Ez mi? Kézzel lerajzoltad, majd lefotóztad homályosan, ahelyett hogy az eredeti hibát mutatnád meg? Vagy ha a gép rajzolta, akkor szerintem lötyög a ceruza a helyén
Sziasztok! Napokkal ezelőtt is ezzel a problémával szenvedtem. A panel ARDUINO MEGA 2560R3 RAMPS 1.4 DRV 8825 150x150 négyzetet megrajzolta pontosan de kört nem.Találkoztatok már ilyennel? Vagy dobjam el a panelokat és vegyek újat?
nyarfa | 971
2020-01-05 20:51:06
[24742]
Ez nem az én alap ötletem de tetszik a kommented, pláne az utánna következő reakció.
Előzmény: Szalai György, 2020-01-05 19:55:21 [24739]
PSoft | 18696
2020-01-05 20:24:30
[24741]
Kicsit vacilláltam mire is gondolhatsz, de itt a második mondatod...egyértelművé tette.
„Kalandos életem során több olyan filmet is láttam ahol a tágítható lyukméretre mutattak példákat. Sajnos szűkíthetőre nem.”
Innen már, nem volt nehéz összerakni a vízionált képet.
Előzmény: Szalai György, 2020-01-05 19:55:21 [24739]
keri | 14086
2020-01-05 20:12:00
[24740]
Valahogy nem mozgatja meg a fantáziám egy szilikon ánusz
Revolver vagy más fajta fúvóka cserélőn már én is gondolkodtam. Igazából két fúvóka elég, és inkább az anyagcserélő ami hasznos.
Előzmény: Szalai György, 2020-01-05 19:55:21 [24739]
Szalai György | 9544
2020-01-05 19:55:21
[24739]
„tényleges átmérőt akarod változtatni” Kalandos életem során több olyan filmet is láttam ahol a tágítható lyukméretre mutattak példákat. Sajnos szűkíthetőre nem.
Most elképzelek egy lyukat a térben. Eddig nem erotikus. Rugalmas falú tömlő, belőle áramlik a meleg matéria. Kezd az lenni. Az exituszt egy folyadékkal teli, szintén rugalmas tórusz öleli körül. Na? A tórusz, mint záróizom szabályozza a sugár keresztmetszetét kilövelléskor. Katarzis. És utána nem kell beszélgetni. Ez a legjobb.
Ezért terveztem én 3 darabból így nem keletkezik benne feszültség. Minden megmunkálásnál figyelembe kell venni a megmunkálás sajátosságait, miközben tervezed.
De ha nagyon muszáj akkor megfordítom a dobozt és alátámasztással nyomtatom, így is van lehetősége zsugorodni feszültség nélkül.
Esetleg tapadó pöttyök a sarokra, fűtött munkatér, ilyesmi segít, de az asztal hőmérséklet eloszlása ezt sem befolyásolja annyira.
Ez az asztal "ballanszírozás" már azóta a bögyömben van, hogy megpróbáltam kinyomtatni az első ABS dobozomat a kijelzőhöz. Bármivel próbálkoztam felkunkorodott a négy sarka.
Elvben kidolgoztam már, de még nem volt időm konkrétan kikísérletezni.
Végig gondoltam az ötleted elég meredek, mivel 0,1mm-től 1mm-ig pl megoldani a változtatható méretet nem egy egyszerű mutatvány. Azt nem mondom, hogy lehetetlen, de ide esetleg egy "revolver" fejet tudnék elképzelni 3-6 mérettel.
Ha magát a tényleges átmérőt akarod változtatni akkor a mechanikai alkatrészek mérete eléggé korlátozzák a lehetőségeket. Ha túl robosztus a fej, akkor nagy a tömeg ami nem jó.
Előzmény: Szalai György, 2020-01-05 14:34:47 [24727]
PSoft | 18696
2020-01-05 16:17:40
[24735]
„Valami ütközőnek tartogatom.”
Mázlid van, így kivulkanizálódva eltartható akár...az idők végezetéig is.
Előzmény: Szalai György, 2020-01-05 16:05:14 [24734]
Szalai György | 9544
2020-01-05 16:05:14
[24734]
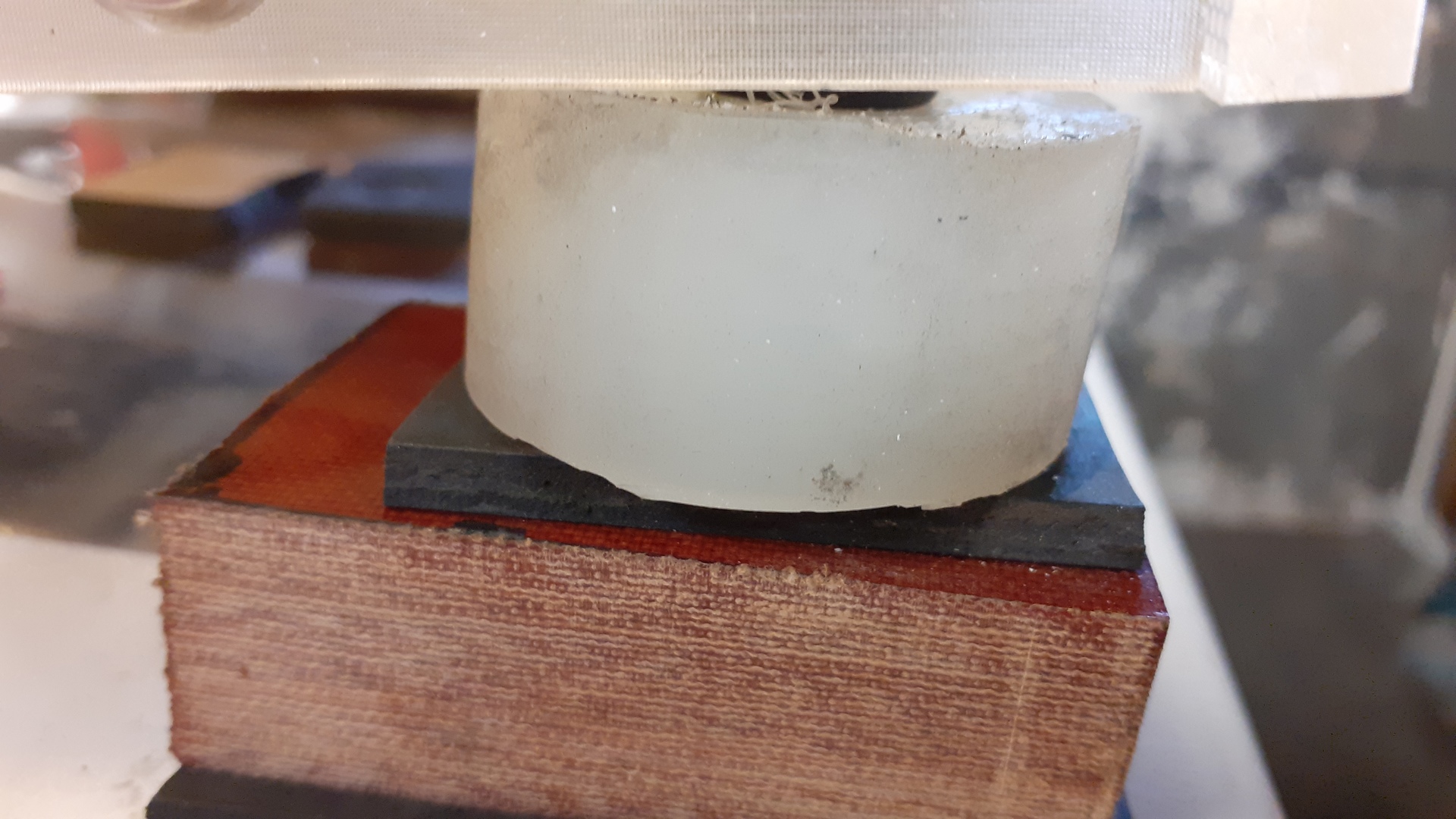
„3D nyomtató csendesítésére” Lezárod vele a főkapcsolót? Nekem is van ilyen rudim. Valami ütközőnek tartogatom. Vagy amikor szellemileg petyhüdt vagyok, (mert nem áll fel az agyam) akkor játékosan fejen koppintom vele az ismerőseimet.
Volt egy tubus teljesen kivulkanizálódott akvárium szilikonom.(FBS)
Kuka lett volna a sorsa, de aztán...mégse. Találtam neki, hasznos alkalmazást. A műanyag tubust lefejtve róla, éles szikével jól darabolható a szilikon henger, vagy rúd.
Pld. jól használhatóak a belőle vágott pogácsák egy 3D nyomtató csendesítésére is.
Az asztalfűtés, közel sem olyan kritikus mint az extruder fűtése. Biztos meg lehet csinálni, hogy az asztalfelület minden pontján állandó legyen a hőmérséklet, de szerintem...nem bír az akkora jelentőséggel, hogy érdemes legyen számolgatni, tökölni vele.
Mindettől függetlenül, ha valaki úgy gondolja, akkor...hajrá!
Előzmény: Szalai György, 2020-01-05 13:46:36 [24724]
Szalai György | 9544
2020-01-05 14:34:47
[24727]
A nyomtatási sebesség növelésére irányuló fejlesztés is jó irány lehetne. Akár változtatható lyukméretű dűznivel. Eeez. . . elég vad ötlet.
Tökéletes két ötlet kombiba??? Valaki még esetleg valami bad ötlettel beszállhatna.
Előzmény: Szalai György, 2020-01-05 13:46:36 [24724]
Szalai György | 9544
2020-01-05 13:46:36
[24724]
Ez is lehet ötlet esetleg, ha nincs jobb.
A nyomtatófej felső részének hűtését jelenleg hűtőbordákkal és ventillátorokkal oldják meg. Az alsó részét pedig ellenállásfűtéssel melegítik. Esetleg életképesebb lehetne egy Peltier modulos hőszivattyús megoldás, ami a felső részt hűti, és az alsót fűti egyben.
Más. Az asztal melegítésére használt fűtőlap négzetegységre jutó teljesítmény sűrűsége jelenleg egyenletes. Pedig a hőleadás nyilván a szélek mentén nagyobb. Célszerűbb volna egy hőigényhez alkalmazkodó, adaptív technológia alkalmazása, hogy a hőmérséklet legyen minden pontban állandó.
Szívesen látnám, hogy valaki dolgozik ezeken a problémákon is.
SOS segítségkérés! A 3D nyomtatás témakörében szeretnék szakdolgozatot készíteni. Lenne esetleg valakinek valami jó ötlete, hogy a tématerületen belül mely részt érdemes kutatni, feldolgozni? Ha van valami ötleted kérlek ne tatsd magadban, sokat segítesz vele ha megosztod.
nyarfa | 971
2020-01-05 11:42:04
[24721]
Tudom ezért írtam, hogy ez csak az első rész, tehát van több
Üdv, kedves Fórumtagok. Tud valaki Cura magyaritásrol? Esetleg olyan softverröl amivel tervezni lehet szintén magyaritot változatban? HA van ilyen megköszönném ha valaki felvilágositana, hogy mi az és hol tudom letölteni.
Jenő
roland7 | 632
2020-01-05 01:01:29
[24716]
Természetesen 3D nyomtatós Facebook csoportból. Csak éjszakás műszakban hajnali fél négy körül eltompult aggyal simán tényként rögzítettem a kijelentést és nem gondoltam át, hogy ökörséget írt az illető. (Azért jó az internet, mert minden információ megtalálható rajta. És minden információ ellenkezője is.)
Még mindig küzdök evvel a sz.....l. Mindegy, hogy melyik verziót és mindegy, melyik böngészővel szedem le nem tudok mit kezdeni vele. Harmadik napja szarakodok vele és egyszerűen nem megy fel az IO IDE.Mióta letöröltem az egészet, csak VS megy fel és az IO-t elkezdi telepíteni azt meg áll. Onnét se kép se hang. Törlésnél minden honnét kiszedem még User-ből is. Át néztem már az APP DATA-t is, hogy marad e bent, de ott sem. Az egész úgy viselkedik mintha megjegyezné, hogy volt már a gépen. A VS például mutataja, hogy melyik marlin volt már a gépen, annak ellenére, hogy minden honnét kivan szedve törléskor. Csináltam egy egykezes videót telefonnal, mikor küzdök vele. Nem a legjobb, de talán a lényeg látszik. Valami tanács kéne, vagy nincs aki meg nézné, hogy hol lehet a gebasz. Nekem ez meghaladja a tudásomat már. Üdv:
nyarfa | 971
2020-01-04 18:19:35
[24714]
Feltettem a Bigtree SKR1.3-ra az új Marlin 2.1 verziót. Azt nrm mondanám, hogy azonnal működött csak két apró hiba jött eddig elő, igaz még nem sokat nyomtattam vele, szóval várom még mi lesz.
1. Mivel használni szeretném az XMin valamint YMin endstop lábakat másra, E0 és E1 fan, valamint nekem alapból XMax és YMax endstopjaim vannak, az előző verzióban egyszerűen megfordítottam.
Persze nem fordul meg pedig a Stall_sensivity nincs használva "elvileg"
../configuration.adv.h
//#define SENSORLESS_HOMING // StallGuard capable drivers only
/** * Use StallGuard2 to probe the bed with the nozzle. * * CAUTION: This could cause damage to machines that use a lead screw or threaded rod * to move the Z axis. Take extreme care when attempting to enable this feature. */ //#define SENSORLESS_PROBING // StallGuard capable drivers only
Az én logikám szerint ide be sem kellene tévednie.
2. A másik meglepetés az extruder fordított irányba megy és tök mindegy mit írok ide...
../configuration.h
// For direct drive extruder v9 set to true, for geared extruder set to false. #define INVERT_E0_DIR true //false #define INVERT_E1_DIR true //false #define INVERT_E2_DIR false #define INVERT_E3_DIR false #define INVERT_E4_DIR false #define INVERT_E5_DIR false
Nos meg lehet ezt fordítani máshol is
..\src\module\stepper\indirection.h
#define _NORM_E_DIR(E) do{ if (E == 0) { E0_DIR_WRITE( INVERT_E0_DIR); } else { E1_DIR_WRITE( INVERT_E1_DIR); } }while(0) #define _REV_E_DIR(E) do{ if (E == 0) { E0_DIR_WRITE(!INVERT_E0_DIR); } else { E1_DIR_WRITE(!INVERT_E1_DIR); } }while(0)
Én csak műkedvelő programozó vagyok nem a szakmám, de kíváncsi lennék egy vérprofira, hogy ha a 2.0 esetén minden "OK" persze a X-Y Min-Max lábak cseréjén kívül, mert abban is meg kellet cserélni, itt meg "elvileg" autómatikus, miért nem megy? A fordított Ex irányt nem is beszélve.
dtb | 1922
2020-01-04 16:14:41
[24713]
Igazából hobby szinten csak elvi kérdés, hogy milyen szíj van beépítve (mert ami épp kéznél van) viszont nekem volt szerencsém kipróbálni a legelső tákolmányomon egy printerről bontott (jó állapotú!) és később az alin vásárolt GT2-es (6mm széles) acél-szálas szíjat, és magasan az utóbbi volt a jobb, minden szempontból. Annyira, hogy a mostani fanyűvőmet is Y irányban ilyen GT2-es, (igaz, ez már 10mm széles) acél-szál erősítésű szíj hajtja. Nincs nyúlás, rángatózás, és olcsó...
Na ennek nem futnál neki még egyszer? "a kisebb menetemelkedés nagyobb nyomatékot kíván a motortól." Honnan szedsz ilyeneket? Szerintem pont az ellenkezője igaz...
Nekem egyik Z (Ender 3) 8mm, a másik 2mm. Az Ender szebben nyomtat,de nem a Z miatt, hanem a X Y pontossága miatt. Én nem változtatnák rajta, sőt a X Y szíj hullámossága is nagyon nehezen észrevehető a nyomaton, a másik nyomtatóhoz képest. Csak egy gondolat, ha túl feszes a szíj, akkor esetleg jobban látszik a szíj okozta hullámosság.
Épp a napokban láttam egy videót, ahol golyós orsó volt szíj helyett, ez is csak olyan, hogy kinek mi tetszik és mire van pénze. Az, hogy értelme van vagy nincs, már más kérdés. Szerintem mindenre a végtelenségig lehet költeni, kérdés az, hogy érdemes vagy nem. Részemről semmi értelmét nem látom az Endre 3 gyári orsólyát lecserélni. Az pedig, hogy a motor mikor jön ki egész lépésre soha nem tudható, mert akkor a 0 pontnak is egész lépésre kellene kijönni, ennek pedig nagyon minimális a valószínűsége.
Üdv! Sok helyen olvasom, hogy a 3D nyomtatók szíjhajtása abból a szempontból problémás, hogy a szíj rugalmassága látszódhat a nyomtatott tárgyon hibaként. Én nem vagyok olyan profi, hogy ez valós problémát okozzon nekem, ezért csak elméleti kérdés: miért nem látok vékony trapézmenetes orsós vagy golyósorsós mozgatást nyomtatókon?
-Így olcsóbb? -Szíjjal nagyobb sebesség érhető el?
Gyakorlati kérdés: Ender 3 gépen (majd valamikor) cserélném a gyári Z orsót (8mm menetemelkedés). Egyúttal szíjjal összekötött dual orsóban gondolkodom. Casyjozsi-féle 10X2 mm-es trapézmenetes orsókat szeretnék beépíteni. Túlzás szerintetek a 2mm-es menetemelkedés és elég lenne a 4mm is? Az ilyen szempontok nem nagyon erdekesek számomra, mint hogy kisebb menetemelkedésnél többféle rétegvastagságot meg lehet adni, mert a motor egész lépésére így is jól jön ki. Az már fontos szempont, hogy a kisebb menetemelkedés nagyobb nyomatékot kíván a motortól. Vajon a 2mm-essel megbírkózna a gyári Z motor? Nem szeretnék plusz bonyodalmakat és mondjuk motort és vezérlőt cserélni emiatt.
Szalai György | 9544
2020-01-04 13:15:31
[24707]
Akkor az a húszfogú MXL tárcsán 0,4 inch (10,16 mm) szíj elmozdulás fülenként. Még hasznos is lehet. De mire?
Azon a bordáskeréken lévő ugymond szárnyak azért vannak mert egy induktív szenzornak lettek kialakítva visszacsatolásra a vezérlésnek. persze nem ebben a felhasználásban.
„Az első képen látható bordáskerék „szárnyainak” mi a dolga?”
A harmadikra tippelnék.
Még a kéklézeres korszakom hajnalán, -huhhh...de szépen leírtam- vettem itt a fórumon NEMA17-es motorokat. Többet mint kellett, mert kedvező vételnek ítéltem. Mindegyik motor ilyen MXL-es 20 fogú kerekekkel volt szerelve.
Ugye, egy normális keréknek... -van egy tömör agyrésze, egy vagy az igényesebbeknél kettő, kilencven fokban eltolt rögzítőcsavarral. -van egy fogazott futófelülete és... -van egy vál, vagy perem része, hogy valami formája is legyen.
Az én kerekeim ahogy nézem, valami porkohászati technikával készülhettek, meg....normálisak is, meg nem is. Gyanítom, hogy ez a dizájn már az anyagspórolást szem előtt tartva születhetett. Lehet, a megálmodójának volt valami kerék problémája... Talán több lehetett neki, vagy...kevesebb?
No de mindent összevetve, jó kis kerekek ezek, precízek, pontosak, pont erre a nyomigára valók.
Előzmény: Szalai György, 2020-01-04 08:21:54 [24698]
PSoft | 18696
2020-01-04 10:03:56
[24702]
Ha a kínai gólyafészek technikát alkalmazom hibát se kellett volna keresgélni, az a drót még mindig drót lenne.
Előzmény: Szalai György, 2020-01-04 07:22:58 [24696]
keri | 14086
2020-01-04 09:26:30
[24700]
Én ezért (francokat ezért csak így sikerült, mert nem ért el a vezérlőig az eredeti ) fogtam az összes kábelt és a fejtől 10 centire levágtam, és egy marék wagóval (mert forrasztani is lusta voltam) egy 10 szálas vezérléstechnikai kábelt raktam a helyükre. Bár nálam eleve nincs kis ívben hajtogatás.
Csak a motoron hagytam meg az eredeti vezetéket, mert azt nem akartam rákötni a jelvezetékek mellé.










 de tetszik a kommented, pláne az utánna következő reakció.
de tetszik a kommented, pláne az utánna következő reakció.



 elég meredek, mivel 0,1mm-től 1mm-ig pl megoldani a változtatható méretet nem egy egyszerű mutatvány. Azt nem mondom, hogy lehetetlen, de ide esetleg egy "revolver" fejet tudnék elképzelni 3-6 mérettel.
elég meredek, mivel 0,1mm-től 1mm-ig pl megoldani a változtatható méretet nem egy egyszerű mutatvány. Azt nem mondom, hogy lehetetlen, de ide esetleg egy "revolver" fejet tudnék elképzelni 3-6 mérettel.



 kombiba??? Valaki még esetleg valami bad ötlettel beszállhatna.
kombiba??? Valaki még esetleg valami bad ötlettel beszállhatna.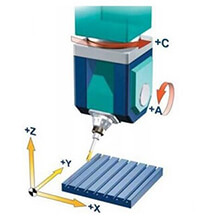
 és tök mindegy mit írok ide...
és tök mindegy mit írok ide...
