Az rendben van, hogy az ékes módszerrel pontosan megkapod a fókusztávolságot. De pl. a 6 mm-es plexinél hová állítod be? 3 mm-re, azaz a közepére vagy máshová?
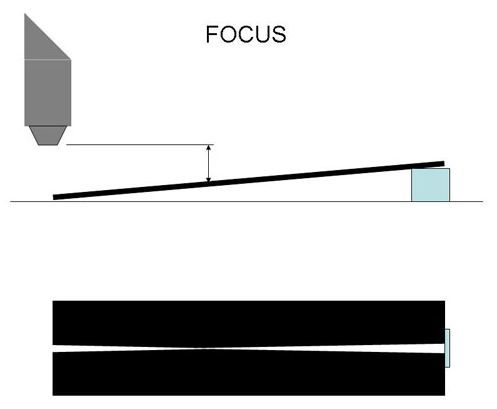
A lejtősen a sugár alátett pld. kartonpapír lapon húzol egy vízszintes vonalat. Figyelned, a húzott vonal vastagságát kell. Ahol a legvékonyabb, ott lesz az optimális fókuszpontod.
Köszönöm a választ! Akkor valami még nem jó, 50mm fókuszú lencsém van a domború oldalról jön be a fekete fény, a vágás szélessége pontosan nem tudom de jóval nagyobb mint 0,1mm, majd megmérem pontosan, meg 0,1mm eltérés van a fenti meg a lenti átmérő között ha kört vágok, lehet még a lencsétől való korrekt távolságot is ki kellene kísérletezni.
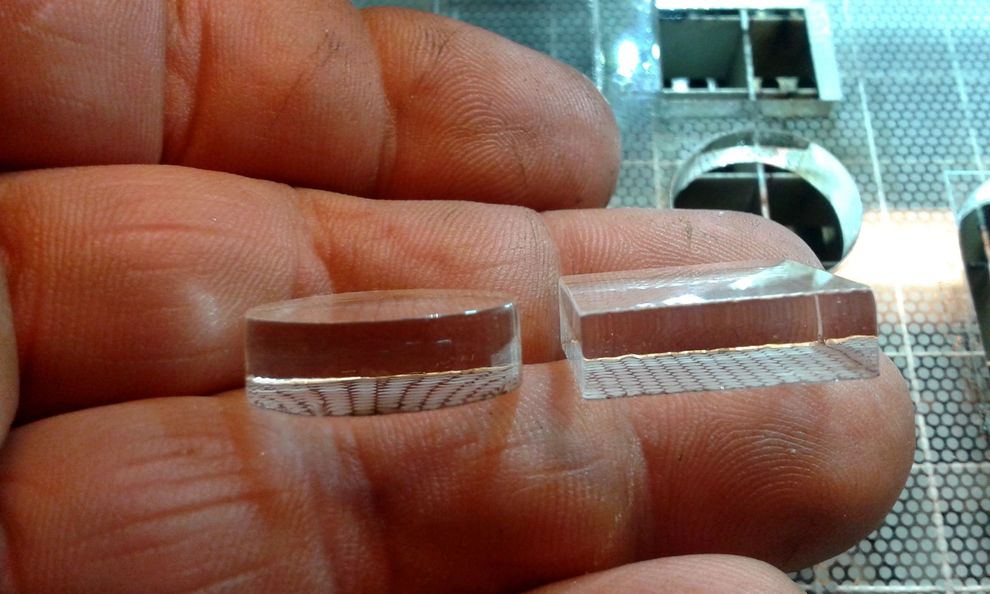
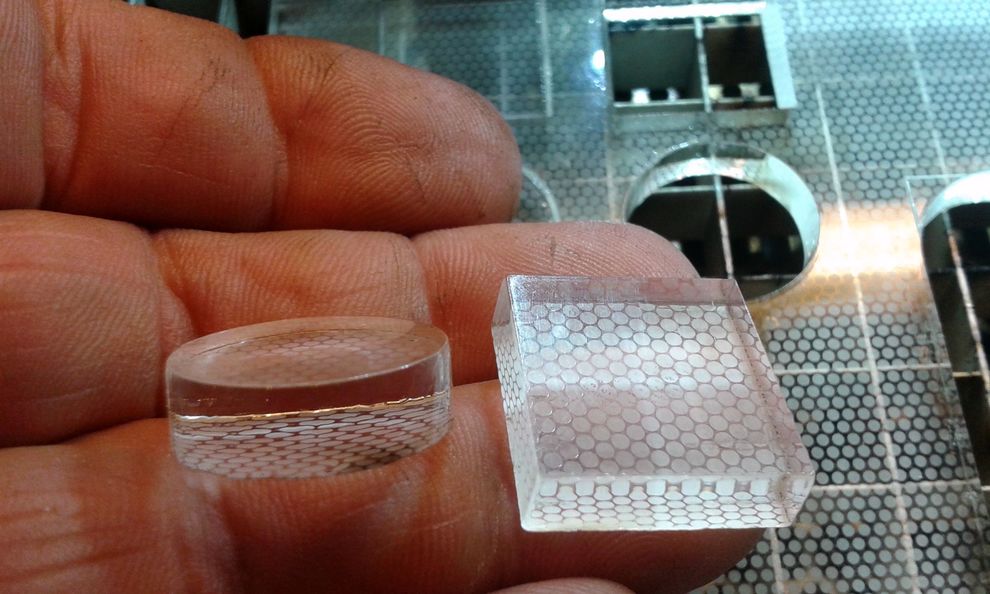
Kíváncsiságból, most vágtam, mert nem emlékeztem plexi paraméterekre...
50W névleges teljesítményű cső, 12mA árammal hajtva, 7mm/s(420mm/perc) a vágási sebesség. A víztiszta plexi 6mm vastag. Levegőt nem nyomtam, mert anélkül szép, víztiszta marad a vágott felület. Levegővel kicsit mehetne gyorsabban(10-15mm/s) ugyanezzel a powerrel(12mA), viszont cserébe "szép" opálos lenne a vágás.:)
Nálam 0.1mm kvarchomok a szóróanyag (0.1mm szemcseméret) Üveget 1 pillanat alat tejüveggé változtatja. Például azt a lovas dolgot nem fújtam 30 másodpercig se, mert még a kompresszor sem kapcsolt be. Már csak egy dolgot sajnálok, hogy eladtam azt a jó nagy 2000x1800-as befoglaló méretű síkágyas plotter vázat. Most milyen jó lenne ilyeneket vágni. Na mindegy úgyis épül a következő ami előreláthatólag arduino alapú lézer lesz. Már csak azt kell kipróbálni, hogy a Mach3-as program mennyire lesz kompatibilis hozzá. De ahogy nézem csak pár felesleges G kódot kell törölni és már mehet is az SD kártyára.
érdekes ez a festék dolog mert a be öregedet festék a leg elenálobb pl ami nap égetet legtöbször ezel van gond ha szorok(homok) lehet korund viné de nekem az drága!
A homoknak még a 63 Rockwell keménységű stancszerszám szára se állt ellen. Abból csináltam homokszórót és az 5mm-es furatból lett 9mm és csak egy 8 méteres tenderi ladiknak az aljáról szedtük le a tapadásgátló bevonatot. Semmi más nem szedte le. Tehát ez a festékes dolog felejtő, különben is utána mivel távolítod el könnyen ? Ilyen fólia métere 500 Ft
lehet auto lakk de most mindig kevergetni a komponenst... Régeben én felület kezelésre autó lakkot használtam (politur hatásnak butorlapra) de fém szerszámnak elégé jó elenált a lakk felülete!
Mellesleg ha már lefestem az üveget akkor gravírozhatom közvetlen az üvegre is. De az sokkal lassabb lenne mire kiszedné a részleteket teljesen. Mondjuk így is úgy is ki kellene szedni a homokszórni kívánt részeket, de addigra az üvegben is otthagyná a nyomát. Például a lovas képet 5 perc alatt vágta ki. 1000mm / perccel szoktam vágni, de lehetne gyorsabban is, de biztosra megyek
Az nem festék hanem fólia, amit ugyanúgy kell levilágítani mint a P20-at, de itt meg is szűnik a hasonlóság. Előhívás után vízzel lemosható a folia azon része ami nem volt levilágítva és bírja a homokszórást. És tényleg brutálisan drága. Festék nem nagyon tud ellenállni a homokszórásnak, sőt néha a stencil se. Ezért sincs sok értelme a 0.1mm-es kitakarásnak. Mert vagy ott marad vagy nem, de inkább az utóbbi.
van valami hasonlo szemcseszoráshoz ilyen P20 féle de elenálobb a mechanikai hatásoknak és fotozák a maszkolást pixel minöségig lehet vele dolgozni de nem tudom a nevét a festéknek youtubon van téma rola de nem olcso szerintem.. vagy lehet lentebb meni a kissen részletekel valami erösebb festékel amivel nem bir a homok...
Ezt ma csináltam és ezen még rajta va a stencil. Haver lánya odavan a lovakért aztán neki készült. Ő meg feltette a fosbúkra most meg csinálhatom sorozatba.
Egyelőre szokásod szerint te offolod szét nevetséges, 100 %-os google kereső használat mellett, innen találomra kiválasztott komolytalan példák linkelésével és NULLA saját szakmai hozzáadott értéked, fejlesztésed mellett.
Szívesen megnézzük viszont a SAJÁT fejlesztésű mérőprogramod által kapott mérései eredményeidet, így javasolnám legközelebb erről mesélj nekünk, amikből ha majd tanulhatunk, akkora a CNC lézergravírozás is szebb lesz.
Kár ezt tovább ragozni és szétoffolni a lézer topikot. Ez igy igaz, de biztosan lenne ennek megfelelo helye itt a forumon. Tehát nem a vezérlő fogja ezt a problémát megoldani , csak valamelyest orvosolhatja Nem az lenne a lenyege, hogy a sok vezerlo kozott kideruljon a rangsor?
Ahogy időm engedi, ide fognak az újabb stepmotor/driver pozíció bemérési tesztek is felkerülni. Olyan szöghiba diagram eredmények lesznek ott különböző peremfeltételek mellett elvégzett mérési sorozatként, amikből az előbb egy verziót feltettem a 12414-ben. Nagyon tanulságosak ezek, hiszen ha tudjuk az adott motorhajtásunk gyenge pontjait, képességeit, akkor ezeket lehetőleg elkerülve egy minőségi ugrást fogunk tapasztalni a CNC gépünk működésekor.
A léptetőmotornak ez az alaptermészete, hogy rezonál a lépéseknél. (alá és fölélövések halmaza míg le nem csillapodik) De ezt eddig is tudtuk ! Erre már kitaláltak egy tárcsát amiben súlyok vannak és ez csökkenti ezt a lépések közötti rezonanciát. Tehát nem a vezérlő fogja ezt a problémát megoldani , csak valamelyest orvosolhatja
Nem kell ehhez mérőrendszer csak egy tachogenerátor
És itt egy kezdetleges mechanikus megoldás erre!
Szerintem ennyit erről !
remrendes | 4256
2017-08-23 07:43:42
[12415]
Igen, ezt igy en is csak fel informacionak erzem. Latom lazi is felajanlott 2 kulonbozot. Ha kell egy Sneci felet en is tudok kolcsonozni, meg talan egy Leadshine-t is.
Van mindkét meghajtóból nekem is, csak még időm nem volt bemérni őket. Ha elkészültél a vezérlődobozzal, majd szóljál, és összeütünk egy villámtesztet. Az L297-től túl sokat ne várjunk el, valami ilyesmi "borzalmat" fogunk kapni mérési eredményként:
Ez a mérés pl. remekül mutatja, ebben az esetben mennyire nincs köze a csodálatos CNC vezérlő ablakokban megjelenő pozíció kijelzéseknek a valósághoz.
Előzmény: Nemes Mihály, 2017-08-22 17:11:08 [12409]
Törölt felhasználó
2017-08-22 21:50:27
[12412]
Mellesleg a 2.5 wattos kék képes "belekarcolni" az üvegbe, ha például le van fújva vékonyan festékkel. Ahogy mondod a maszkolás lett kivágva aztán homokszórva 0.1-es kvarchomokkal. Kb 25-30 perc lehetett az üvegvágással, kivágással, homokszórással együtt az egész. Mellesleg itt van az eredeti kép amiből generáltam a G kódot összehasonlítás végett. Itt ott kicsit bele lett javítva mert az 0.1mm maszkolásnak nem sok értelme lett volna.
Nem tudom mit segíthetek, mert BMP-ból alapból tud kontúrt generálni a Vcarve vagy a Aspire is. Postprocesszor meg nem volt használva mert alapból kezel a program több 1000 géptípust és vezérlőprogramot. (így a mach3-at is)
Előzmény: Nemes Mihály, 2017-08-22 15:51:58 [12405]
Nemes Mihály | 409
2017-08-22 15:51:58
[12405]
Üdvözletem! Nagyon érdekelne az a BMP Vcarve kombó Esetleg egy postprocit kerhetnék ? Vagy valami segìtsèget ez ügyben ?
-Nem direkt fogazott szíjas lett volna a kis kétwattos kékem. -Nem az "elvi hibás, semmire se jó" G-Ray programocskát használtam volna kódgenerálásra. -Nem a Mach-3 lett volna a mozgásvezérlő. -Nem a Magi-féle TB6560-ra épülő H2 lett volna a motormeghajtó.
Akkor ha méréstechnikailag nagyon érdekel úgy 95%-os készültségen áll egy doboz amiben van 2 db. SMC szervo vezérlő két 24 voltos enkóderes szervómotorhoz, van benne egy TB6600 és van egy L297-L298 páros. Motorok beszerelve, most jön a kábelezés, remélem szeptemberig forog az összes.
Az természetes, hogy ennek a mérésnek pont az is a célja, hogy a mérési erdmények összevethetők legyenek, és így kiderül, hogy melyik vezérlő a legjobb abszolute poontosság, vagy pl. pontosság/ár viszonylatában. Eddig a következő vezérlőket teszteltem: 1. TB6560 2. TB67S109 3. DRV8825 4. MSD50-4.2
Ugyebár a lézeres gépekben előszeretettel használnak sokan direkt fogazott szíjhajtást. Csakhogy azzal már kevesen számolnak, gondolkoznak el, hogy ennek mi a következménye, az ára. Ilyenkor ugyanis egy motor fordulatra pl. 40 mm is (vagy még nagyobb) lehet az elmozdulás, és bizony ekkor már igen nagy a lineáris pozícionálási hiba a legkisebb motor tengely szöghiba esetén is. Pillanatok alatt több tized mm-es hibák forrása lesz ez egy rosszul teljesítő hajtás konfiguráció esetén, ez pedig csúnya cikk-cakkos, csíkos, szellemképes lézergravírozást fog jelenteni.
2.5 Wattos kék lézerrel Anyag 4mm üveg méret 240x240mm Mach3-al a G kód bmp-ből generálva Vcarve közreműködésével.
lazi | 1490
2017-08-22 12:26:59
[12395]
Ha már a "jó lenne megérteni" témánál tartunk, akkor valóban jó lenne megérteni azt, hogy Géza nénit és Mari bácsit nagyjából semennyire sem érdekli, hogy az unokájuknak a fadarabra égetett fotójánál a bal fülnél az egyik hajszál fél milliméterrel arrébb kunkorodik és attól sem fognak álmatlanul forgolódni, ha a szabad szemmel nem látható, de műszerrel esetleg kimérhető 1 tized milliméteres eltérés látható a leendő végeleges lakhelyük feletti márványtömb egyik gravírozott "A" betűjében. Hidd el, aki itt irkál és valami csoda folytán a NASA beszállítója, annál megfelelően működik a meghajtó a többi meg a főleg "csicsagyártó" felhasználásánál tojik rá.
Ez úgy lenne a jó, ha több vezérlő össze lenne hasonlítva ténylegesen és akkor látnánk, melyik milyen értelemben jó vagy nem jó, mennyire pontos, stb. érdekes lenne az biztos.
Illetve ez a pontatlanság jóság is, hanyadikg tizedes jegyben mutatkozna meg az asztalra tett munkadarabban.














 Nagyon jól néz ki
Nagyon jól néz ki 
