Ha kell küldök neked présfogót kölcsönbe. De a Morek-nek van ónozott alu toldója (cikkszáma: MAH1035E10) . Szerintem jó lesz. Imbusz csavarral lehet meghúzni. Remélem jövőhéten rendelek belőle tudok belőle adni, ha megfelel.
Én "csokiba" oldottam meg az átmenetet alu és réz közt, kontakt zsírral kinyomva. Évente ránézek, hogy ették-e egymást vagy finoman lehet-e utána húzni.
Sziasztok. Nixie óra építésében, alkatrészek beszerzésében kérnék egy kis segítséget. Szeretnék építeni egyet az egyik ismerősömnek.... Köszönöm.
vjanos | 5568
2020-08-19 21:44:44
[44834]
Ma hallottam valami zümmögést az előszobából. Szerencsére. Nem bogár volt, hanem a villanyórától az elosztódobozba bejövő 10mm2-es alu vezeték a kismegszakító csavaros kötésében.
Gyorsan végig is néztem a hasonló helyeket, utána húztam minden csavart, ez az egy volt csak csúnya. Meglepődtem, hogy alu a fővezeték, minden más réz, 20 éves a ház...
Mi a bevált megoldás a bekötésre, van erre valami cél alkatrész? Vagy szokjam a gondolatot, hogy pár évente meg kell nézni a csavarokat?
csakyt | 544
2020-08-19 21:31:37
[44833]
Bocsánat. teljesen igazad van. Hegesztettem. Talán a forrasztás azért jött ki belőlem, mert elektroműszerész vagyok.
Előzmény: Arany János, 2020-08-19 20:23:15 [44832]
Arany János | 1422
2020-08-19 20:23:15
[44832]
Csak költői kérdés, légyszi ne vedd sértésnek! Forrasztottál vagy hegesztettél? Nem kötözködés, de ég és föld!!!
Miért lenne az fura, hogy szebb forrasztásokat lehetett az argonnal csinálni, több féle anyaggal, mint amikor még csak co-val hegesztettem. Ebben, mi a fura?
Nekem eddig a végeredmény nem volt rosszabb. Sőt. Több féle anyagot megtudtam hegeszteni vele. Az a baj, hogy nem tudom milyen huzal volt benne. Ezért kérdezem, hogy milyent érdemes venni hozzá.
Sok különbség árban nincs a corgon és az argon közt, szerkezeti acélra a corgont használom, mivel jobb mint a CO2. Miért is lesz rosszabb a végeredmény?
Meg lehet úgy is csinálni, mert a reteszhornyot oda vésed, ahova kell, de meg lehet csinálni két részből is , úgy hogy a reteszes részen legyen és forogjon el a tengelykapcsolat 4 furata, amit szorítóbilinccsel bárhova állíthatsz, és még a hosszát is állíthatod.
Keress egy darab vasat és esztergálj egy másikat. Szinte bizonyos hogy forgásszimmetrikus külsővel is jó lesz. A furat nem látszik a képen, de gondolom retesz horony lehet benne. Az is elkészíthető, de akár egy keresztbe fúrt kúpos szeggel is megoldható.
Ezt az alkatrészt hogyan lehetne megjavítani, a főtengelyt és a lenkerék generátort köti össze, spiáterből van. Vegyek alu forrasztópálcát, forrasszam meg majd felesztergálva rá kellene húzni alu gyűrűt, vagy csak fém ragastani kellene?
jani300 | 12314
2020-08-18 16:31:51
[44819]
Köszi , megnézem egy nyócas csavarral . De mivel változik a csavar külső átmérője ,cserés lesz az .
Horganyzott csovet koszoruld le es annak jo az SG2 huzal. Az amcsi szabvanyt hasznaljak, rozsdamenteses anyaghoz 304/308 huzal valo, savallohoz pedig 316. Biztosan tiszta Argonnal hasznalod?
Sziasztok Tanácsot szeretnék kérni egy co hegesztővel kapcsolatosan. Van egy Femig 160-as co hegesztőm. Jelenleg argon gázzal működtetem. Amikor megvettem ezt a gépet, nem tudom milyen huzal volt benne, és most, hogy kifogyott belőle, szeretnék venni egy olyan huzal tekercset, amivel rozsdamentes acélt is lehet hegeszteni, és horganyzott csövet is. Tudnátok javasolni valami huzalt ami ezekhez az anyagokhoz is jó? Köszönöm a segítségeteket.
jani300 | 12314
2020-08-17 15:50:44
[44814]
Köszönöm . De a csavar sértetlennek tűnik ,és mindha mángorlás hibás lenne befele csökkenő átmérővel . A hatszögek 17 és 19 , hát ezt nem értem ... A másik kettő csavar M11 és M14 nek tűnik .hihetetlen ...
Kicsi kínaiak sokszor megviccelni a magyar áldozatot, mivel nagy ámerika ország nekik nagy felvásárló piac, sokszor van az ilyen cuccokon collos menet, az eu importőr meg letojja magasról, az anyagminőség meg semmilyen. Már azon sem lepődnék meg, ha valami saját szabvánnyal állnának elő. Ha van a németeknek, japánoknak, nekik is simán beleférne.
Az este írtam ,megszakadt az anya egy kipufogó cső tágító menetes csapján az anya ,elsőre persze . Ez még benne is van a pakliban hogy vacak ,csakhogy a csavar külső átmérője 12,25. M12x1.25 Nek tűnt praktikusan ,de hát akkor mi is lehet ?
Tóth Görgy | 104
2020-08-16 15:06:12
[44809]
Szia! Nehogy vegyél ilyen gépet!!!!! Én csináltam és fele pénzből meg tudtam oldani...igaz volt egy régi fúrógép állványom..egy léghengerem(80x125-s)!! a többit hozzá készítettem és vette. Pl a hőfokszabályzót kapsz itthon is. Én még az elzárást is kis léghengerrel működtetem..:D kb 300 ezerből kijött!! A mai napig dolgozom vele és már réges rég visszahozta az árát!!
Néztem azt az oldalt, kétféle gép van ott, az egyik csak egy erős ragasztó pisztoly és fúró vagy marógépbe fogva használható. Ez elég ügyetlen megoldásnak tűnik. A másik viszont már túl komoly gép, pneumatikával. Nekem a karos asztali masina volna az ideális, mondjuk valami ilyen:
Ha profi függőleges gép kell akkor van magyar gyártmány is. Mondjuk kis darabszámnál nem biztos, hogy megtérül. fröccs A maszek cipzárasok használtak anno kis gépeket konfekcionálásra véglezárásra, de nehéz már ilyet használtan olcsón előtalálni.
Az biztos hogy ilyet többet nem veszek. Így legyen okos az ember. Pont azért vettem itthon egy helyről hogy ne szívjak vele. Erre csak megszívtam Mindegy ,levettem az átmérőből egy picit és most nem kottyan. jó lesz.
Évekkel ezelőtt, sokszor volt ez már téma. Elbaxott/hibás a kínai tárcsa mérete. A tárcsa átmérő utólagos esztergálásával/pontosításával, kivehető a kottyanás. Utána már...jó szokott lenni.
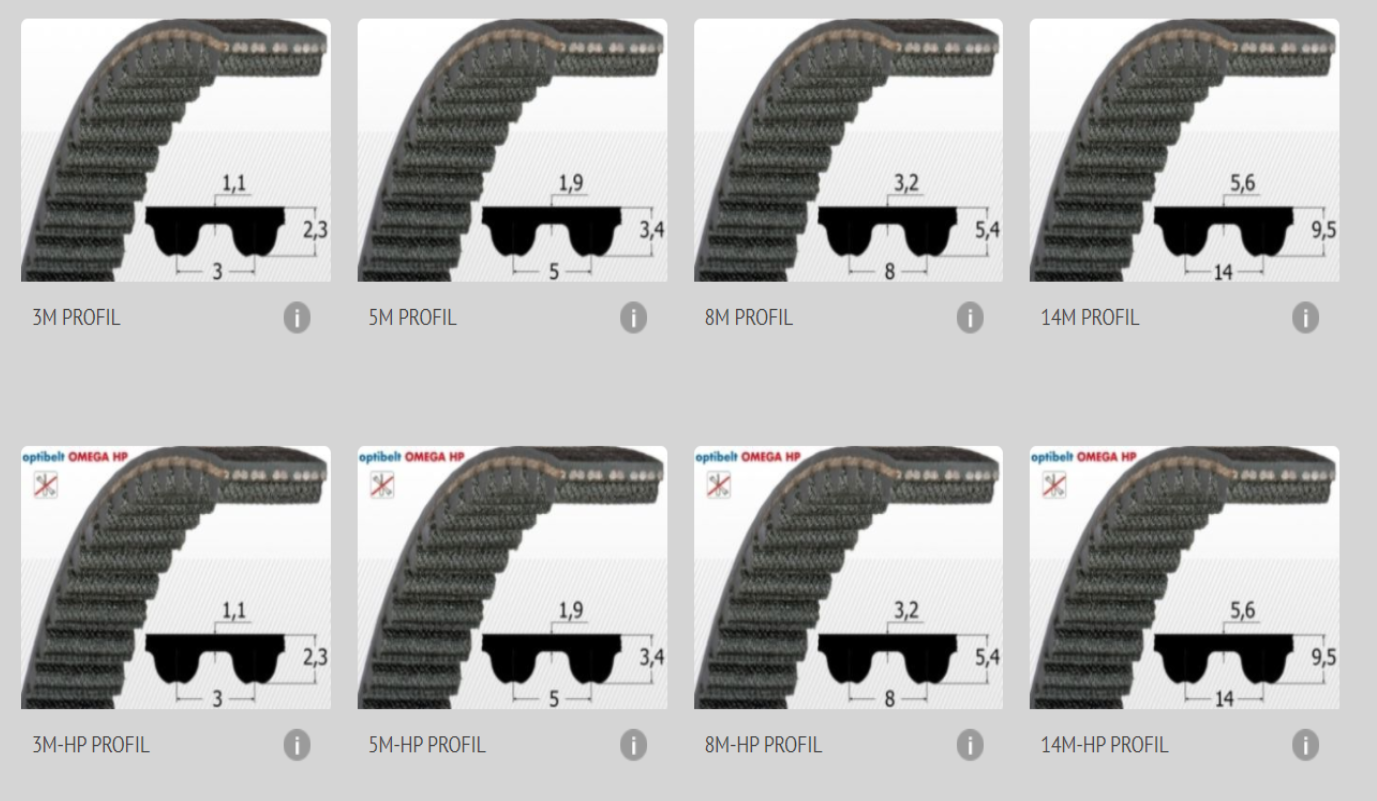
Most először használnék bordás szíjat. Nincs vele tapasztalatom. Minden fasza majdnem de kottyan a szíjnál a hajtás. Ez mennyire természetes? Ilyennek kell lenie vagy hibás a tárcsa mérete? T5 szíj és a hozzá való T5 ös tárcsa. Minden vadi újonan vásárolt, a tárcsa is a szíj is.
Sziasztok! Volna esetleg olyan székesfehérvári fórumos kolléga aki tudna segíteni egy 380v motor bekötésében és frekvenciavaltósitasaban? Motor frekivalto megvan. Privátban írj és megbeszéljük a részleteket!