Szia! Nehéz így név nélkül ismeretlenül.Ha kitöltötted volna az adatlapodat,vagy egy részét legalább,és kipipálod engedélyezed,akkor valószínű többen is segítettek volna. Jó kis gép,de kérdés mit szeretnél vele?Átépíteni CNC-re? Vagy hagyományos esztergaként? A legjobb,és biztosabb,ha elmész és kipróbálod,ha van rá lehetőség.Ha ez nem megy akkor ismerőssel aki már esztergált elmentek és ő kiértékeli neked. A képránézéssel megállapitott állapot az nálam sem jött be. Azután nem tudjuk mennyire tartják azt a gépet,lehet megér annyit. Mennyit szánsz rá?Ezt viszont neked kell eldönteni. Ha láttad a Hirdetés figyelőt ,egy EMU 200-as amit hagyományos esztergaként többre tartok mint ezt a gépet,200 körül adják ha jól emlékszem. Hirtelen ennyi jutott eszembe.
A segítségeteket szeretném kérni. EMU 200-as esztergához keresnék cserekerék garnitúrát, vagy legalább 1db 80,84,vagy 100-as kereket a hozzávaló menetes szorítóval. vennék még 125-ös hárompofás tokmányt, vagy ha valakinek kell 200-as tokmány menesztő tárcsával együtt, szívesen elcserélném.
Előre is Köszönöm!
Üdv: Sándor
HJózsi | 3862
2017-11-29 23:50:43
[40868]
A modell motorokat inkább arra kell használni amire készültek. Ezeket a "dióba zárt kilowattokat", hogy egy klasszikusunkat (Tibor45) idézzem, igen sajátosan számolják, nem hozzák azt amit várnánk tőlük mint pl. egy ugyanolyan KW-os asszinkron motor ami az esztergákon van. CNC esztergához, ha feltétlen pontos fordulatszám szabályozást szeretnél, akkor szervó motort használj a főorsóhoz, ami lehet DC szervó, AC szervó, vagy BLDC szervó, amit hajthatsz sebesség, vagy pozíció szervóként is. A gyári CNC gépeken is szervó motorok a főorsó motorok, vagy a főorsón van encoder vagy valami jeladó. Én már használtam DC szervó motort a kis megcncsített ceruzahegyezőmön, most egy BLDC szervó motor van rajta. 400 W-os mindkettő, bőven elég acélhoz is. DC szervó vezérlőt kétfélét is használtam és bizony a 80-as tokmány hamar megmutatta, hogy tehetetlenségi nyomaték is van a világon ( nem csak fordulatszám ) ami lassításkor például túlfeszültségben jelentkezik a vezérlőn, ami ha már túl nagy a FET-ek veszik a kalapjukat és némi fény plusz hangjelenség kíséretében távoznak ... Szóval ennél a változatnál további kiegészítő áramkörre volt szükség a vezérlő megvédésére. A BLDC vezérlőm az egy jó konstrukció abban már van ez a túlfesz levezető védelem lehetőség. Nem írtad, hogy mit használnál vezérlő sw-nek. A Mach3 és a LinuxCNC jöhet szóba, én az előbbit használtam az utóbbi tervben van. Érdemes lehet akár mindjárt a LinuxCNC-vel kezdeni, annál ugyanis meg van oldva a fordulatszámtól független szinkron mozgatása a vágószerszámnak, azaz egy közönséges asszinkron motor + frekiváltó-val is el tudod érni a kívánt eredményt! A Mach3 Turning magyar leírásából sokat tanulhatsz a megvalósításhoz!
Üdv! Bocsánat ha kicsit off a téma de az adok veszek rovatban csak hirdetni lehet ármegjelöléssel én meg a szakik véleményére lennék kíváncsi,hogy mennyit érdemes adni a képeken látható Vagép Kes-100 típusú (Dávid) esztergáért cserefogaskerekekkel + a képeken szereplő kiegészítőkkel stb?
Úgy döntöttem, hogy 5.5-ös előtolást állítok be. 1,75-ös modulú a csiga, ami 5,497mm-es emelkedést jelent. 7 menet után ez 2 század eltérés. Azzal tudok élni.
Ha csigàt akarsz menetelni akkor modulmenetet kell vàgni (ès nem előtolást) . Modulmenetethez mindig cserekereket kell cserèlni !!( E400 , bulgàr ,romàn stb ; lehet TOS van olyan ahol nem ) tehàt ha nem tudod mit s hogyan el se kezd (kb 2-4 ora volt kicserèlni a kerekeket s ELLENŐRIZNI a menetet). Nem tudom milyen kinai eszterga az de igentesen hasonlit az E400-ra :
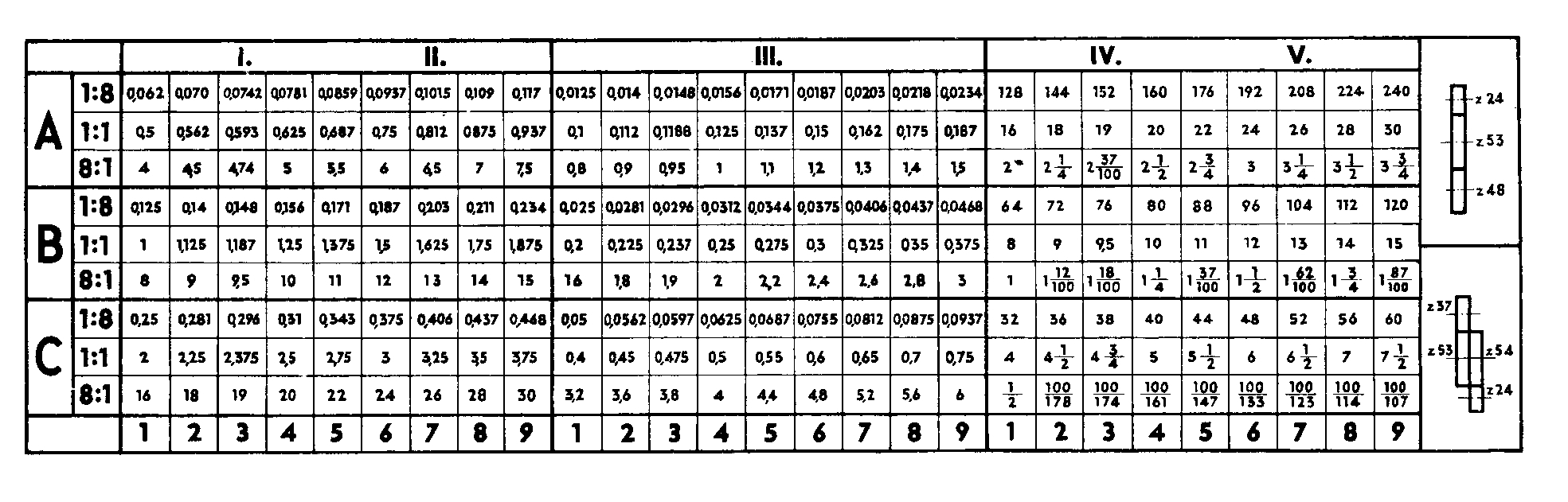
Adott egy kínai eszterga amin keresem a modulo előtolást. Gyakorlott szem talál tud nekem segíteni.
Az tábla három részre van osztva, balra (gondolom én) a metrikus előtolás, középen nem tudom mi, jobbra a colos. (a colost nem fotóztam). A kérdés az, hogy lát ezen a táblán valaki moduló előtolást? Azt nem értem, hogy baloldalt a metrikusnál miért ír egyszer h/mm-t utána meg h/pi-t? Ha már itt vagyunk, esetleg valaki tudja, hogy a középső részen milyen előtolás van? Sajnos nem teljesen látszik.
Köszönöm a segítséget előre is?
lovas gyula | 1877
2017-11-29 08:34:42
[40858]
Mekkora méretekben gondolkodsz? A felhasználás módja nagyban befolyásolja egy gép tervezett méretét.
Ismerem Jan Sverge-t. Fantasztikus dolgokat csinál. Hihetetlen méretű gránit asztala van. Láttam már ezt a videót, de eszembe se jutott, hogy nálam is ez lenne a megoldás. Sajnos a köszörülés esélytelen, mert nincs hozzá eszközöm. A faluban van egy síkköszörűs, de pár napja voltam nála és azt mondta, hogy annyi munkája van, hogy februárig 5 perce sincs, hogy ilyenekkel foglalkozzon.
Ezen a fórumon pont egy ilyen hántolót szedett szét valaki. Lejjebb vannak a képek, újra feltöltötte őket. http://www.practicalmachinist.com/vb/general/biax-7el-assembly-repair-198462/
Csatoltam képet a gépről. Szerintem ezt valaki már köszörülte. Nem érezni kopást a felületen. Nem akad meg semmiben a körmöm. Egy mély horony van, de nem tudom, hogy mitől lehet. Viszont ha valaki le is köszörülte előzőleg síkba, nem gondolt arra, hogy hézagoló lemezt rakjon alá. Lehet, hogy elég ha csak ezt megcsinálom és máris használható.
Üdv ! A lemezhajlítóról azét talán még elférne valahol egy kép Én műhelyképet most nem tennék fel De ez ismerős , hogy mire kétszer elmegyek valamiért ,akár meg is csinálhatom már akkor . És vannak gazdaságtalan munkák ,amit el sem vállalnak .
Szia! Tulajdonképpen én öreg léghűtéses autókat -VW bogár, busz -újítgatok,magamnak. Csak elegem volt kivárni , hogy valami célszerszámot, lehúzót.- a ziknizőhöz görgőt stb.legyártassak. Így maradt a " magad Uram,ha szolgád nincs " elv.Saját gépparkot csináltam . De ha már műszaki restaurátor vagyok ,akkor a gépek is olyanok legyenek mint egy oldtimer jármű. Így senkinek nem kell könyörögnöm. Az angolkerék görgöje nem s.k., csak a váz. Újat kell csinálnom, mert nem elég kemény.A motoros zikniző is s.k. Meg van élhajlító. meg hengerítő,meg nyújtó- zömító kicsi-nagy,homokszóró.20T prés amiket mind én csináltam.Na ,de ez Eszterga fórum.
Kösz a pontos leírást. Adott esetben egy összefüggő masszív de nem mély rozsdáról van szó. Lehet, hogy egy esztétikai hántolás is kellene és akkor olyan jól nézne ki mint az M1 maród asztala.
Köszi! Az enyém 1200rpm és talán 200 watt A fordulat az a kimenő fordulatot jelenti,sajnos ezt nem tudtam és belefaragtam egy kis servo motort ami 60v 1400 rpm. Kicseréltem a fogaskereket is benne mert a gyárival nem lehetett összerakni,és mikor bekapcsoltam csak éppen vánszorgott. Mint kiderült az eredeti motor 10500-11000 körül forog,és ez van leáttételezve. Néznem kell valami fordulatszabályzós kisebb teljesítményű gépet aminek a motorját rá tudom faragni.
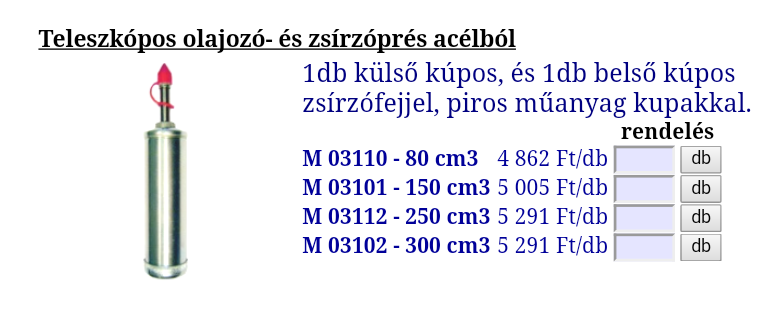
Szia Laci! Igen innen vettem a Zolvik Kft-től. Akkor sárga műanyag sapka volt rajta. Két fejet adta hozzá. Gömbfejű szemhez és a homorúhoz.Teljesen cseppmentes.
Nagyon szépen köszönöm! Le is mentettem. Majd megnézem, hogy van e ilyen anyag a vastelepen.
Terv, hogy szétszedem a gépet és újra zsírozom. Eléggé ütött, kopott. A szerszám befogónak is van játéka rendesen. Igazából most fogok először életemben ilyen gépet a kezemben, ezért fogalmam sincs, hogy mi számít kopottnak és mi a normális. Majd kialakul.
Még egy 42 Voltos trafót kell kerítenem, aztán mehet a próbaüzem.
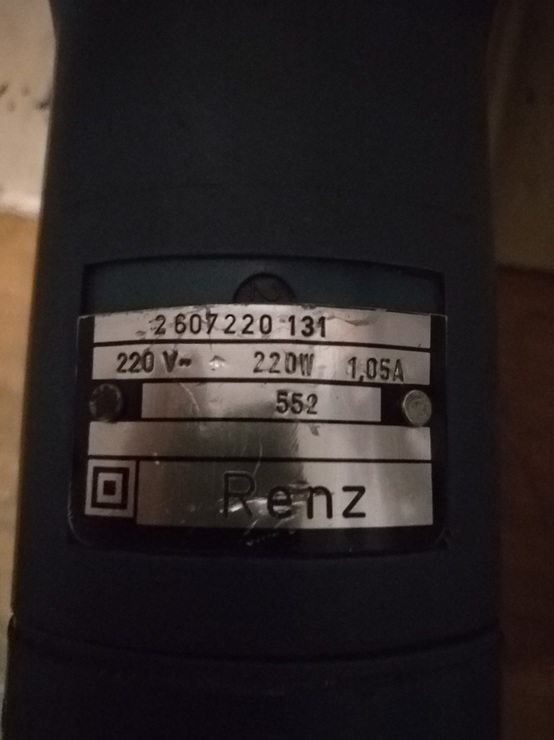
Szia! Megjöttem! Lefényképeztem. Ezt a hántolót a svájci Scintilla, majd Renz gyár szállította a Boschnak. Azóta megszünt a gyár. A fordulatszámot nem mutatja, csak a teljesítményt. Amit az interneten találtam az 0-1600 fordulat. Az enyém nem szabályzós.
Hát kérlek,meg adod a módját az biztos A 4. Képen látható olajzó (nem a piros) milyen nyomást tud? Pár napja jöttek meg a beütős olajzószemek,van amit már be is tettem a helyükre,ezeken kell majd átjuttatnom az olajat,egy kis fejet akarok majd csinállni hozzá,egy kis csövecske ami kilép egy henger alakból,cső körül O gyűrű a csővég pedig szögben elvágva.
A Bosch adattáblájáról kérhetek egy fényképet? Igazából a fordulatszámra meg a teljesítményre vagyok kíváncsi. Van nekem is egy BIAX,a régi típus,csak a motor behalt rajta, és kellene valamilyen másik motort faragnom rá.
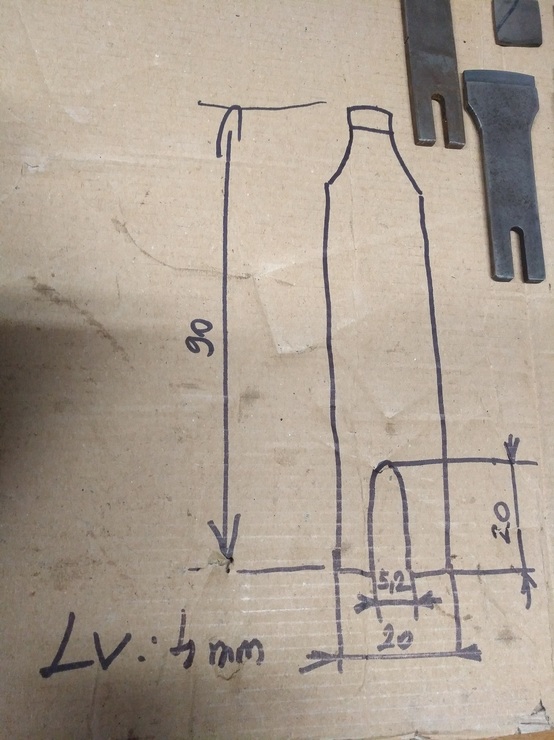
Próbáltam lerajzolni. Remélem látható lesz. Azért, ha lehet ne laposvasból csináld.Ez egy komoly szerszám. A legjobb szerintem a rugóacél. Fecskefarkokba a lerajzolt pengét használom, egyébként pedig a cserélhető befogósat.
Van egy Bosch hántolóm is .Ugyanaz a méret.Sűrün olajozd a csúszófelületeket!Akkor egy élet meg 1 nap az élettartam.
Igen! Eltaláltad ! Budalakk Rezakril 2K . RAL 6011 Szín. Mivel a Budalakk gyártotta a rendszerváltás előtt a festékeket a szerszámgépgyáraknak ,ezért őket kérdeztem meg . Azonnal tudták, hogy mit akarok.
Most értem gépközelbe.Én úgy szoktam, hogy az AKRA motorlemosóval bekenem az egész asztalt, majd 5-8 perc múlva keményszálú müanyag kefével az egészet alaposan átsikálom. Ezután vizzel lemosom , és azonnal levegővel megszárítom. Ha marad egy-két fátyol rozsda nem probléma, mert utána , a képen látható drótkefékkel a nútot , majd az asztalnak minden részét átdolgozom. Ha kész , akkor ipari acetonnal átmosom, majd Vlis ( Barna ) koronggal P240-el átcsiszolon, hogy fénye legyen. Utána kap egy kis olajgőzt.Ez csak azt jelenti, hogy lehetvékonyan átkenem olajjal. A többi alkatrészt is hasonló eljárással csinálom. A marógép asztalnak adtam egy kis hántolást is. A szerkezeti rendbetétel az már a Biax-ra vár.Ez csak tisztasági és esztétikai rendbetétel.
Sziasztok! gondolkodom egy pici cnc eszterga építésén.. főorsó hajtásnál a 3F motor+frekiváltó kombónak van valami alternatívája? marmint úgy, hogy a pontos fordulatszám beállítható legyen.. Van egy rc modellezésben használatos kb 3KW-os BLDC motorom, esetleg megoldható annak a pontos fordulatszám állítása? Köszönöm, Péter
Nekem egy ilyenem lett nemrég. Ez egy régi modell. 42Voltos. Még nem tudtam kipróbálni, de a szerszámtartó hiányzik. Le tudnád rajzolni légyszíves, hogy milyen az a befogó, amit hozzá használsz? Gondoltam készítek hozzá, mert horror áron van. Amúgy a sima ST235 laposvas elég erős lehet a célra?
Vettem ma ilyen pigmentet, igaz nem párizsi színű, hanem "sötét ultramarin kék", de gondolom ez is jó.
Most akkor vazelin vagy műszerolaj? És az olajba tegyem a pigmentet, vagy pigmentbe az olajat? Gondolom az állaga kritikus, mert elcseppesedik ha túl híg, inkább paszta állagú kell mint folyós.