Volt egy kis időm és próbálkozom rétegenként fényképezni és videót csinálni belőle. A fényképezőgép már működik szinkronba a 3D printerrel, minden réteg után fényképet csinál, de nem hagytam befejezni mert elrontottam...
Azért az első videót is megmutatom. Jelenleg megy a második próba fényképezése/nyomtatása.
Minden tiszteletem 72 évesen újat tanulni na így képzelem én is a jövőm. Remélem sikerül követnem a példádat.
Én mindenesetre kinevezlek itt a személyes példaképemmé. Mert nem az iskola vagy származás, esetleg a képesség a legfőbb akadálya az embernek, hanem az akarata, hozzáállása és alázata az ami gátatszab az elérhető magasságnak.
Üdv, Köszönöm az infókat. Igyekszem a kis agyammal értelmezni amit irtál, sajnos a 72 év, meg a szakmunkásképző szintje, bizonyos határokat szab, de megprobálok felnőni a feladatra. Ha még két évvel ezelőtt meg tudtam tanulni a Fotoshop használatát ( ugyan csak egy feladat erejéig) remélem ezzel is megbirkozom. Mégegyszer nagyon köszönöm a választ illetve válaszokat.
//============================================================================= //============================= LCD and SD support ============================ //=============================================================================
// @section lcd
/** * LCD LANGUAGE * * Select the language to display on the LCD. These languages are available: * * en, an, bg, ca, cz, da, de, el, el_gr, es, eu, fi, fr, gl, hr, it, jp_kana, * ko_KR, nl, pl, pt, pt_br, ru, sk, tr, uk, vi, zh_CN, zh_TW, test * * :{ 'en':'English', 'an':'Aragonese', 'bg':'Bulgarian', 'ca':'Catalan', 'cz':'Czech', 'da':'Danish', 'de':'German', 'el':'Greek', 'el_gr':'Greek (Greece)', 'es':'Spanish', 'eu':'Basque-Euskera', 'fi':'Finnish', 'fr':'French', 'gl':'Galician', 'hr':'Croatian', 'it':'Italian', 'jp_kana':'Japanese', 'ko_KR':'Korean (South Korea)', 'nl':'Dutch', 'pl':'Polish', 'pt':'Portuguese', 'pt_br':'Portuguese (Brazilian)', 'ru':'Russian', 'sk':'Slovak', 'tr':'Turkish', 'uk':'Ukrainian', 'vi':'Vietnamese', 'zh_CN':'Chinese (Simplified)', 'zh_TW':'Chinese (Traditional)', 'test':'TEST' } */ #define LCD_LANGUAGE en
Nállam a configuration.h -ban található az 1565. sornál kezdve. lefele meg megtalálod a te kijelződ típusát, vagy azt amihez legjobban hasonlít
Marlin 2.0-ban hol lehet a nyelvet és a kijelzőt beállítani?
MCMLXXXII | 378
2020-01-18 21:52:04
[25035]
Végre elkészűlt
nyarfa | 971
2020-01-18 21:27:23
[25034]
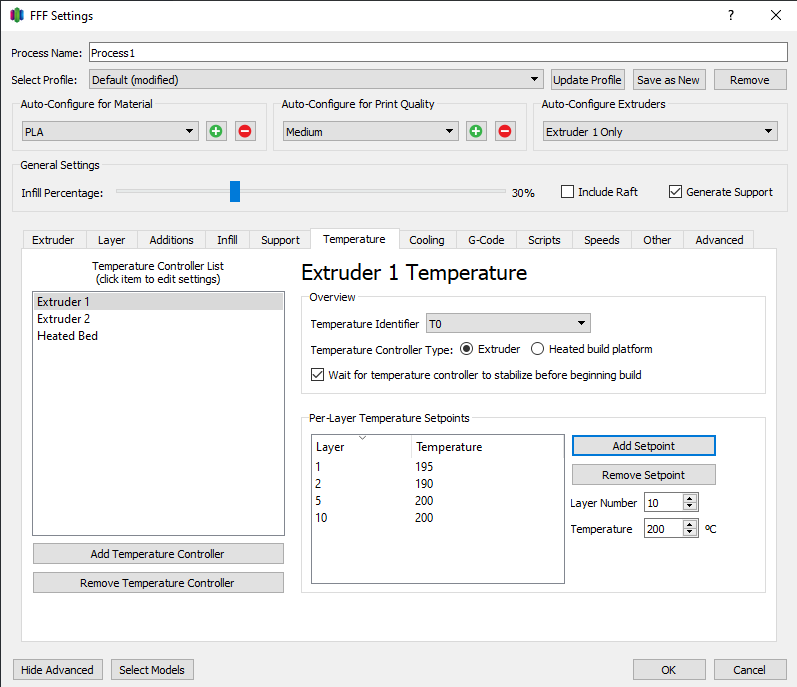
A csatolt képen egy másik programot mutatok ami igaz angol, de sajna ha tényleg komolyan akarsz bármivel foglalkozni és nem csak a 3D nyomtatással, akkor kénytelen leszel kicsit megtanulni ezt a nyelvet. Szerencsére két marék szókincsel ami 200-300 szó max már szinte alapszinten minden programot tudsz használni. Persze indőnként segít majd a "gugli".
Az itt bemutatott progi például akár minden sornál tud külön hőfokot alkalmazni bármelyik extruderre vagy asztalra. A te kedvedért most beírtam kétszer is a 200°C csak a példa kedvéért.
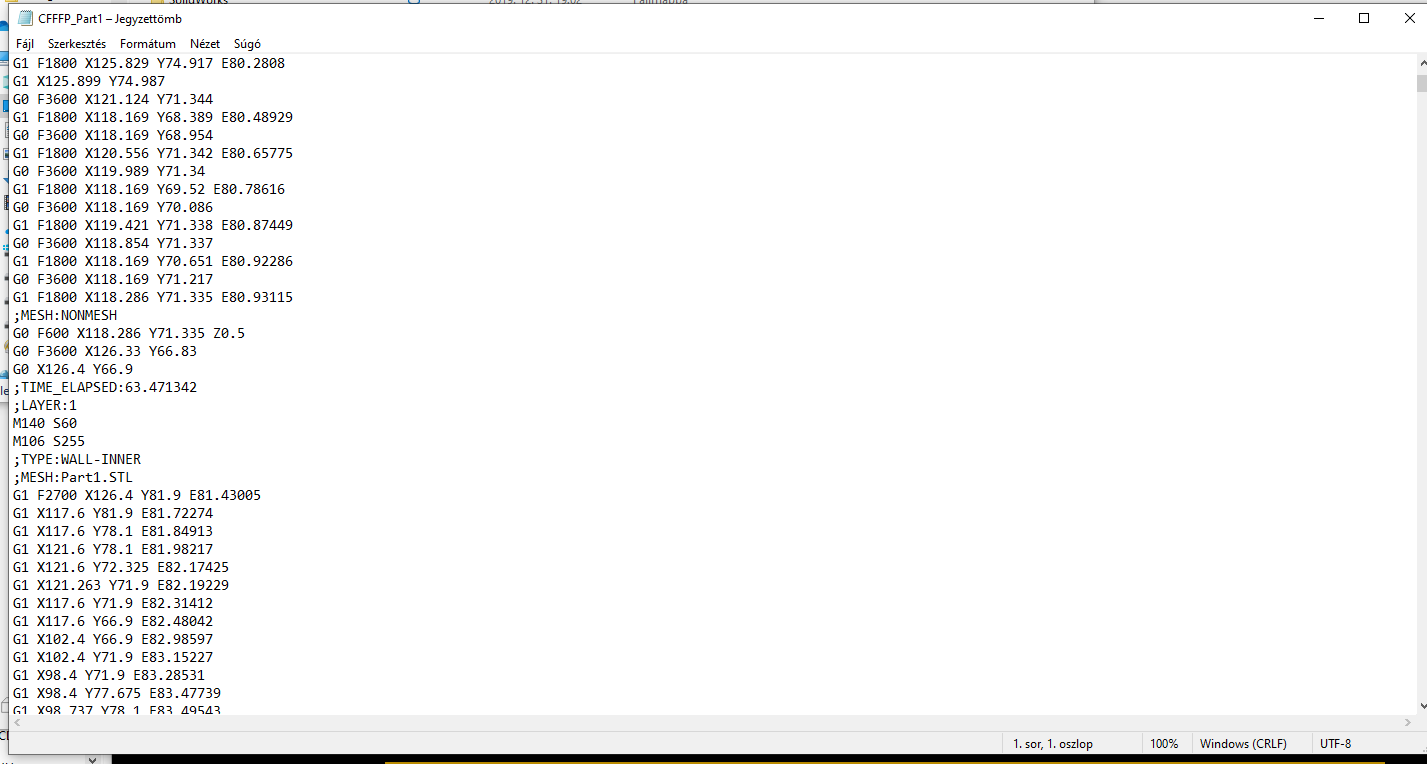
A Cura által elkészített kódba is bátran bele tudsz nyúlni, mert segít ebben is. Csatoltam egy szövegszerkesztővel megnyitott file képét is, ahol középen látod
;Layer 1 //ez azt jelenti, hogy első réteg, azaz a második mert Layer 0 az első M140 S60 // azaz az asztal hőmérséklete legyen 60°C M106 S255 // azaz a hűtést kapcsolja maximumra
Szükséges kódok: M104 az extruder hőmérséklete M104 S200 vagy ha több extruder van M104 T0 S200 mind kettő az elsőt állítja 200°C-ra. Értelem szerűen itt is a "T1" a második extrudert jelenti.
M106 a hűtés 0 és 255 között adod meg az értéket 0= OFF 125= 50% 255= 100% // a többit számitsd ki
M140 ahogy már tárgyaltuk az asztal hőmérséklete
Bármelyik ";Layer xxx" után csak beszúrod amit te akarsz és az fog maradni a lefutás végéig, vagy addig ameddig nem változtatod meg egy másik sorban.
Köszönöm, holnap nekivágok és kiprobálom a tanácsokat. Sajnos a nyomtatü a mühelyben van, a számitógép pedig a lakásban, igy csak egy kártyán tudom a minta adatait betáplálni a nyomtatóba, de majd feltelepitem a Cura programot egy laptopra és kiköltöztetem a mühelybe. Akkor biztosan konnyebben tudok manipulálni rajta.
Ha "egyedileg gyártott" a nyomtatód, akkor is meg van a hőfok állítási lehetőség(is) amit Feri ír. Akár a nyomtató kijelzőjéről/termináljáról, de akár a használt szoftverből is, ha éppen PC-ről nyomtatsz.
Köszönöm, neked is a választ. Ez ugyan egy egyedileg gyártott nyomtató. Kecskeméten "felsoszekto" nevű forumtársunktol vettem. Remélem ennél is müködnek a tanácsként kapott dolgok. Holnap megint nekiugrom.
Jól gondolom, hogy ezek szerint, menet közben nem nagyon lehet állitgatni a fej és vagy asztal hőfokán? Minden egyes változtatásnál ujra kell szeletelni a Gcodban fellelt tárgyat a saját igényeid szerint és az igy kapott STL kód már nem változtatható? HA mégis, akkor megint ujabb paraméterekkel ujra kell szeletelni és menteni ujSTL,-t?
VAgy még mindig az erdőben vagyok?
Jenő
kushidó1 | 931
2020-01-18 16:05:42
[25026]
Nagyon szépen köszönöm az infót. Jenő
RJancsi | 5811
2020-01-18 14:50:50
[25025]
A Cura-ban is be lehet állítani. Alapértelmezésben a menüje csak a legfontosabb dolgokat mutatja, pedig többszáz paraméterrel lehet finomhangolni. Ha a beállítások ablakban a "Material" (én angolt használok, nálad talán "Anyag" névre hallgat) sor végén ráböksz a fogaskerékre, előjön egy ablak ahol beállíthatod milyen menüpontokat szeretnél látni/állítani. Ott találod az asztal és az extruder hőmérsékletét is a kezdő, közbenső és zárórétegnél is.
A Cura nevű programot használom, mivel ez volt a magyar nyelven elérhető.
PSoft | 18696
2020-01-18 13:46:42
[25023]
Attól függ milyen szeletelőt használsz.
A Slic3r pld. enged két hőfokot állítani asztalra is, fejre is. Az első rétegre vonatkozó hőfokot és az azt követő összes többi rétegre vonatkozót. Szintén a szeletelőben állítod be, mikor (hányadik rétegnél) és milyen intenzítással induljon pld. a tárgyhűtés ventillátora.(ha van)
Én a Repetier felületét használom a kezdetektől. Szeretem mert pár kattintással, sok mindenbe enged utólagos(már a munka közbeni) "belenyúlást", módosítást. Hőfokok(asztal/fej), sebességek, hűtés erőssége, flow(adagolás mennyisége), stb. Szintén menet közben, ugyanúgy a firmware-be is jópár lényeges ponton hozzáférhetőek/állíthatóak/menthetőek a paraméterek.
Tisztelt "PROFESSOR URAK" . Nemrégiben kezdtem el 3D nyomtatással probálkozni, Még nagyon a kezdetek kezdetén vagyok, volna egy két kérdésem amennyiben megtiszteltek a válasszal. Tapasztaltam, és kicsit bongészve az irásokat tudatosult bennem, hogy "elefánláb" jelenséggel találkoztam. Olvastam megoldási javaslatként, hogy az alsó tapadórétekket követő részeket alacsonyabb hőfokú asztallappal kell nyomtatni. A kérdésem az, hogy ha egy tárgyat, amit az internettröl töltöttem le STL formában, elkezdek szeletelni, hogy a saját nyomtatóm specifikumainak megfelelő beállitásokat kapjak, hogyan tudom megoldani, hogy menet közben emelkedjen vagy csökkenjen az asztallap, akár a fej hőmérséklete? PLA anyaggal dolgozom 190 / 70 beállitással. Ez eddig többé kevésbé elfogadható volt, de egy az elmult napokban nyomtatott zsilett tartó doboznál, ahol értelem szerüen a doboz alsó részén kellene legyen egy rés amin a penge oszlopbol ki lehet venni a legalsó darabot, ott nem volt rész - hanem teljesen összeolvadt ez a rész. Ugy tudtam megoldani, hogy az alsó részt lemartam, majd elkezdtem ujra a nyomtatást és kb, 10 rétem után leállitottam, majd ezt a részt hozzáragasztottam a meglévőhöz. Funkcionál, de nem az igazi.
Üdv Jenő
nyotti | 61
2020-01-18 13:01:12
[25021]
Megvolt az első próba. Felragasztottam az új lapot a másik aljára, így az egyik oldala szép új, a másik a régi. Elsőre egy csillagot nyomtattam, aminek a sarkai feljöttek egy kicsit. Nyomtatás során 195/50 volt a hőfok. Eddig az 50 fokos ággyal nem volt probléma, de most a megnövekedett vastagság miatt gondolom azt, hogy előjött ez a hiba. Viszont öröm az ürömben, hogy a darab szépen lejött az új lapról, ami egyébként simább, mint a gyári Ender 3 lap. Próbálok majd 55-60 fokot is, hátha úgy jó lesz. Az elefántláb most nem jött elő, állítottam az első rétegek sebességén. Majd nagyobb daraboknál is kíváncsi leszek, hogy megszűnik-e.
Én az ABS-t 85-90 fokon nyomtattam az Ender fóliára, de inkább 85. Ami nem ender fólia volt, az már 75 fok fölött úgy rátapadt, hogy majdnem kuka lett. Nitro lakkal vékonyan lefújt üveg is 85 fok fölött hajlamos kitépni az üveget. Ezek a hőmérsékleteket a fólián mértem. Érdemes óvatosan növelni az asztal hőmérsékletét.
A 108x160 méretű (sarkain 15mm-es koronggal) menetvágó dobozokat, nyomtattam így. ABS-nél én műanyagzsákot húzok a nyomtatóra, hogy ne hűljön gyorsan, valamit segít ez is.
Nekem eleve nem teszik ez a műanyagos megoldás. Az elsőt széttéptem, mert az ABS-t a szokott 110fokon nyomtattam rá és összegyógyult, és szét téptem a másodikat meg csak megcsináltam de nem használtam.
Én azért rakom üveglapra mert az elég jó sík lemez és könnyű, cserélni. Van 3 ilyen üveglapom. Egyik tiszta a PLA-ra, másik hajlakkos ABS-ra, meg ez a műanyagos a nem tudom mire, mert ha mást nyomtatok akkor PLA alaprétegre szoktam, ami jól tapad és probléma mentesen leválik.
Egyébként nem tudom jó e, de azt kéne még kipróbálni ami mágnesesen tapad. Azt simán lekapod és nagyon hajlékony.
Csak nekem is kéne tanács, hogy erre a műanyagra milyen hőfokon és paraméterekkel nyomtassak, mert tetszik ez a rücskös felület, de a második lapomat már nem akarom letépni
Szeretem egy kicsit "meghajtogatni" a műanyagot amikor a nyomatot szedem le, az üveglappal ilyet ugye nem tudok csinálni. Nem zárkózom el a lehetőség elől, hogy egyszer kipróbálom, főleg hogy ti tapasztalt 3D nyomtató használók is ajánlottátok.
Az üveg nem kristályos, hanem végtelenül sűrű folyadék! Az üveggyártás során a kvarchomokhoz Nátrium és Kálium (hidro) karbonátot adagolnak az olvadáspont csökkentésére. Ezzel tényleg le lehet vinni a lágyuláspontot 6-700°C-ra. De ez szilikát üveg és nem kvarc.
100 fokon már egész képlékeny ez a 3M-es ragasztó. Én üveglapra tettem. A műanyagot le lehetett húzni róla nagy nehezen, de a ragasztó rajta maradt. Azt meg lehetett vakargatni, acetonnal, meg mindennel ami a kezem ügyébe esett.
60 fok fölött nem nyomtattam eddig egyszer sem, és jelenleg PLA-n kívül nem tervezek mást nyomtatni. Már csak az a kérdés, hogy mennyire szigetelhet ez a plusz réteg. Bár belegondolva az a néhány mm nem jelenthet drasztikus csökkenést.
Gondoltam előbb erre én is, de javasolni nem volt bátorságom, ha csak PLA-t nyomtatsz 60-65 fokos asztallal, akár még jó is lehet, és nem hajtod meg nagyon drasztikusan levételkor. Mit veszíthetsz, esetleg 3-4 dollárt.
Egy ezrest lefelejtettél... A tiszta kvarc (SiO2) 870°C körül kezd átalakulni trydimit-té, azonban ez csak egy módosult kristályrácsot jelent, továbbra is szilárd, kristályos. A trydimit 1470°C környékén labilissá válik és átalakul cristobalit-tá, ami még mindig kristályos, tehát továbbra is szilárd. Az átkristályosodás nagyon lassú, ezért gyors melegítéskor 1550°C-on meg lehet olvasztani a kvarcot anélkül, hogy ideje lenne átalakulni. A cristobalit 1700°C-on olvad. Emiatt (és mert a homok a Földtörténet során kaphatott már meleget és emiatt részben átalakult) a kvarchomoknak nincs határozott olvadáspontja, 1500°C környékén meglágyul, 1600°C-on sűrűn- és 1700°C-on és felette hígfolyós lesz. De pár száz fokon ami egy cekász körül kialakul biztos, hogy nem olvad meg. A cekász előbb fog elégni.
Én 1mm-es Alu lapra akartam felragasztani, de most a üveglappal való kísérletezés miatt elmaradt. Érdemes volna kipróbálni, az hajlik is, a hőt is bírja, vezeti is.
Hülyeség lehet, de most hirtelen az is eszembe jutott, hogy az eredeti lap másik felére felragasztva működhet a dolog? Ha olyat szeretnék nyomtatni, aminél kell a szép felület akkor az új lap lenne felül, ha kiegészítőnek menne a nyomat akkor meg a régi, amibe beleragadt a PLA. Ismétlem, lehet hogy hülyeség, hirtelen ötlet volt.
Kellene egy hasonló lap, mint az eredeti, talán üvegszálas nyák lemez. Ha nagyon rossz az eredeti azt leszedve felújíthatod vele, de még én sem csináltam ezt.
Én most üveglapra ragasztottam, de elég nehéz leszedni róla, mivel nem lehet meghajtani az üveget. Csak 50 fok környékén lehet leszedni, úgy hogy ne sérüljön a műanyagfólia. Nekem ez nagyon fontos, hogy szép doboz tetőt tudjak nyomtatni rajta.
Én most a fémmel szórt üveglappal kísérletezek, ami szép érdes felületet ad, és lejön magától a nyomat, ha kihűl. És mellesleg nem kényes, nem deformálódik mint az eredeti.
Az elefántláb effektust meg a Slicerbe be lehet kapcsolni, hogy szüntesse meg. Ha én rajzolom, akkor 0,6 sugárral lekerekítem az alját, és úgy jó. A slicer is ezt csinálja.
Az tényleg nem meleg. Én 60 fok asztal, 200-215fok fej (anyag és nyomtatás függő) Szóval marad a tárgyhűtés. Illetve anyag probléma is lehet. Próbáld ki a 195 fokot, de ott már a rétegtapadás nem túl acélos, vagy lassítsd a nyomtatást, hogy legyen ideje hűlni. A hajótesthez pl. nem használtam hűtést mert olyan nagy hogy mire végig ért magától is lehűlt, és nincs ilyen probléma vele, pedig ez a Herz-es fehér elég hisztis anyag.
50 fok fölött nagyon ritkán nyomtatok. Próbáltam 40 fokon is, ott is ugyan ez volt. Utolsó nyomtatásomnál a hőfokok 210 és 40 fok volt, PLA anyag. Érdemes lenne kipróbálni mondjuk 195-200 fokot?


 72 évesen újat tanulni
72 évesen újat tanulni  na így képzelem én is a jövőm. Remélem sikerül követnem a példádat.
na így képzelem én is a jövőm. Remélem sikerül követnem a példádat.