|
Előzmény: Törölt felhasználó, 2017-07-10 21:06:21 [12132]
|
|
Előzmény: lazi, 2017-07-10 22:14:44 [12134]
|
|
Előzmény: motion, 2017-07-10 11:04:13 [12125]
|
|
Előzmény: zozo, 2017-07-10 21:50:24 [12133]
|
|
Előzmény: exup, 2017-07-10 17:48:32 [12130]
|
|
Előzmény: Motoros, 2017-07-10 07:42:13 [12113]
|
|
Előzmény: Motoros, 2017-07-10 12:27:22 [12128]
|
|
Előzmény: keri, 2017-07-10 10:03:11 [12124]
|
|
Előzmény: keri, 2017-07-10 09:49:15 [12123]
|
|
Előzmény: svejk, 2017-07-10 09:27:41 [12122]
|
|
Előzmény: Motoros, 2017-07-10 08:35:20 [12120]
|
|
Előzmény: lazi, 2017-07-10 08:33:27 [12119]
|
|
Előzmény: lazi, 2017-07-10 08:33:27 [12119]
|
|
Előzmény: Motoros, 2017-07-10 08:35:20 [12120]
|
|
Előzmény: keri, 2017-07-10 08:29:16 [12118]
|
|
Előzmény: Motoros, 2017-07-10 07:42:13 [12113]
|
|
Előzmény: Motoros, 2017-07-10 07:58:46 [12115]
|
|
Előzmény: Szalai György, 2017-07-10 07:26:54 [12111]
|
|
Előzmény: svejk, 2017-07-10 07:53:08 [12114]
|
|
Előzmény: Motoros, 2017-07-10 07:42:13 [12113]
|
|
Előzmény: svejk, 2017-07-10 07:28:05 [12112]
|
|
Előzmény: Motoros, 2017-07-10 07:19:35 [12110]
|
|
Előzmény: svejk, 2017-07-10 07:01:00 [12109]
|
|
Előzmény: svejk, 2017-07-10 07:01:00 [12109]
|
|
Előzmény: PSoft, 2017-07-09 19:59:22 [12100]
|
|
Előzmény: PSoft, 2017-07-09 21:17:20 [12106]
|
|
Előzmény: Törölt felhasználó, 2017-07-09 21:10:17 [12105]
|
|
Előzmény: PSoft, 2017-07-09 21:05:17 [12104]
|
|
Előzmény: Törölt felhasználó, 2017-07-09 21:00:24 [12102]
|
|
Előzmény: PSoft, 2017-07-09 20:19:00 [12101]
|
|
Előzmény: PSoft, 2017-07-09 19:14:25 [12098]
|
|
Előzmény: PSoft, 2017-07-09 19:59:22 [12100]
|
|
Előzmény: Szalai György, 2017-07-09 19:34:16 [12099]
|
|
Előzmény: PSoft, 2017-07-09 18:48:52 [12096]
|
|
Előzmény: Törölt felhasználó, 2017-07-09 18:47:16 [12095]
|
|
Előzmény: msas, 2017-07-09 17:15:18 [12093]
|
|
Előzmény: PSoft, 2017-07-09 18:36:08 [12094]
|
|
Előzmény: PSoft, 2017-07-09 18:36:08 [12094]
|
|
Előzmény: RJancsi, 2017-07-09 16:26:51 [12092]
|
|
Előzmény: keri, 2017-07-09 10:08:29 [12083]
|
|
Előzmény: sasi, 2017-07-08 21:18:04 [12061]
|
|
Előzmény: Törölt felhasználó, 2017-07-09 07:36:21 [12077]
|
|
Előzmény: keri, 2017-07-09 10:29:46 [12088]
|
|
Előzmény: Törölt felhasználó, 2017-07-09 10:15:43 [12085]
|
|
▲
◊
|


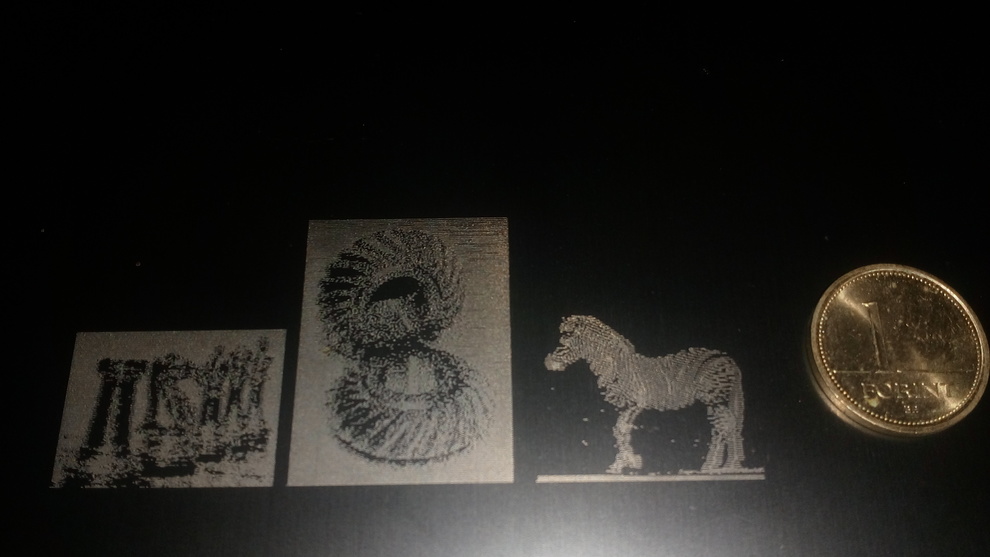
 Tehát hebo féle 5.5w-os kékkel jelölt-e már valaki fémre sikerrel?
Tehát hebo féle 5.5w-os kékkel jelölt-e már valaki fémre sikerrel?








 Annyit már nem ér a lézerem.
Annyit már nem ér a lézerem.






 Merthogy az alapegységnek a "gramm"-nak kéne lennie, a kilogramm mivel prefixum van előtte már képzett mennyiség. Vagy ha mégis a kg az alap, akkor a "gramm"-ot szabályosan millikilogrammnak kéne hívni, hiszen szabály szerint a mértékegység az alapegységből és az elé biggyesztett prefixumból áll.
Merthogy az alapegységnek a "gramm"-nak kéne lennie, a kilogramm mivel prefixum van előtte már képzett mennyiség. Vagy ha mégis a kg az alap, akkor a "gramm"-ot szabályosan millikilogrammnak kéne hívni, hiszen szabály szerint a mértékegység az alapegységből és az elé biggyesztett prefixumból áll. 
