Te meg árulhatnál fazekat. Mármint a 180-as CBN fazekat ami erre a célra kiválló...próbáltam. Ráadásul van egy két járulékos előnye: a "kő" nem, kopik, tehát nincsen kőpor csak HSS por ---azt meg egy mágnessel össze lehet kapkodni, régi bevált trükk, és a követ nem kell vágni, ami amúgy sem egyszerű. Tehát nem kell elszívó, a vizsgák lehetnének zárt helyen, azaz a zárthelyik zárt helyen.
Sose mèrtèl meg egy pinahajszàlat ?? Ha azt meg tudod mèrni akkor màr kezdessz tudni mèrni (amelett hogy puha mèg ovàlis is) . Volt egy esztergàlyosunk az legènykoràba minden szinut megmèrt , ő is hivta igy .
Én már sokadszor néztem!... A téma sokszor előjön kezdő, hobbi, autodidakta lelkes esztergatulajoknál, mint kezdeti nehézségek... Az jutott eszembe, hogy a sok Artcam stb tanfolyamhoz hasonlóan lehetne szervezni esztergakés élező tanfolyamot is profik által, ha valaki felvállalná... Lehetne Tali keretei között is. Nyers gyorsacél késeket hoznának a résztvevők, kellene egy kétkorongos köszörű amilyen mindenkinek elérhető, egy kis elmélet az elején, utána gyakorlat, majd próba egy ceruzahegyezőn ... Ha viszi mint a Misi gépe, akkor megkapja a 'Megfelelt' Hobbi esztergakés élező bizonyítványt! ...
Gratula a gépedhez!! Egyébként a legjobb úton haladsz, hogy kitanuld a késélezést, mert a saját kudarcok sorozata teszi igazán élvezetesé a sikert. Könyörgök Neked, hogy a "kéknyelű kést" felejts el, talán soha nem lesz rá szükséged. Ez ugyanis iparszerű megmunkálásra, nagyolásra való, böhöm gépekre. Az élezése sem kis feladat, sőt élesre ezt a vidiás kést megélezni elvi okok miatt sem lehet, tehát műszerész padra felejthető. A porkohászati úton készült lapkában az elemi szemcseméret nagysága több mikron volt akkoriban még amikor ezek készültek. Emiatt az élen elérhető minimális rádiusz is adott...azaz borotvaélesre nem lehetett megélezni még optimális körülmények között sem. (ez persze nem is volt cél a nagyolásnál) Az első késes fotódon nagyon jól látszik az él kiverődése, cakkossága aminek következtében nyomni fog és nem forgácsolni, bármit is csinálsz az előtolással vagy bármivel. A jó késsel készült felület jól forgácsolható acél esetében matt, egyenletes, beremegéstől berágódástól mentes. Az esztergával nem cél a fényes felület hanem a megfelelő méret elérése az elsődleges. Mivel műszerész esztergád van, ezért sokkal jobban oda kell figyelni a gép hangjára, rögtön elkezd sírni ha baj van. Kék késnél mindíg sírni fog, bármit csinálsz. Minél kisebb az eszterga annál spécibb késre van szükséged. A HSS köszörülést sajnos nem tudod megspórolni, mert manapság ugyan vannak mindenféle lapkás jó kések is de azok egyrészt sokba vannak, másrészt ....lásd Murphy: Az a szerszám amelyre szükséged van az pont hiányzik a készletből. (négy mühelyelv)
Sajnos a Turning oldalon bemutatott hss kés elkészítése nem egyszerű, sem a lapolások, de főleg nem a holker kivitelezése. Nekem szerencsém volt mert anno pár próbálkozás után egy szaki élőben megmutatta hogyan kell és mivel. Emlékszem olyasmit mondott, hogy ez nagyon egyszerű (neki) ...az a lényeg, hogy olyan legyen, hogy sehol ne nyomjon.
A rádiuszhoz: ha a géped gépi előtolása 0.1 mm-t visz akkor már egy 0.2...0.3 mm rádiusz is elég sima felületet ad, a feleslegesen megnövelt rádiusz kis fogásnál is már feleslegesen megnövelt forgácsolási hosszot eredményez aminek nem sok az értelme, főleg műszerész eszterga esetében. A multkoriban pont ilyesmi beszélgetés után (kéknyelű kés) dühödtem be és elkövettem EZT a hevenyészett videót ...hátha hasznos Neked. A videón látható késtipus egyszerűen elkészíthető, a lényeg hogy meglegyen a homlokszög pontosabban a kiadódó élszög. Sajnos a késélezés videóról nem tanulható, bár ki tudja?
Köszönöm a jótanácsokat! Azt írta valaki, egy másik fórumon pár évvel ezelőtt egy hasonló kérdésre, amely úgy szólt, hogy miért ilyen gyatra a simító fogás, hogy alacsony RPM-nél a kés felületére élrátét rakódik, amely nálam az A felületen nagyon jól látható is.
Jót mosolyogtam az iràsodon a tanàcsok ellenère szinte az összes bakit elkövetted . De igyekszel javitani s ez becsülendő . Megmutatom mièrt nem a jùtyùbrol kell tanulni esztergànyolni (hanem egy Csuhás konyvtàràban levo szakkönyvből) : a pasi a kèpen : a homlokfelület ès a mellèkèl közti ràdiuszrol magyaràz (amiben igaza van hogy nagyobb ràdiuszabb szebb a felület) de a valòsàgban az àltala hasznàlt kèsen a mellèkèlen van egy kb 0.6 X 45 letörés negativà tève a szoget ; aminek csak nagyon kemèny anyagon lenne èrtelme (megsúgom nem egyszerű azt sem jol megèlezni ès beàllitani). Azt írod : "Amikor leesztergálok egy fél tized mm-t egy C45-ös rúdról a kék késsel, akkor is durva marad a felülete, és arra gondoltam, hogy ezzel a technikával szebb eredményt érhetek el." Igen mert az eszterga nem köszörű !! A hagyomànyos esztergát nem arra terveztèk hogy màsfèl pinahajszàlnyit levigyen . Hiàba tekersz te 5 szàzadot a szànnak van tapadàsa orsonak rugalmassàga ès lehet nem megy semmit vagy levesz 12-15 szàzadot .
Ha akarsz esztàrgàlni kezd el a Motoros àltal linkelt kèst : http://turning.fw.hu/s004.html köszörülni rapidbol . Ez a kès az alap . Ha kezd hasonlitani tehetsz fel kèpet . Szerez be jo rapidkövet (fehèr vagy rozsaszin) durvàt (60-80) s finomat (150-180) , megèri . Csinàlj addig egy vidiakèst egyenes felületekkel (jo vidiakő szèp zöld , amivel a ràdiuszos kèst csinàltad az durva s a kès egyik felülete nagyon nem jó ; szted melyik ? ) .
Ha már ilyen kitartó vagy, akkor ismételd meg az egész procedúrát még egyszer(kétszer) -az előzőekben használt késekkel- úgy hogy NE csak a felületminőség, hanem a MÉRET is fontos legyen.
1. Mérd meg a kiinduló átmérőket mikrométerrel,(pl.27,24mm) majd próbáld meg az adott átmérőt leesztergálni névleges 27mm átmérőre..
2. Vagy a példánál maradva,próbáld ki így is.. 27,24mm >> 26mm. Természetesen mindkét esetben 1 fogással próbáld meg elérni a névleges méretet. Hogy ne érjen meglepetés, használj forgócsúcsot.
Meg fogsz lepődni.. a FELÜLET, és a MÉRET különbségeken, főleg ha az egyik esetben "szárazon" a másik esetben hűtő-kenő emulziót használsz. (akár spriccelve egy flakonból..)
Picit nagyobbnak gondoltam , a típusra emlékeztem . A C45 2000 fordulat átmérő 30 on , erre néztél már kés élettartam számítást ? Amikor olyan vékony szálú tök egyenes lilás forgács jön le e gépről ,akkor elég gyakran kell élezni . Próbáltam ,én is Nagy átmérőn . Egy komoly nagy gépen ,más ám dolgozni .
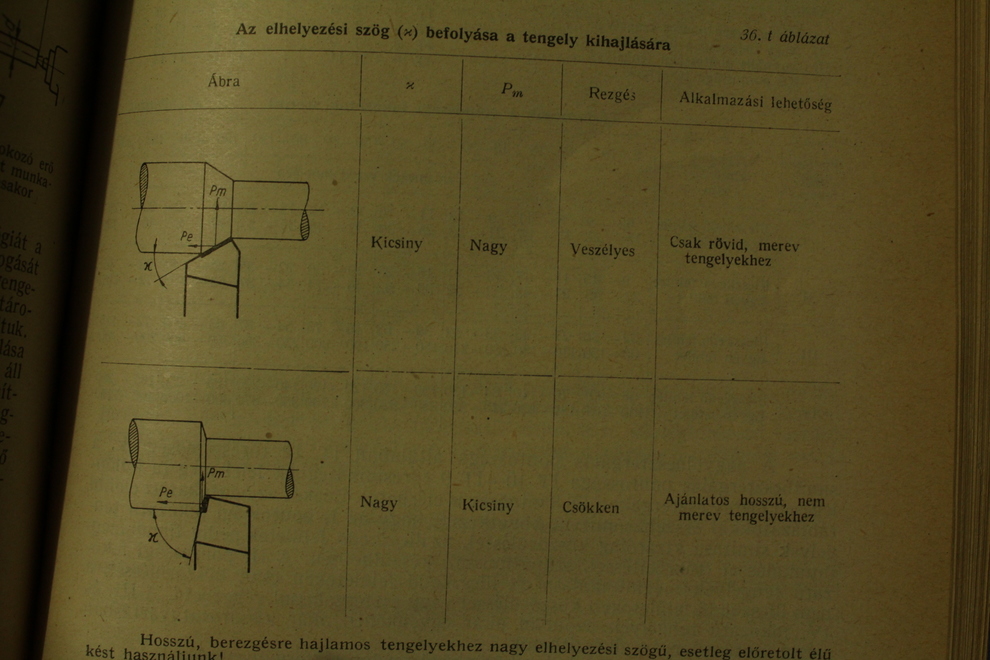
Találtam egy fejezetet a könyvemben. A képen lévő lenti késsel jobb eredményt értem el. Tehát ez az egész dolog (ahogy írtátok) a rezgés miatt van. (Bár nálam inkább a gép felépítése miatt, szemben az mellékletben írt hosszú tengelyekkel)
J-Steel | 1721
2017-11-25 20:26:22
[40745]
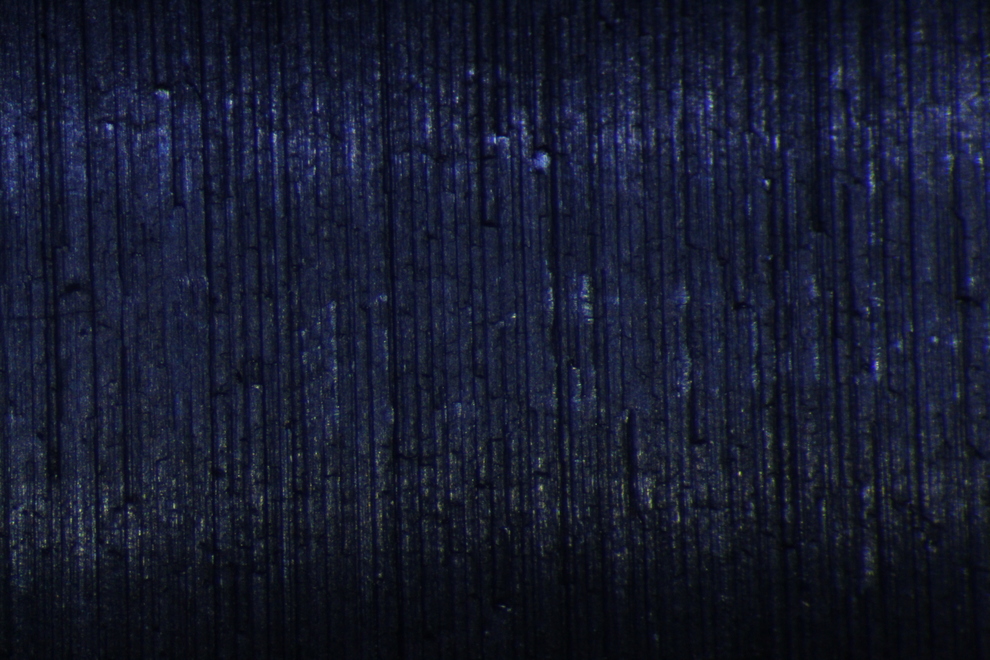
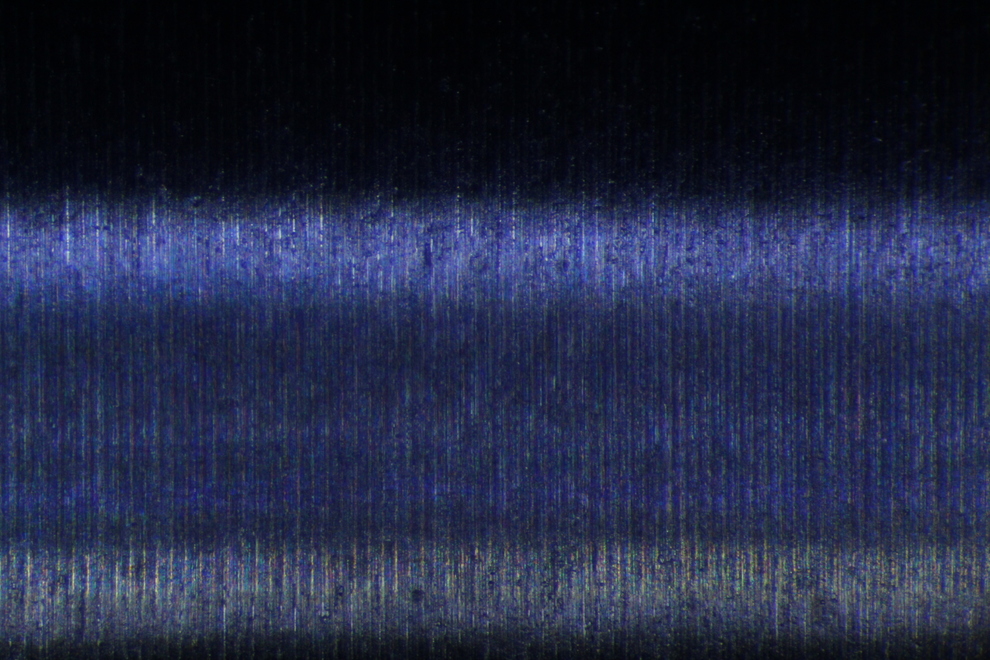
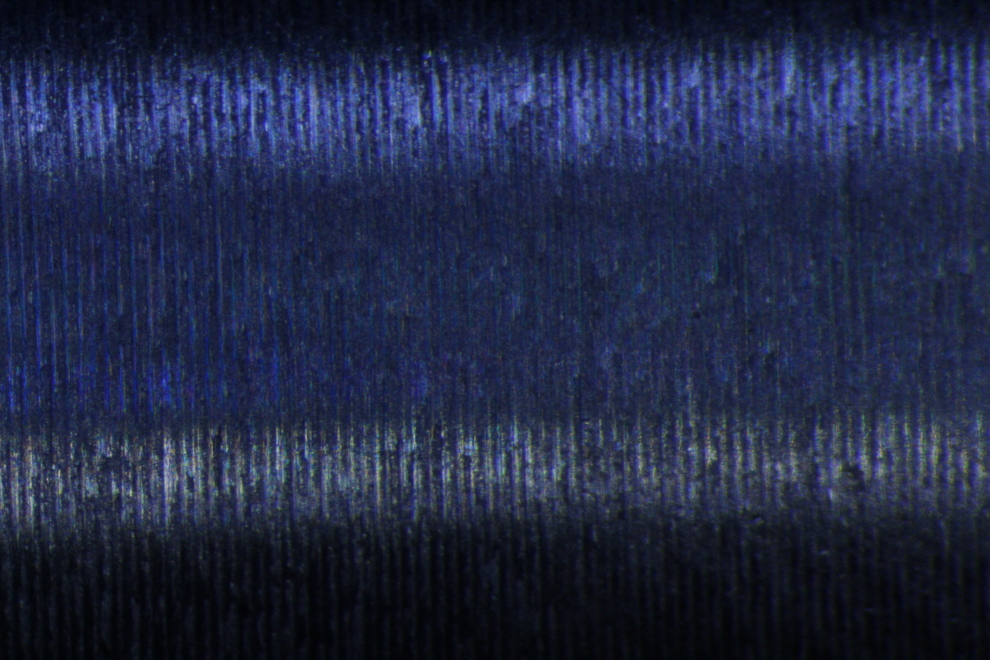
Készítettem mikroszkópos képeket. Képek sorrendben: A, D, F
svager | 1388
2017-11-25 19:55:37
[40744]
Most jobban megnézve látszik a sorminta a D felületen ami akkor keletkezik amikor a kés rezonál.
Ahol te szép fényes felületet látsz,ott valójában a kés nem forgácsolt inkább rákente a felületre az anyagot,ez abból is látszik,hogy ahol megállítottad csak túrta az anyagot. Egyébként nem csak a késen múlik hanem az anyagon is,hogy milyen lesz a felület.
Szerintem az tiszteletreméltó, aki bevallja a negatív eredményt is. Nekem most ez született. A próba beigazolta. Feldobott viszont más érdekességet. Ezt kell értékelni és nem az embert magát.
Kedves J-Steel! Bár én ezen a konkrét fórumon új tag vagyok, azért megjártam már egymást. Végigolvastam az elmúlt pár napos okfejtésedet, amikben lényegben segítséget kértél, majd megmagyaráztad hogy de az nem úgy van, ahogy mások mondták, mert jó lesz ez, és jé... nem lett jó. Nagyjából végigolvastam az elmúlt 600 oldalt, és azért észrevettem, hogy több hozzászóló is eljátszotta ezt, hogy lényegében mások bevonásával, de önmagával vitatkozik, a helyeslő válaszon kívül mást nem hagy annyiban.
Persze kérdezni szabad és kell, azért van a fórum, én is fogok még kérdezni, valószínűleg butaságokat is, amiket már rengetegen tettek fel, de ha már esetleg többen is egybehangzó választ adnak, akkor tudomásul illik venni, hogy valószínűleg úgy van, esetleg tanácsot kérni, és lezárni az adott eszmefuttatást, nem magyarázni hogy de könyv, meg videó, stb alapján mégse úgy.
Nem mintha emiatt bárki megsértődne itt, ne vedd nagyon személyesnek, csak én eddigi fórumos tapasztalataim alapján ezt gondolom építő jellegű tanácsnak.
Teszteltem. Nem úgy alakult ahogyan szerettem volna.
Először is: kis fordulaton mindegy milyen késsel esztergálok, mindig érdes lesz a felület. Sajnos megjelennek a körkörös mélyedések, amiket csiszolópapírral sem tudok eltűntetni.
A felületi simításkor nem használok hűtést. Látva, hogy a tegnap készített kés sem segít... .... megemeltem a fordulatszámot és azt tapasztaltam, hogy az érdesség mérséklődik. Akkor átkapcsoltam maximumra ami nálam 2000RPM. Szép lett a felület, még nem 100%os, csak szebb mint eddig bármikor a frekvenciaváltó viszont leállt, mert nem bírta a terhelést max fordulaton. Ekkor visszaváltottam a hegyes késre Azzal még szebb lett. Így végül ennél a késnél maradtam. Közben tönkrement az álló csúcsom a nagy fordulaton (a hőtől kitágult a munkadarab és benyomta). Akkor azt javítanom kellett, mert nem volt a munkadarab centrikus többé.
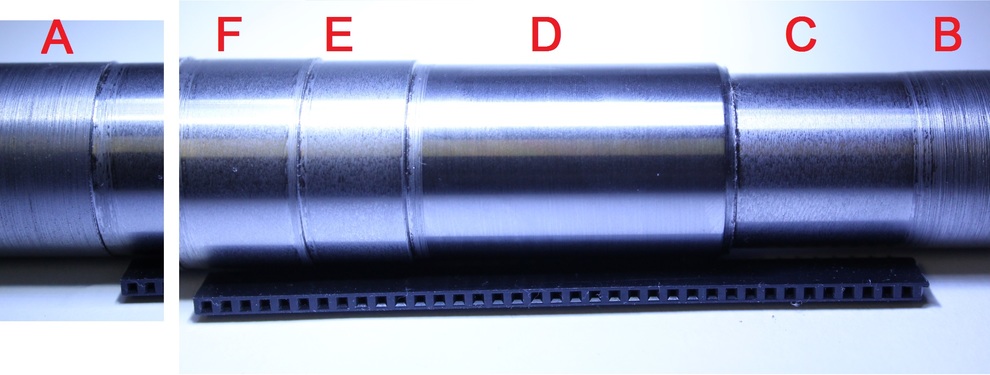
Végül a csatolmányban lévő eredményt sikerült elérnem. Mindegyik a hegyes képen lévő késsel készült. A fordulat 2000 RPM körül volt. A képen a jelek:
A - Ezt még tegnap esztergáltam alacsony forulaton, itt fogtam be a tokmányba az anyagot.
B - Ide nem fértem hozzá a csúcs miatt ez is alacsony fordulatos (próbáltam csúcs nélkül simítani, de ugyanolyan maradt)
D - A csúcsjavítás után az első simításom. A forgács égett, amikor a forrasztott lapka leválaszotta. A kés éle szinte merőleges volt az anyag felületére. Ez lett a leggyönyörűbb.
C - Itt a palást kezdete nem egy mélyedésből indult, ezért valahogy nem lett olyan szép mint 'D'. Amiután lakatot kapcsoltam, a keresztszánt picit tekertem, hogy legyen fogás.
E és F - Egyszerűen nem értem miért nem sikerült D minőséget elérni. Lehet, hogy D tompította a késemet?
D- nél az a gyanúm egyébként, hogy egy erős nyomást is kifejtett a kés, mert amikor a lakatot kikapcsoltam süvített.
2000 RPM-nél egyébként eltűnik az a rezgés (búgás), ami 1500-nál még érezhető.
jani300 | 12314
2017-11-25 08:32:29
[40739]
Úgy jártál mint én a hegesztésemről felrakott képemmel A 2000 fordulaton átmérő 30 nál csodálkoznék ha nem remegne . Próbálgatni kell , anélkül nem megy . Lehet széles késsel is simítani , kis fordulaton . Ékszíjtárcsa oldalát pl. ,telibe a legkisebb fordulaton (csak láttam) . Kis proletáron , szép lett a felület .
Aki a tokmányokban jártas segíthetne nekem. Van tokmánypofám ami puha pofa a Tos tokmányba belemegy de a megvezető ami az oldalába van a tosnak 8mm a pofának viszont 10mm széles akkor ez milyen tokmányhoz való? A 250-es tosba beraktam, szépen végig megy de lötyög tehát a többi mérete passzol. Lengyel(ha jól tudom, mert már elég kopott) tokmányom is van de annak meg 12mm ez a megvezetője.
Úgy látszik hiába nézegetted a késélezős videót, semmit nem tanultál belőle. Ennek a késnek minden éle és lapja rosszul van köszörülve. A felülete iszonyatos, a rádiusz bődületesen nagy.
Azt írja a német fémtechnológiai táblázat könyv, hogy - kék (p) jelű késsel finomolás 350 m/min fordulattal max 0,07-0,3mm/ford előtolással.
Nálam a legkisebb előtolás 0,1mm/fordulat Tehát D30 esetben a kerület d*pi=0,094245m így az elméleti max sebesség Vc/K=3713 RPM A gépem 125-ös tokmányú három fázisú 750W-os motor frekiváltóval (- ezt szerintem még nem is tudjátok mert nem említettem), tehát a tokmány elméletileg tudja ezt a nagynak mondható sebességet, de én úgy variálom az áttétet, hogy ennek felével fogom, hogy nyomatékom legyen tartalék.
jani300 | 12314
2017-11-25 00:56:55
[40734]
Kíváncsi vagyok . Milyen fordulatra gondolsz átmérő 30 anyagnál ?
Nem akarlak elkeseriteni de nem frankó,a homloklapod nem sik,a rádiusz marha nagy és nincs forgácstörő. Ha forr lapkás kést akarsz köszörülni akkor minimum egy sziliciumkarbidos kő kell és utánna lehúzni gyémánt tárcsán.
Van ilyen kés száram is de balos,majd jó lenne bele lapka öntvényhez. Igen,más egy nagyobb jól lehúzott kövön köszörülni,nekem sincs nagy köszörűm csak egy Evig 175ös kétköves Magyar. Bizony sokszor sok idő elmegy egy rapid kés kiköszörülésével. Úgy látom te jobban otthon vagy a lapkák terén,néznél nekem az alin Dcmt11t304 et?
Uhh, én pont ilyet szeretnék használni, de mivel nem csak a váltólapkát kell megvenni, hanem a tartót is, ezért nincs rá pénzem. (Az elmúlt hetekben/hónapokban más dolgokra kellett költenem így nem maradt pénzem.)
Ugyanakkor az is igaz, hogy főleg azoknak, akiknek a legjobb lenne a HSS kés(kezdők), nem tudnak, vagy nincs eszközük a megfelelő élezéshez. Persze a suli tanműhelyében nekem is "könnyű" volt a 300-as, 5cm széles kövön tolni a jobbnál jobb rapid szárakat, de mondjuk a műhelyben nekem is egy kicsi 125-ösöm van jelenleg, azon meg igen nagy elhatározás kell, hogy tudjak rendesen élezni. Vídiát még SiC kővel se élezek, mert nem éri meg a szenvedést. Szóval a hss mellett beszereztem még pár váltólapkás kést is, azokba is olyan lapkákat igyekszek válogatni csájnából, amik homlokszöge nagy, "ékesek". Nekem eddig beváltak, bár nem a legolcsóbbakból válogatok. Nem tudom szabad-e linket ide betenni, de ez például eléggé bevált lassú sebességeken is, mindenre. Kár, hogy már nem lehet kapni: Lapka- Ali Jó kis hullámos az éle,nem élszalagos, szépen forgácsol, szerény tapasztalataim szerint.
Szerény véleményem hogy amihez csak lehet rapidot (hss) kést használj,nem tudom milyen géped van de felesleges "puhább" anyagoknak vidia. Sokan divatolnak a váltólapkákkal is,én is használok de csak azért mert kaptam pár dobozzal és csak keményebb anyagokhoz használom,mert bizony nagyobb forgácsoló erő szükséges hozzá. Minap egy menetlapka dobozán akadt meg a szemem,miszerint 80-180m/min vágósebesség ajánlott,ki lehet számolni ez egy pl M20 as menet esetén mennyit jelent,1200-s fordulat,tehát nagyon nem hagyományos gépekre való,már kérdés hogy sokan használják. Szerintem sok mindent meg lehet oldani rapiddal csak tudni kell köszörülni,évek alatt már kezdek ráérezni de még mindig van bőven mit tanulni,lesz is még élek. Multkorába vettem jónéhány forr lapkás 10 es furatkést,mind be volt köszörülve,bedobtam és csak pislogtam hogy milyenre töri a forgácsot,enyém is törte de nem olyan profin,elkezdtem egy újat kiköszörülni de jópárszor megtettem az utat a pad és a köszörű között mire ugyan olyan lett,mire elkaptam minden olyan szöget hog ugyan annál az anyagnál ugyan úgy viselkedett és ugyan olyan profi apróra törze a forgácsot na és a rádiusz is megfelelő lett,nem sok mert kis vékony kés berezeghet ha nagy a rádiusz. Szóval iszonyat sokat számit hogy milyen késsel áll neki az ember bárminek is.
Megnézve újra figyelmesen a videót az látszik hogy a jóember az alábbi kés rajzon szereplő hátfelület és mellék hátfelület között kialakuló éllel forgácsol. A hatás olyasmi mintha egy gyalugépen szinte a lökettel párhuzamosra állítanád be a forgácsoló élt. Majd holnap kipróbálom a dolgot, nyilván van valami nyűgje, mert nem terjedt el a világban..
jani300 | 12314
2017-11-24 20:20:08
[40724]
Kis gépen ,kezdőként ,könnyebb az élet gyorsacéllal . Nekem is ezt mondták . Ha edzett csapágyakat esztergálsz az más persze .
Nem vagyok profi ,ezt tudni kell ! De egytizedet nem is olyan egyszerű levenni . Többet vagy kevesebbet sokkal könnyebb Nem csak az számít mennyit tekertél a nóniuszon .
 mindjárt leesek a székről...
mindjárt leesek a székről... meg a sünit is
meg a sünit is