|
Előzmény: Törölt felhasználó, 2014-03-17 16:31:00 [11891]
|
|
Előzmény: n/a (inaktív), 2014-03-17 07:43:00 [11889]
|
|
Előzmény: Béni, 2014-03-17 06:38:00 [11888]
|
|
Előzmény: n/a (inaktív), 2014-03-16 23:05:00 [11887]
|
|
Előzmény: Szedlay Pál, 2014-03-16 16:13:00 [11869]
|
|
Előzmény: Íjász, 2014-03-16 19:11:00 [11882]
|
|
Előzmény: svejk, 2014-03-16 18:20:00 [11879]
|
|
Előzmény: svejk, 2014-03-16 18:20:00 [11879]
|
|
Előzmény: Íjász, 2014-03-16 19:11:00 [11882]
|
|
Előzmény: svejk, 2014-03-16 18:20:00 [11879]
|
|
Előzmény: svejk, 2014-03-16 16:42:00 [11872]
|
|
Előzmény: svejk, 2014-03-16 16:42:00 [11872]
|
|
Előzmény: Törölt felhasználó, 2014-03-16 18:08:00 [11878]
|
|
Előzmény: svejk, 2014-03-16 17:50:00 [11877]
|
|
Előzmény: Törölt felhasználó, 2014-03-16 17:41:00 [11875]
|
|
Előzmény: Törölt felhasználó, 2014-03-16 17:41:00 [11875]
|
|
Előzmény: Szedlay Pál, 2014-03-16 17:29:00 [11874]
|
|
Előzmény: adamant, 2014-03-16 17:15:00 [11873]
|
|
Előzmény: Szedlay Pál, 2014-03-16 16:13:00 [11869]
|
|
Előzmény: svejk, 2014-03-16 16:39:00 [11871]
|
|
Előzmény: Sz.József, 2014-03-16 16:19:00 [11870]
|
|
Előzmény: Szedlay Pál, 2014-03-16 16:13:00 [11869]
|
|
Előzmény: Sz.József, 2014-03-16 15:54:00 [11868]
|
|
Előzmény: Szedlay Pál, 2014-03-16 01:49:00 [11866]
|
|
Előzmény: Szedlay Pál, 2014-03-16 01:49:00 [11866]
|
|
Előzmény: Miki2, 2014-03-15 19:33:00 [11863]
|
|
Előzmény: Miki2, 2014-03-15 19:33:00 [11863]
|
|
Előzmény: n/a (inaktív), 2014-03-15 18:55:00 [11862]
|
|
Előzmény: Ardu, 2014-03-11 19:33:00 [11859]
|
|
Előzmény: Hunka Tibor, 2014-03-11 18:52:00 [11857]
|
|
Előzmény: Törölt felhasználó, 2014-03-11 18:47:00 [11856]
|
|
Előzmény: Ardu, 2014-03-11 16:15:00 [11852]
|
|
Előzmény: Ardu, 2014-03-11 18:06:00 [11855]
|
|
Előzmény: Törölt felhasználó, 2014-03-11 17:37:00 [11854]
|
|
Előzmény: Ardu, 2014-03-11 16:15:00 [11852]
|
|
Előzmény: Kulcsar Zoltan, 2014-03-11 05:13:00 [11851]
|
|
Előzmény: Rasiel, 2014-03-11 04:50:00 [11849]
|
|
Előzmény: Törölt felhasználó, 2014-03-11 01:03:00 [11845]
|
|
Előzmény: Törölt felhasználó, 2014-03-11 01:34:00 [11848]
|
|
Előzmény: Rasiel, 2014-03-11 01:24:00 [11847]
|
|
Előzmény: Törölt felhasználó, 2014-03-11 01:09:00 [11846]
|
|
Előzmény: Rasiel, 2014-03-10 23:11:00 [11843]
|
|
Előzmény: Kulcsar Zoltan, 2014-03-10 22:31:00 [11842]
|
|
Előzmény: MoparMan, 2014-03-10 22:00:00 [11841]
|
|
Előzmény: Törölt felhasználó, 2014-03-10 19:27:00 [11833]
|
|
▲
◊
|
 )
) 
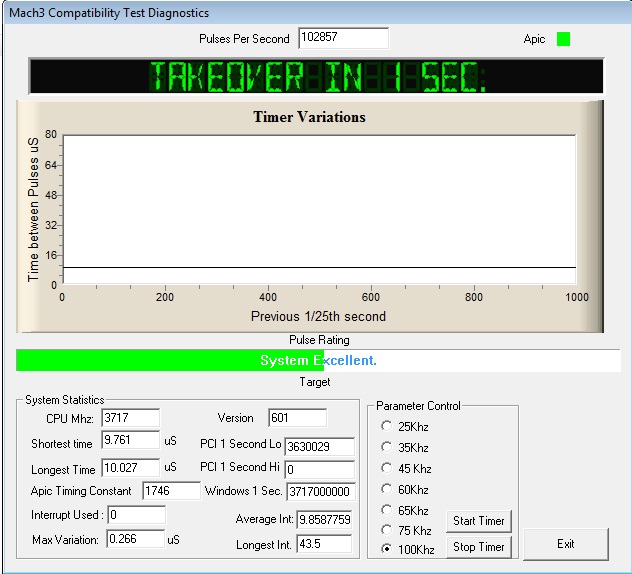
 - küzdelmébe próbál bepillantást engedni. Az a vízszintes vonal, lehet szőrös is és az a bizonyos zöld csík az "excellent" felirattal is lehet más színű és írhat csúnyákat.
- küzdelmébe próbál bepillantást engedni. Az a vízszintes vonal, lehet szőrös is és az a bizonyos zöld csík az "excellent" felirattal is lehet más színű és írhat csúnyákat.