz a kontúrokat kicsit össze-vissza választottam ki. A második extrudálás ki lett kapcsolva.
Szerintem arra gondol, hogy a második sketch a body egyik oldalára készült és nálam is úgy néz ki mintha nem lenne minden vonalnak vége az alsó body szélénél, ami nem biztos, hogy hiba. Van olyan vonal ami túllóg a bodyn. Több ilyet is találtam. Nekem az lenne a kérdésem, hogy a második sketch két részletben van extrudálva. Egyszer 55 kijelölt elem aztán 77 a második extrudálásban. Miért? Mi a cél? Hogy kellene a végeredménynek kinéznie?
Ja, ha viszonylag egyszerűen újrarajzolod, akkor csináld meg a sketchet sima egyvonalasra, és a Trace-t küldd végig rajta egy megfelelő méretű maróval...
Próbálok ránézni én is a napokban, de sajna eléggé összejöttek a dolgok :S
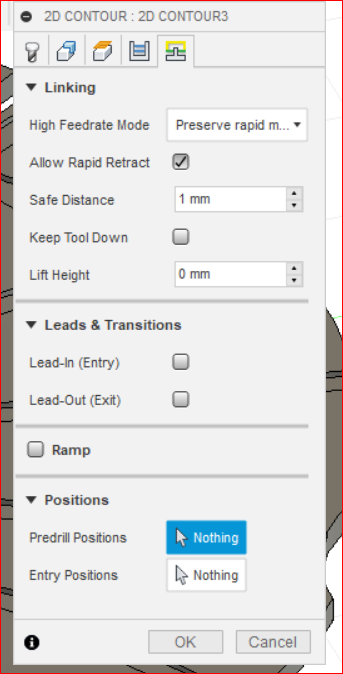
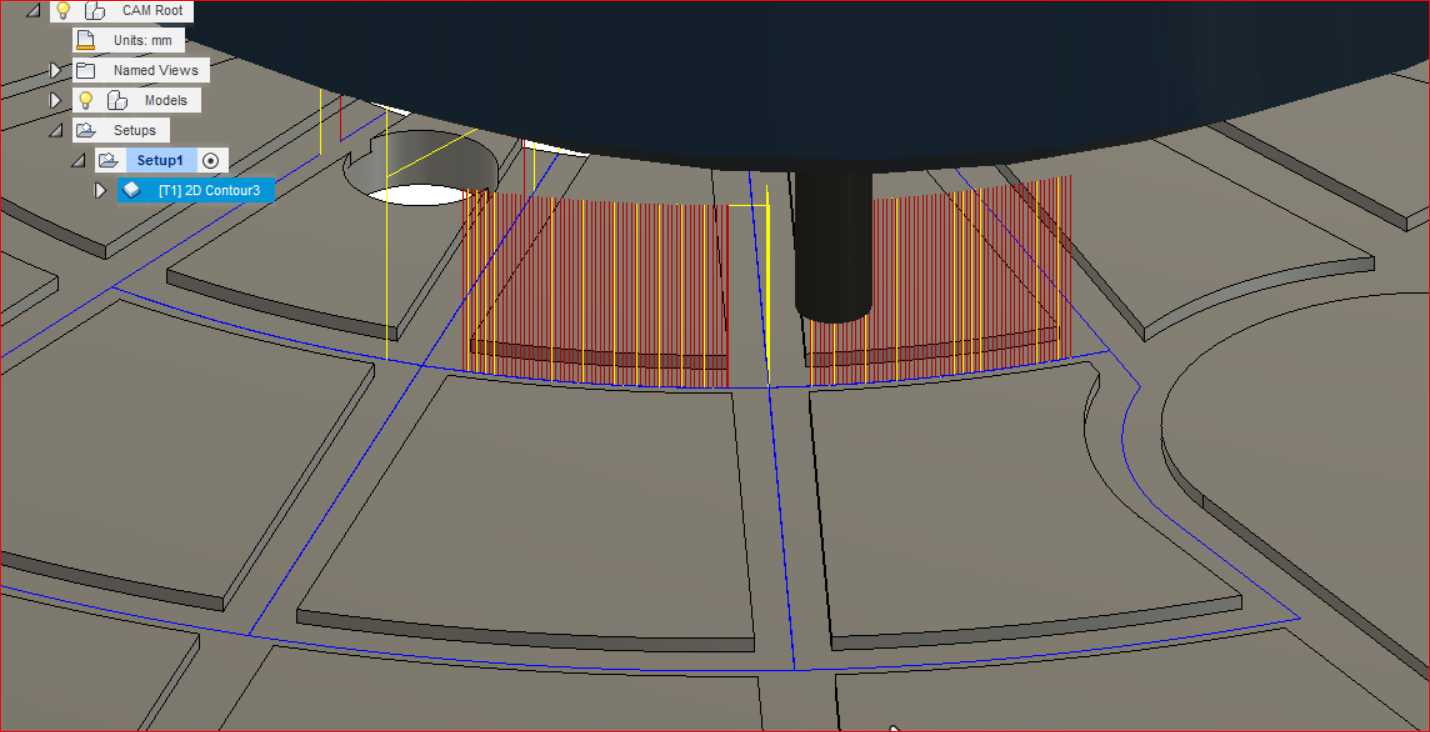
Elkiabáltam a dolgot. A "keep tool down" ki-be kapcsolásától csak kb. 1/3-ával csökkenti az emelgetéseket. A stay-down távolság növelése sem segít.
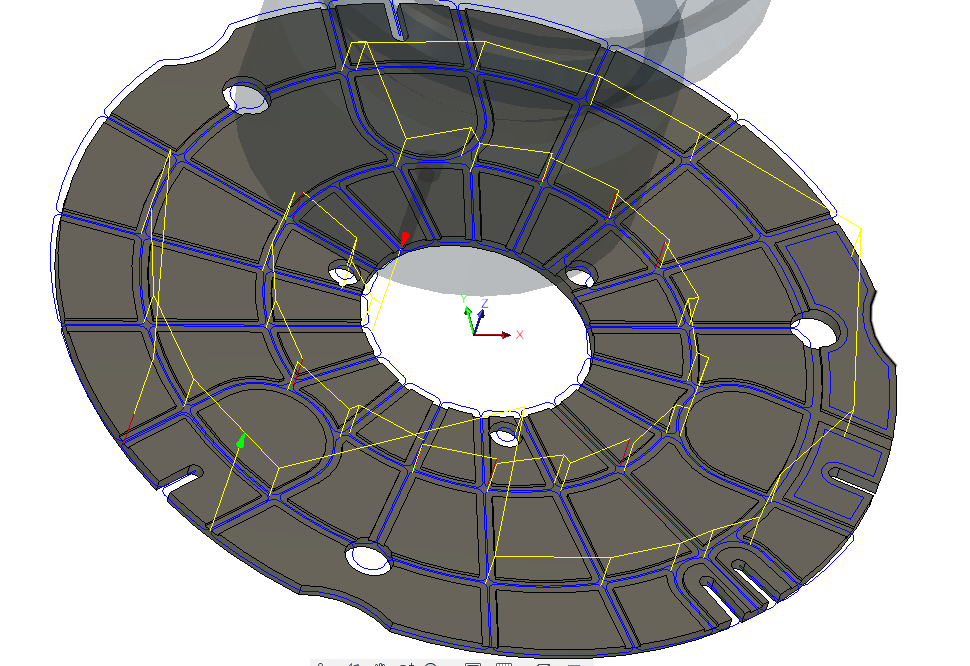
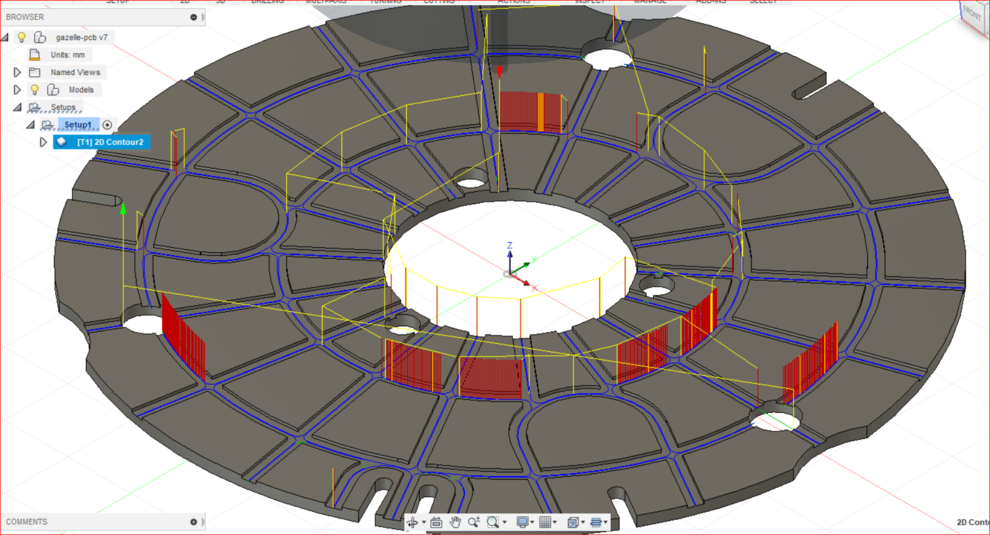
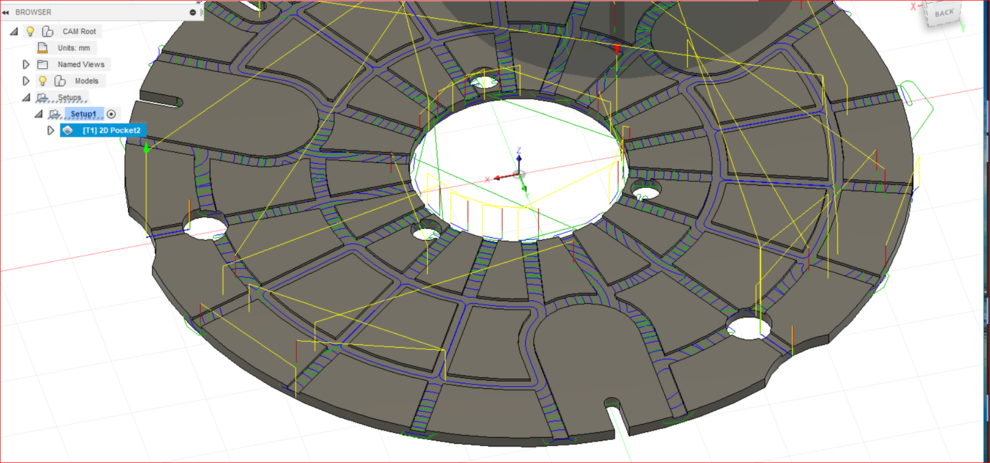
Most, hogy minden kontúrt kijelöltem, katasztrófa megint. Nem értem, hogy az egyforma körívek mentén mitől érez késztetést, hogy helyenként ugrálni kezdjen...
Azt sem tom, hogy sketch vonalai miért nem lettek feketék, kényszerezve van, a pattern is kényszerezte...szal ez magas nekem. Egy kép a sketch-ről és egy az új útvonalról.
Asszem lezárom a hornyokat és úgy próbálom pockettel,...most már mindenképp ki akarom kisérletezni a dolgot.
Na erre kíváncsi vagyok én is, mert csak pár perce keveredtünk haza, így nem sokat tudtam foglalkozni a szerszámpályával. Amúgy a sketch-be találtam egy csomó nyitott részt, azokkal is gondja lehet a Fusion-nek.
Basszus! A "keep tool down" -t kel bepipálni és mindjárt jó lesz. Egy óra múlva teszek fel majd képet a sketch-ről is, mert azon semmi hibát nem látok. Nem tudom, hogy amikor a modellről átváltok a manufacture módra, változik-e valami. Nem látom azokat a plusz vektorokat sehol.
A sketch is pofon egyszerűen készült, köröket rajzoltam, majd egy sugár irányú elemet, aztán circular pattern-nel szétszórtam.
Ne haragudj, nem tudok vele kisérletezni, mert a Fusion nem engedi megnyitni a fájlt. A hiba az én oldalamon van. Az Autodesk megszüntette az Appstore-ból való firssítés lehetőségét, az Autodesk oldaláról meg NEM TUDOK frissíteni 22-es csapdája...
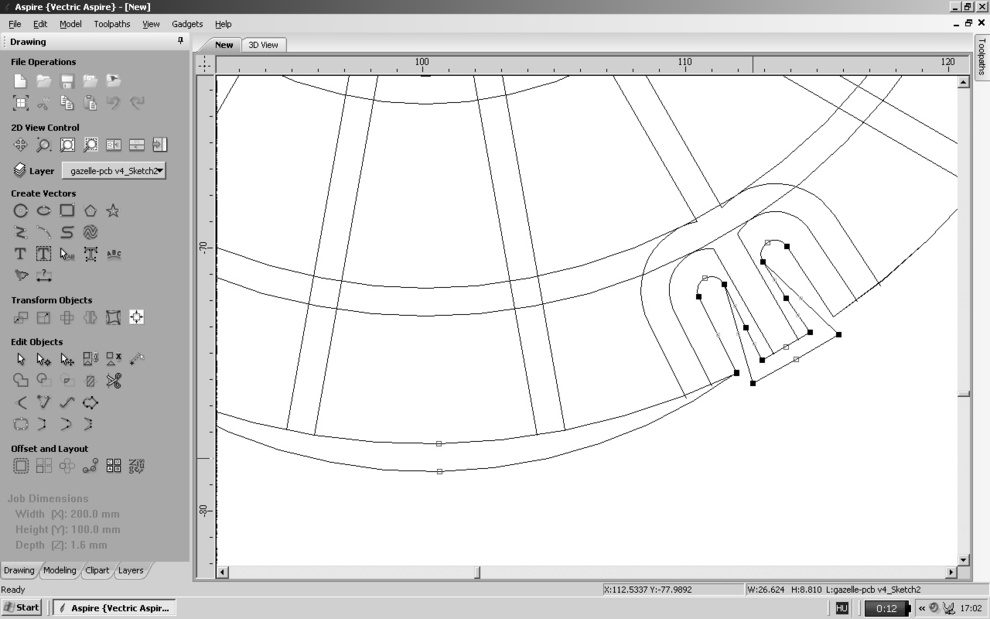
Szia zozo ! Letöltöttem, ránéztem. Hogy jobban látszódjanak a marópálya generálást akadályozó tényezők, Aspire-ben tudom szemléltetni legjobban. A marószerszám folyamatos mozgása csak egy folyamatos vektor mentén tud létrejönni az anyagban (jó esetben). Ha az sok-sok kis szakaszból áll... Színes kép. De van a másik képen, amikor dupla vektorok vannak. (véletlenül szürkében maradt a beállítás) Ez sem szerencsés. Nem néztem át a teljes rajzot, csak hirtelenjében ezekre kellene ránézni marópálya generálás előtt. Az én dolgaimhoz az Aspire még jobban használható mint a Fusion.
oks köszi, amúgy én is csak késő este kerülök Fusion közelébe. Nekem is az jutott először az eszembe, hogy a hornyokat zárttá kellene tenni, mert úgy sokkal könnyebb lenne rá szerszámpályát generálni. Na majd kísérletezgetek, talán megtaláljuk a megoldást.
Persze, szívesen, ez nem a Nasanak készül, megosztom és köszi hogy időt szánsz, szántok rá. Én még dolgozom, majd késő este leszek csak gépnél. Hamar a link és pár infó.
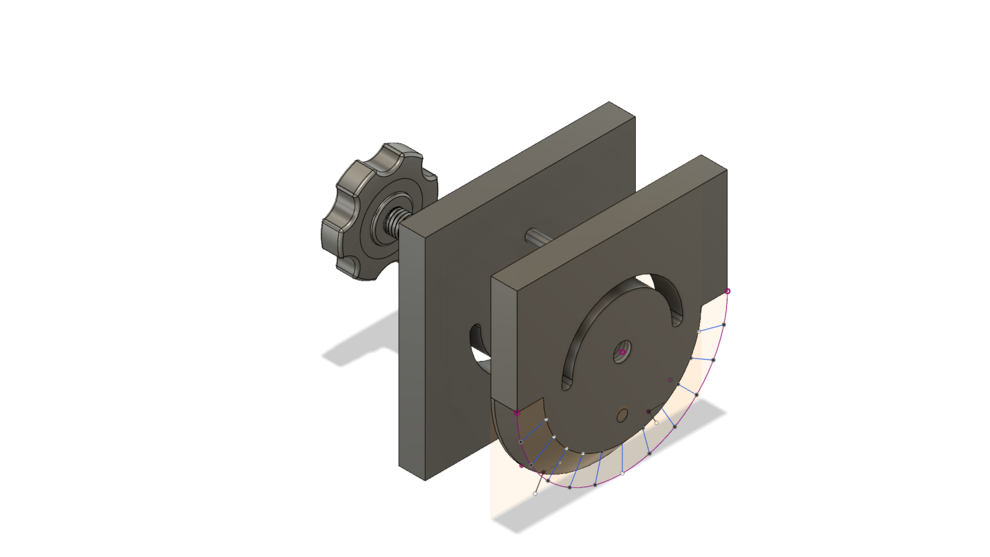
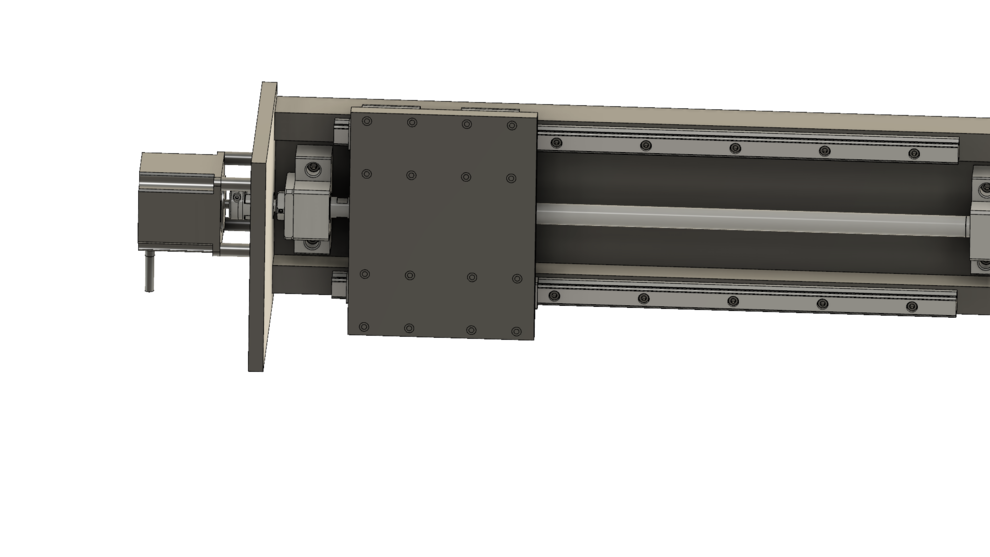
A hornyok 2mm-esek, szerszámnak 1.95-öt adtam meg, de 1.9-cel is próbáltam a végén. Nem változott. Ha "minimum cutting radiust" adok, akár 0.05-öt, akkor kihagyja a fele utvonalat, de nincs a sok függőleges mozgás. A leads-okat is kikapcsoltam. A stock méret körben +3 mm. Eddig jutottam tegnap este. Lehet, ha zárttá alakítanám a hornyok végeit, akkor menne pocket-tel is, de nem akartam rögtön alakítással kezdeni a kész rajzot. Köszi nektek előre is. (mellékelek pár képet is a setup-ról)
Segítene, ha beillesztenél pár képet a szerszámpálya beállításairól, főleg a “linking move” fülről, akkor lehet jobban tudna segíteni mindenki. Ha nem szupertitkos alkatrészeket gyártasz, akkor esetleg meg is oszthatod az alaktrészt F360-ban és akkor más is tudja próbálgatni lehetséges megoldasokat. Este szívesen ránézek, ha velem megosztod a modellt; engem is erdekel mitől lett ilyen sok mozgás Z irányban.
Én is ezzel kínlódok. Annyi felesleges szerszám mozgást tesz bele, hogy az valami hihetetlen. Az én lassúcska gépemen iszonyat módon megnöveli a megmunkálás idejét.
Na, kezdek idegbajos lenni. Rajzoltam egy ilyen nyákot, gondoltam, majd jól kimarom magamnak azt a pár darabot.
De nem tudok egyik 2D eszközzel sem normális toolpath-t csinálni. Valami 5let?
A pocket pl. keresztben mar, a contour 1000-szer emeli fel a szerszámot a köríven... szal nem tom mivel csináljam meg. Bárcsak rajzoltam volna 2D-ben, már rég kimartam volna a pycam-el
Ha a Fusion-t szeretnéd használni ilyenre mindenképp, akkor tudok fejleszteni egy olyan posztot ami tetszőleges 2,5D-s pályát "oszcillálna" neked az általad megadott paraméterekkel. Keress meg ha érdekes lehet számodra.
Marót tekintve én elégedett vagyok a kínaival, és a fogazathossz/ár aránya kb. hatszor jobb. Persze nem vágja földhöz az embert, majd lehet, hogy kipróbálom a datront. Végülis sokkal kisebb ütemben fogy a maró, mint gondoltam.
Csak kicsit olyan érzésem van, mintha vennék egy marha drága fémfűrész lapot, amin csak 5 centi fogazott rész van.
Aknai Gábor | 3191
2019-05-18 08:58:46
[1476]
Persze a Klavio a hazai forgalmazó, csak a katalóguslap miatt tettem be a német oldalt.
Előzmény: Horváth Csaba, 2019-05-18 08:47:22 [1475]
Horváth Csaba | 55
2019-05-18 08:47:22
[1475]
Maximálisan egyetértek, de ha jól tudom a német online shop-ban csak német adószámmal lehet rendelni. Én is innen rendelek...
Szerintem az F360-ban nincs ilyen funkció, de remélem tévedek.
Ha sok ilyet csinálsz, lehet megéri beruházni az Estlcam-be. Annak van ilyen funkciója. Az Estlcam-ben trochoidal milling (F360-ban adaptive clearing) funkció alatt trochoidal oscillation funkció néven állítható be bármilyen érték.
Üvegszálas lapokat marok kukorica maróval 3mm átmérő. A lapok 1,5-2mm vastagok, a maró fogazott része valami 10+ mm.
Tud valaki olyan opcióról, hogy a vágások során a Z tengely föl-le oszcilláljon pár mm-t a pálya vonalán haladva, hogy a vágóél egyenletesen legyen terhelve/koptatva?
Most váltogatom a programokat pár mm mélység eltéréssel, de kényelmesebb lenne valami ilyesmi. A pálya túl bonyolult, hogy külön görbéket rajzolgassak.
Remélem érthető.
Üvd!
roland7 | 632
2019-05-17 22:44:28
[1471]
Szép estét! Kezdhetek aggódni? Sehol nem találom az egy éves ingyenes hosszabbítást. 100.000$ alatti free regisztrációm van egyébként.
Pali79 | 711
2019-05-11 21:36:50
[1470]
Nem. Például ha van egy 12 mm mély kör alakú zseb, kimunkál belőle 4 mm-t, utána felemeli a marót és újra kezdi nulláról, de ott ugye már rég nincs anyag és csak a levegőben kavar.
Urak! Ha kijelölök egy kör alakú zsebet marásra, a G-kódot úgy generálja, hogy kimunkál belőle egy bizonyos mélységet és utána elölről kezdi aminek az az eredménye, hogy a levegőben dolgozik tök feleslegesen. Valamelyik opcióval kiküszöbölhető ez?
Pali79 | 711
2019-05-05 07:42:34
[1462]
De, de! A Te utolsó javaslatot az amit akartam, ki is próbálom!
Mert egy meglévő alkatrészt kellene módosítani és nem újat készíteni. De itt nem csak a kört kellene változtatni, hanem az egész alkatrészt meg kell nagyobbítani.
Akkor vegyél fel egy construct plane-t a furat középvonalába, aztán split body, utána move paranccsal elhúzod egyik felét, majd extrude paranccsal a másik face-ig ütköztetsz. Ezután újra egy test lesz.




 22-es csapdája...
22-es csapdája...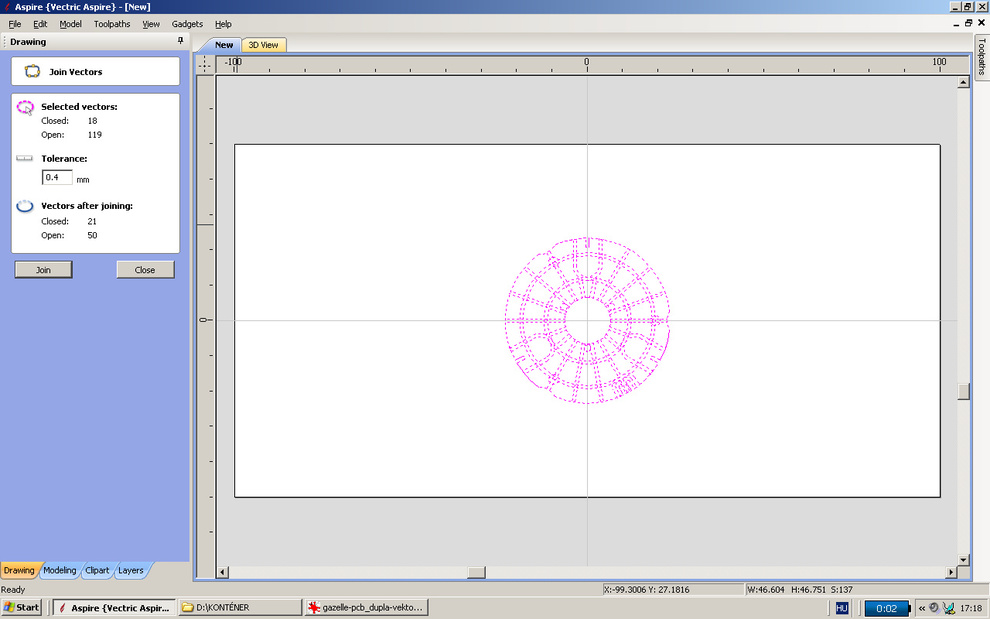




 .
.