|
Előzmény: sanyi, 2020-01-23 22:48:55 [25146]
|
|
Előzmény: B.Zoltán, 2020-01-23 22:04:59 [25144]
|
|
Előzmény: B.Zoltán, 2020-01-23 22:04:59 [25144]
|
|
Előzmény: morvfer7, 2020-01-23 16:05:44 [25129]
|
|
Előzmény: Bodnár Miklós, 2020-01-23 20:22:02 [25141]
|
|
Előzmény: Bodnár Miklós, 2020-01-23 20:22:02 [25141]
|
|
Előzmény: szaffibetti, 2020-01-23 18:18:46 [25136]
|
|
Előzmény: Rabb Ferenc, 2020-01-23 19:20:48 [25138]
|
|
Előzmény: keri, 2020-01-23 19:07:10 [25137]
|
|
Előzmény: sanyi, 2020-01-23 13:57:54 [25121]
|
|
Előzmény: szf, 2020-01-23 17:38:41 [25133]
|
|
Előzmény: keri, 2020-01-22 22:51:36 [25113]
|
|
Előzmény: Rabb Ferenc, 2020-01-23 16:31:20 [25131]
|
|
Előzmény: Jordan Gabor, 2020-01-23 15:35:09 [25127]
|
|
Előzmény: sanyi, 2020-01-23 16:01:16 [25128]
|
|
Előzmény: Jordan Gabor, 2020-01-23 15:35:09 [25127]
|
|
Előzmény: Jordan Gabor, 2020-01-23 15:35:09 [25127]
|
|
Előzmény: keri, 2020-01-23 14:14:37 [25123]
|
|
Előzmény: Rabb Ferenc, 2020-01-23 15:07:01 [25124]
|
|
Előzmény: Rabb Ferenc, 2020-01-23 13:18:13 [25120]
|
|
Előzmény: sanyi, 2020-01-23 13:57:54 [25121]
|
|
Előzmény: keri, 2020-01-23 13:59:29 [25122]
|
|
Előzmény: Rabb Ferenc, 2020-01-23 13:18:13 [25120]
|
|
Előzmény: keri, 2020-01-23 12:14:18 [25118]
|
|
Előzmény: svejk, 2020-01-22 21:30:32 [25105]
|
|
Előzmény: Törölt felhasználó, 2020-01-23 08:45:23 [25116]
|
|
Előzmény: sanyi, 2020-01-23 08:52:08 [25117]
|
|
Előzmény: keri, 2020-01-23 07:29:27 [25114]
|
|
Előzmény: sanyi, 2020-01-22 22:15:59 [25111]
|
|
Előzmény: nyarfa, 2020-01-22 19:55:29 [25094]
|
|
Előzmény: sanyi, 2020-01-22 22:15:59 [25111]
|
|
Előzmény: nyarfa, 2020-01-22 22:12:03 [25110]
|
|
Előzmény: Rabb Ferenc, 2020-01-22 22:00:25 [25109]
|
|
Előzmény: Törölt felhasználó, 2020-01-22 21:51:44 [25108]
|
|
Előzmény: Törölt felhasználó, 2020-01-22 21:51:44 [25108]
|
|
Előzmény: sanyi, 2020-01-22 21:41:59 [25106]
|
|
Előzmény: sanyi, 2020-01-22 21:14:05 [25103]
|
|
Előzmény: Rabb Ferenc, 2020-01-22 21:27:31 [25104]
|
|
Előzmény: Rabb Ferenc, 2020-01-22 21:27:31 [25104]
|
|
Előzmény: Törölt felhasználó, 2020-01-22 21:09:15 [25102]
|
|
Előzmény: Törölt felhasználó, 2020-01-22 20:35:31 [25099]
|
|
Előzmény: Rabb Ferenc, 2020-01-22 20:43:01 [25101]
|
|
Előzmény: Törölt felhasználó, 2020-01-22 20:35:31 [25099]
|
|
Előzmény: Törölt felhasználó, 2020-01-22 20:35:31 [25099]
|
|
▲
◊
|











 Na de mi ennek az ára? Hogy alakulhat ennek következtében az optimális gyorsulási képesség, ami ugye a CNC hajtások egyik legfontosabb minőségi jellemzője. Ha megnézzük egy ilyen szokásos 3D X, Y hajtás optimum gyorsulási adatait, hatalmas veszélyeket mutat a függvény, mert igen nagy meredekségű szakaszai vannak. És ugye tudjuk, ahol a függvény első deriváltja nagy, ott a legkisebb változás az nagyhatású eredményt okoz.
Na de mi ennek az ára? Hogy alakulhat ennek következtében az optimális gyorsulási képesség, ami ugye a CNC hajtások egyik legfontosabb minőségi jellemzője. Ha megnézzük egy ilyen szokásos 3D X, Y hajtás optimum gyorsulási adatait, hatalmas veszélyeket mutat a függvény, mert igen nagy meredekségű szakaszai vannak. És ugye tudjuk, ahol a függvény első deriváltja nagy, ott a legkisebb változás az nagyhatású eredményt okoz.

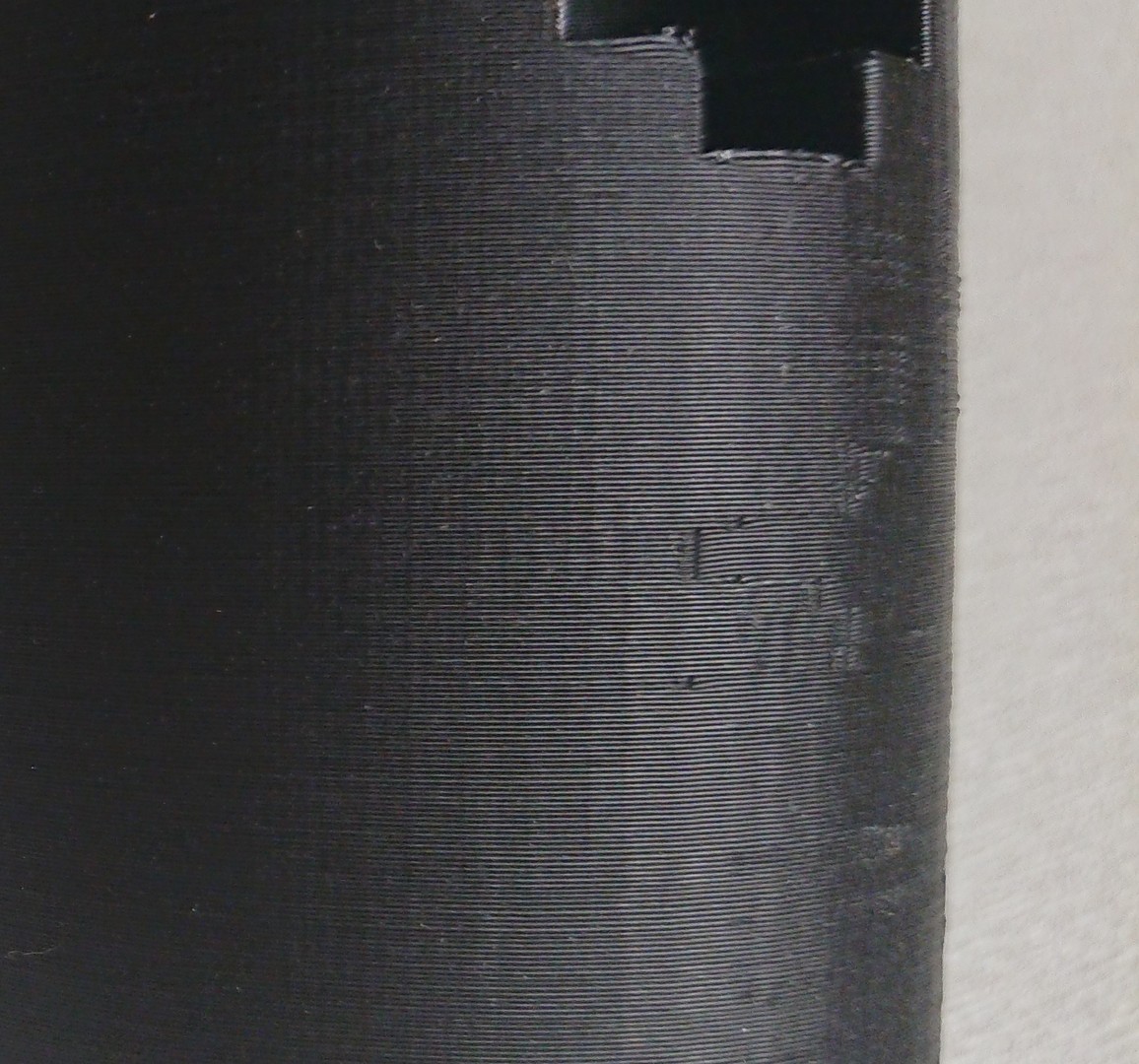
 Így ha pl nálam is ugyan így nyomtatja ki, akkor a szeletelő is lehet egy hiba forrás.
Így ha pl nálam is ugyan így nyomtatja ki, akkor a szeletelő is lehet egy hiba forrás.