Most szóltak, hogy 3 hét a szállítás. Valaki nem tud nekem mondani egy forrást modulo 1, 57 esetleg 58 fogú fogaskerékre, acélból?
crosspisti | 244
2018-06-08 08:12:14
[42618]
Az eszterga, valóban nem vésőgép, pláne egy ilyen kicsi. Sokszor a vésésnél közrejátszik a gyenge gép,és a nem elég merev, és éles kés. Megtörténik, hogy hiába veszünk fogást a kés nem visz semmit elcsúszik,és egyszer csak nagyot harap, a nem gyakorlott gépész ilyenkor nem áll vissza, végigerőlteti.Még az is használ,ha valamilyen hűtő-kenő anyagot használunk, és amit Csuhás ajánlott.
Csuhás | 6750
2018-06-08 07:33:27
[42617]
No igen, az eszterga nem gyalu... Legközelebb próbáld meg keskenyebb késsel két menetben, és ahogy írták jóval kisebb fogásokkal. Illetve célszerű a retesz helyét előre kifúrni hogy kevesebbet kelljen faragni.
Előzmény: ANTAL GÁBOR, 2018-06-08 05:59:32 [42613]
igazad van nem is tudom elképzelni hogyan sikerült ekkora fogásokkal egyáltalán ezen a gépen én ugyanezzel a géppel 8-as reteszt is megcsinálom két lépésben,de én csak 0,08 fogásokat veszek
Előzmény: ANTAL GÁBOR, 2018-06-08 05:59:32 [42613]
ANTAL GÁBOR | 4685
2018-06-08 05:59:32
[42613]
Majd más is hozzászól de szerintem 5 * nagyobb fogást alkalmaztál a vésésnél a szokásosnál .
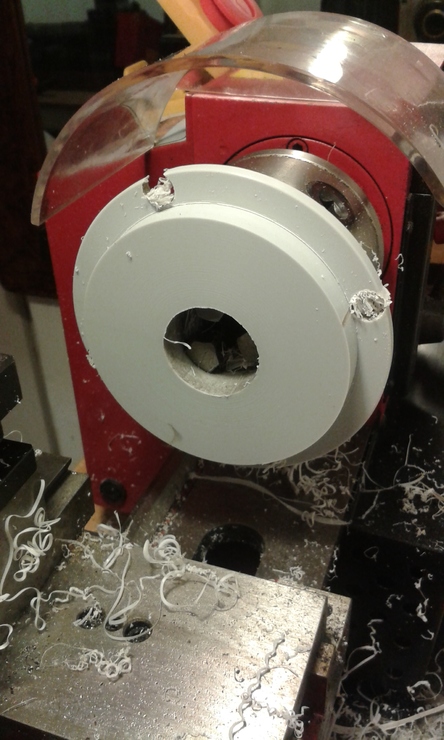
Tönkretettem a kínai esztergám hosszánjának mozgatóját. Kép lent. 4mm-es reteszhornyot készítettem D12mm furatba (C45). A főorsót lefixáltam, és kézzel mozgattam a hosszánt az esztergakéssel. Kb. 0,2-0,25 mm-es lépésben haladtam. Egyszer csak elpattant a MOD 1 fogaskerék 3 foga. (lásd kép) A terhelés mindig ugyanazokon a fogakon volt. Most rendeltem új fogaskereket, ami szélesebb az eredetinél, így meg is kell majd munkálni. Talán jövőhét végére meg tudom javítani az esztergát. Nem tudom, hogy fogok így dolgozni. Nagyon fontos gép az eszterga.
designr | 3621
2018-06-06 21:29:15
[42611]
Mindig mondtam..kellett neked már ez az eszterga..
Mos tmár csak egy leszúró kést kellene faragnom, mert az sincs, a leszúrandó anyag egy 33 mmm átmérőjű, belül 12-es furattal tehát olyan 28 mm hossz kellene, ami belemegy.
elektron | 15859
2018-06-06 15:07:07
[42606]
Közben megoldódott, mert a szomszéd épp jött erre, nekii meg van nagyobb esztergály így azt a részt gyorsan levettük, ami kellett, a többi meg már megy a kis gépen is, kösz.
Ha tengely irányban megfúrható, menetelhető akkor tüskére lehet fogni. Ha tárcsa jellegű ás elbír pár furatot akkor a tokmánypofák helyére T nút anyát rakva ráhúzható a tokmány homloklapjára stb. Tégy fel egy fotót arról amit esztergálni akarsz, mert így csak ötletelünk a vakvilágba.
Venni kell egy könnyen megmunkálható hengert, ami tömör, és megfelelő az átmérője. Átfúrni. Középen marni rá egy kerek furatot (vagy kiesztergálni marógépen), hogy az esztergába be lehessen fogni. A másik oldalon egy tartót esztergálni ("A"-val szemben) Egyúttal a furatot felbővíteni.
Befogni a másik oldalon, amit esztergáltunk, és "A"-t felbővíteni amekkora a műanyag lesz. Vasfűrésszel sugárirányban bevágni, hogyha az utoljára befogott oldalon megszorítjuk a tokmányban, akkor összenyomja az anyagot.
elektron | 15859
2018-06-06 13:05:13
[42601]
Most jut eszembe van valami állíthatós lap befogó amit szoktak csinálni, ívesen egy horony van benne és állítható, nem is tudom hol láttam fasztergánál lehet. Mindegy, mert itt csak gyenge műanyagot akarnék nagyobbat esztergálni vele nagy erő nem lesz ennél.
Egyébként rácsavarozhatsz, hegeszthetsz valamit amit be tudsz fogni a tokmányba. Tudni kéne hogy milyen alakú a darab, és milyen a művelet hogy segíteni tudjunk.
Fél mm kúposságnak már szemmel látható oka kell legyen. Amikor a központfuratot fúrtad akkor a fúró eltalálta a forgástengelyt? A csúcs középre talált bele? Hossz szánnal esztergáltál és nem az esetleg elállított késszánnal?
Tanácsot szeretnék kérni! Van egy TIP típusú esztergám, minimálisat volt használva(kopásról nem beszélhetünk). 70mm hosszú(10mm átmérőjű) tengelyen az átmérő 0.5mmm-t kúpos. A tokmányhoz közeledve csökken. Cserélhető lapkás kést használok, a mérés során új lapkát használtam és nagyon kis fogást. Természetesen forgócsúccsal meg volt támasztva a tengely. Mi lehet a hiba oka? Én beállítási hibára gyanakszom, de mi lehet rosszul beállítva?
Holnap rajzolok valami odavaló percmutatót, ami jellegében hasonlít a mostani óra mutatóhoz. De azt már n a telefonomon csinálom. Gondolom egy dxf és pdf jó lesz.
Ma már nem mert most értem haza . De ha kell akkor valahogy eljuttatom neked valahogyan csak le kellene szedned róla egy gyorsbefogós tokmányt mert nekem nem sikerült , erőltetni komolyabban meg nem akartam mert féltem , hogy esetleg megsérülhet a kúpfelület .
Volt már itt a fórumon, hogyan fúrjunk nem 2-2.5 mm-es furatot ... FURAT
Több részes !
svejk | 33157
2018-06-03 19:18:09
[42585]
Bronzlemezből huzallal szokták vágatni az órások. Legalábbis sokszor láttam már huzalosoknál ilyen munkadarabokat.
Előzmény: Timár László, 2018-06-03 18:18:03 [42582]
elektron | 15859
2018-06-03 19:16:34
[42584]
Csináld a tervet van cnc maróm is meg egyebekm ha kell azon nem fog múlni.
Előzmény: Timár László, 2018-06-03 18:18:03 [42582]
Kopirnyák | 2705
2018-06-03 19:02:05
[42583]
Én szoktam 0.9-es furatot készíteni 500as műszerészpadon, az szokott sikerülni.Azért ekkorát mert a 0.8 furatba a 0.8-as pöcök beleszorult.Szóval az a D2.8 sem lehetetlen.
Látom te is öszvér típus vagy mint én már ami a megcsinálom valahogy amibe belekezdtem. Már csak a gazdasági-logisztikai rész van hátra. Timár László 2314 HALÁSZTELEK NEFELEJCS UTCA 11. Borítékba is beragasztható gondolom. Vagy Hajdúnánásról csúzlival elküldöd és megkeresem. Mail címem ismered ha adsz számlaszámot utalom a nejem számlájáról a karton sört. Nekem nincs bankszámlám csak neki. KÖSZÖNÖM A FÁRADOZÁST. Egy nagymutatót kell még megterveznem és lézervágatnom hasonlóképpen, megtervezem 3D be és dxf- et csinálok belöle. Vagy van 1-1.5 rézlemezem abból kireszelem - kifürészelem lombfürésszel. .
Ezért szeretek a mülyben lenni. Mert amit terveztem nem csak úgy lehet megcsinálni ahogy én gondolom hanem másképpen is. Meg åttervezem ha szenvedéssel lehet megcsinálni.
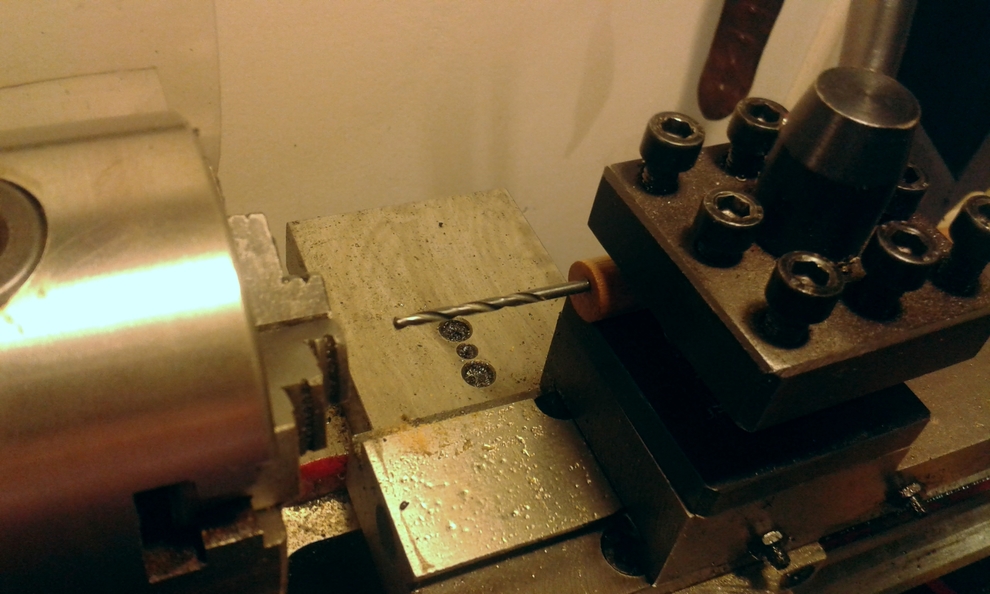
Megközpontoztam az esztergakéssel közben, megcsinálom a késtartóba egy anyagba belefúrok, majd ugyanazt a fúrót megfordítva bele ragasztom és utána ezzel ki lehet fúrni halálpontosan.